一种轨道板的生产工艺及设备的制作方法
1.本发明属于轨道板生产技术领域,具体的说是一种轨道板的生产工艺及设备。
背景技术:
2.轨道板是一种内部设置钢筋笼的混凝土板体结构,用以支撑和固定钢轨的新型轨道下层部件;轨道板是支撑钢轨的基础,在与钢轨组成叠合的板梁结构,可以极大地改善钢轨与道床的工作条件。
3.公开号为cn108214875b的一项中国专利公开了一种轨道板自动化生产线,本发明包括轨道板模具、转移装置和沿转移装置依次设置的张拉装置、浇注装置、振动装置、蒸养装置、放张装置和脱模装置,所述的轨道板模具包括底板和连接在底板四周的侧板,每个侧板上均设置有一排沿相应侧板长度方向的张拉孔,所述的张拉装置包括张拉杆和张拉驱动装置,所述的轨道板模具内设置有张拉钢筋,所述的张拉杆上设置有限位装置。本发明限位装置能够在张拉钢筋完成施加应力后,能够对应力进行锁定,便于轨道板模具进行后续步骤,能够简化工序,减少自动化生产线上的人工投入。
4.在进行轨道板进行生产时,需要在轨道板钢模的表面喷涂脱模剂,现有的喷涂方式容易造成局部的脱模剂堆积过多,需要工作人员将过多的脱模剂吸附擦净,不但影响轨道板的生产进度,而且增加了工作人员的工作量。
5.为此,本发明提供一种轨道板的生产工艺及设备。
技术实现要素:
6.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种轨道板的生产工艺,生产工艺包括以下步骤:
8.s1:准备模板:将模板的灰渣和污物清扫干净,清理灰渣和污物时,严禁锤击和硬物直接敲打,以免造成凹坑和局部变形,应使用专用铲具进行清理,并用破布擦拭干净;利用喷涂装置在模板的表面均匀地喷涂脱模剂,当表面喷涂脱模剂过多时,应用海绵或吸水棉布把模板表面脱模剂堆积处擦净;
9.s2:安装钢筋骨架:将钢筋骨架焊接制成,在钢筋骨架内部穿入预应力钢筋,在模板内安装起吊套管及螺旋筋,然后将钢筋笼骨架放入组装好的模板内;
10.s3:混凝土浇注:将混凝土浇注到模板内,同时进行振捣,将混凝土振平;
11.s4:养护:将浇注好的模板送入养护室内,先在5℃~30℃的环境中静止4h以上,再进行蒸汽养护6小时以上,轨道板蒸汽养护时,应采用自动温控设备进行温度调节,蒸汽养护分为静置、升温、恒温、降温四个阶段,降温过程可自动记录,各阶段时间和温度可在计算机上远程设置和修改,蒸汽调节可用电磁阀或电动调节阀,每个蒸养池的温度独立由智能温控仪控制,允许各蒸养池处于不同的养护阶段,计算机实时记录各测点温度时间数据曲线;混凝土灌注完毕后在5℃-30℃的环境中静置4小时后方可开始送蒸汽养护;蒸汽养护升
温速度不应大于10℃/h,降温速度不应大于10℃/h,恒温时蒸汽养护温度不宜大于45℃,板内芯部混凝土温度不应大于55℃,其恒温持续时间不低于6小时。养护制度为:3(静置)+2(升温)+6(恒温)+2(降温)。轨道板芯部混凝土和表面混凝土、表面混凝土与环境之间的温差均不大于15℃;
12.s5:脱模:采用机械旋出张拉杆的方式对预应力筋进行同步放张;利用液压装置进行脱模,轨道板应缓慢出模,并保证轨道板不受冲击、各作用点受力均匀;轨道板表层与环境温差不大于15℃,以防止板体表面混凝土产生收缩裂缝;
13.s6:水养:将脱模后的轨道板送入水养池内进行水中养护;水中养护时间不应小于3天,且保温、保湿总时间不应少于10d。养护期间,养护水温不应低于10℃,轨道板表面温度与养护水温之差不应大于10℃。
14.一种轨道板的生产设备,该生产设备适用于上述的一种轨道板的生产工艺,所述生产设备包括底座、支架、移动梁、液压缸、u形架、喷涂辊和弹性棉布;所述底座的顶部固接有支架,所述底座的顶部放置有模板,所述支架的中部安装有移动梁,所述移动梁通过电机驱动,所述移动梁的底部滑动安装有u形架,所述u形架的顶面两侧均固接有液压缸,所述液压缸的活塞杆顶端与移动梁的底面固接,所述u形架的中部两侧均转动安装有喷涂辊,所述喷涂辊的内部灌装有脱模剂,所述喷涂辊的外壁固接有弹性棉布,所述喷涂辊的外壁开设有多对通孔,所述通孔连通弹性棉布的内部,所述弹性棉布与模板的内壁底面与侧面滑动配合;工作时,电机驱动移动梁沿着支架移动,带动u形架移动到模板的顶部,液压缸推动u形架下降,使得喷涂辊接触到模板的底面,移动梁移动,带动喷涂辊转动,使得喷涂辊内部的脱模剂从通孔内流出,湿润弹性棉布,使得弹性棉布将脱模剂均匀地涂抹在模板的底面与侧面,同时将多余的脱模剂进行吸附,从而提高了脱模剂的涂抹均匀性,降低了脱模剂的聚集过多的概率,继而降低了工作人员的工作量,提高了轨道板的生产效率。
15.优选的,所述喷涂辊的外壁滑动安装有多个滑杆,且滑杆贯穿喷涂辊的外壁,所述滑杆的两端均固接有挡板,一侧所述挡板的凸面与弹性棉布的内壁固接,两侧所述挡板的凹面固接有弹簧,所述弹簧的另一端与喷涂辊的中轴外壁固接,每对所述通孔位于滑杆的两侧,中部所述挡板的两侧均固接有密封垫,所述密封垫的外壁与通孔的内壁滑动配合;工作时,喷涂辊接触到模板的底面时,使得弹性棉布向喷涂辊靠近,推动滑杆滑入喷涂辊内部,使得弹簧压缩,调动密封垫脱离通孔,使得脱模剂流入底部的通孔内,其他方向的弹簧推动滑杆向弹性棉布靠近,带动密封垫堵塞通孔,使得脱模剂只能从底部的通孔流出,从而降低了脱模剂的浪费情况,提高了脱模剂的利用率。
16.优选的,所述通孔的内部固接有吸水海绵,所述吸水海绵靠近弹性棉布的一侧固接有多个弹性棉绳,所述弹性棉绳的另一端连接弹性棉布;工作时,脱模剂流入底部的通孔内,吸水海绵吸收脱模剂,脱模剂沿着弹性棉绳流到弹性棉布的内表面,将弹性棉布进行湿润,降低了脱模剂的流出速度,降低了脱模剂的涂抹量,从而降低了脱模剂在模板底面的汇聚情况。
17.优选的,所述弹性棉布的外壁固接有多个长布条,所述长布条的外壁与模板的内壁底面和侧面滑动配合;工作时喷涂辊转动到模板的底部凹槽处时,长布条滑入模板的底部凹槽内,将模板的底部凹槽进行涂抹脱模剂,从而进一步提高了脱模剂的涂抹全面性。
18.优选的,所述u形架的两侧均固接有弧形推板,所述弧形推板的底面两侧均转动安
装有滚轮,所述滚轮的外壁与模板的内壁底面滑动配合,所述弧形推板的底部固接有多个长绒毛,所述长绒毛的底端与模板的内壁底面滑动配合;工作时,移动梁带动u形架移动时,带动弧形推板移动,使得滚轮沿着模板的内壁底面滑动,带动两侧的长绒毛贴合模板的内壁底面滑动,将u形架移动方向的模板的内壁底面进行清扫,提高了模板的清洁度,同时另一侧的长绒毛滑过涂抹过脱模剂的区域,将多余的脱模剂吸收,从而进一步降低了脱模剂汇聚的概率。
19.优选的,所述弧形推板的顶面铺设有气管,所述气管的顶端连接气泵,所述弧形推板的底部开设有多个气孔,所述气管的底端连通气孔;工作时,气泵将高压空气经过气管送入气孔内,气流从气孔内喷出,气流吹向模板的底面,将模板底面的灰尘吹除,从而进一步提高了模板的清洁度。
20.优选的,所述弧形推板的底部固接有弹性托板,所述弹性托板的底端与模板的内壁底面滑动配合,所述弹性托板的顶面与弧形推板的底面之间固接有多个弹性杆;工作时,弧形推板向下移动,使得滚轮接触到模板的内壁底面时,使得弧形推板弯曲滑动,使得弹性托板随着弧形推板弯曲,使得弹性托板的底端向下接触到模板的内壁底面,将长绒毛露出,使得长绒毛接触到模板的内壁底面,当弧形推板上移时,弧形推板复位,使得弹性托板复位,将长绒毛收纳到弧形推板和弹性托板之间,长绒毛震动掉落的灰尘颗粒落到弹性托板的顶面,降低了灰尘颗粒重新落入模板内部的概率。
21.优选的,所述弹性托板的顶面固接有多个四爪弹杆,所述四爪弹杆的中部固接有弹性片,所述弹性片的底部固接有拉绳,所述拉绳的底端固接有撞珠,所述撞珠的外壁与四爪弹杆的内壁滑动配合;工作时,长绒毛收入弹性托板顶面后,长绒毛滑过四爪弹杆的顶部,将长绒毛表面的灰尘颗粒挂落,同时,弧形推板与弹性托板复位产生的震动,使得弹性片震动,撞珠进行晃动,撞珠撞击四爪弹杆的内壁,使得四爪弹杆震动,从而进一步提高了对灰尘颗粒的刮落效率。
22.本发明的有益效果如下:
23.1.本发明所述的一种轨道板的生产工艺及设备,通过设置喷涂辊、弹性棉布和长布条;电机驱动移动梁沿着支架移动,带动u形架移动到模板的顶部,液压缸推动u形架下降,使得喷涂辊接触到模板的底面,移动梁移动,带动喷涂辊转动,使得喷涂辊内部的脱模剂从通孔内流出,湿润弹性棉布,使得弹性棉布将脱模剂均匀地涂抹在模板的底面与侧面,长布条滑入模板的底部凹槽内,将模板的底部凹槽进行涂抹脱模剂,同时将多余的脱模剂进行吸附,从而提高了脱模剂的涂抹均匀性,降低了脱模剂的聚集过多的概率,继而降低了工作人员的工作量,提高了轨道板的生产效率。
24.2.本发明所述的一种轨道板的生产工艺及设备,通过设置弧形推板、滚轮和长绒毛;移动梁带动u形架移动时,带动弧形推板移动,使得滚轮沿着模板的内壁底面滑动,带动两侧的长绒毛贴合模板的内壁底面滑动,将u形架移动方向的模板的内壁底面进行清扫,提高了模板的清洁度,同时另一侧的长绒毛滑过涂抹过脱模剂的区域,将多余的脱模剂吸收,从而进一步降低了脱模剂汇聚的概率。
附图说明
25.下面结合附图对本发明作进一步说明。
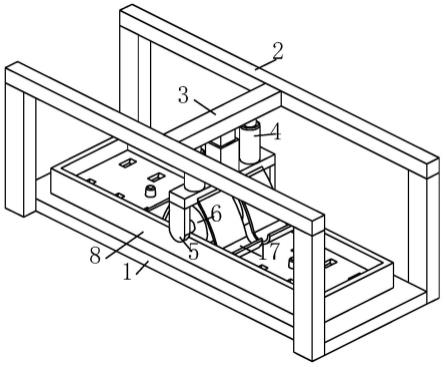
26.图1是本发明实施例一的立体图;
27.图2是本发明实施例一的主视图;
28.图3是图2中a处局部放大图;
29.图4是图2中b处局部放大图;
30.图5是图4中c处局部放大图;
31.图6是本发明实施例二弹性托板的结构图;
32.图7是本发明的生产工艺流程图;
33.图中:1、底座;2、支架;3、移动梁;4、液压缸;5、u形架;6、喷涂辊;7、弹性棉布;8、模板;9、通孔;10、滑杆;11、挡板;12、弹簧;13、密封垫;14、吸水海绵;15、弹性棉绳;16、长布条;17、弧形推板;18、滚轮;19、长绒毛;20、气管;21、气孔;22、弹性托板;23、弹性杆;24、四爪弹杆;25、弹性片;26、拉绳;27、撞珠;28、通风孔;29、弧形板。
具体实施方式
34.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
35.实施例一
36.如图7所示,本发明实施例所述的一种轨道板的生产工艺,生产工艺包括以下步骤:
37.s1:准备模板:将模板的灰渣和污物清扫干净,清理灰渣和污物时,严禁锤击和硬物直接敲打,以免造成凹坑和局部变形,应使用专用铲具进行清理,并用破布擦拭干净;利用喷涂装置在模板的表面均匀地喷涂脱模剂,当表面喷涂脱模剂过多时,应用海绵或吸水棉布把模板表面脱模剂堆积处擦净;
38.s2:安装钢筋骨架:将钢筋骨架焊接制成,在钢筋骨架内部穿入预应力钢筋,在模板内安装起吊套管及螺旋筋,然后将钢筋笼骨架放入组装好的模板内;
39.s3:混凝土浇注:将混凝土浇注到模板内,同时进行振捣,将混凝土振平;
40.s4:养护:将浇注好的模板送入养护室内,先在5℃~30℃的环境中静止4h以上,再进行蒸汽养护6小时以上,轨道板蒸汽养护时,应采用自动温控设备进行温度调节,蒸汽养护分为静置、升温、恒温、降温四个阶段,降温过程可自动记录,各阶段时间和温度可在计算机上远程设置和修改,蒸汽调节可用电磁阀或电动调节阀,每个蒸养池的温度独立由智能温控仪控制,允许各蒸养池处于不同的养护阶段,计算机实时记录各测点温度时间数据曲线;混凝土灌注完毕后在5℃-30℃的环境中静置4小时后方可开始送蒸汽养护;蒸汽养护升温速度不应大于10℃/h,降温速度不应大于10℃/h,恒温时蒸汽养护温度不宜大于45℃,板内芯部混凝土温度不应大于55℃,其恒温持续时间不低于6小时。养护制度为:3(静置)+2(升温)+6(恒温)+2(降温)。轨道板芯部混凝土和表面混凝土、表面混凝土与环境之间的温差均不大于15℃;
41.s5:脱模:采用机械旋出张拉杆的方式对预应力筋进行同步放张;利用液压装置进行脱模,轨道板应缓慢出模,并保证轨道板不受冲击、各作用点受力均匀;轨道板表层与环境温差不大于15℃,以防止板体表面混凝土产生收缩裂缝;
42.s6:水养:将脱模后的轨道板送入水养池内进行水中养护;水中养护时间不应小于
3天,且保温、保湿总时间不应少于10d。养护期间,养护水温不应低于10℃,轨道板表面温度与养护水温之差不应大于10℃。
43.如图1至图2所示,一种轨道板的生产设备,该生产设备适用于上述的一种轨道板的生产工艺,所述生产设备包括底座1、支架2、移动梁3、液压缸4、u形架5、喷涂辊6和弹性棉布7;所述底座1的顶部固接有支架2,所述底座1的顶部放置有模板8,所述支架2的中部安装有移动梁3,所述移动梁3通过电机驱动,所述移动梁3的底部滑动安装有u形架5,所述u形架5的顶面两侧均固接有液压缸4,所述液压缸4的活塞杆顶端与移动梁3的底面固接,所述u形架5的中部两侧均转动安装有喷涂辊6,所述喷涂辊6的内部灌装有脱模剂,所述喷涂辊6的外壁固接有弹性棉布7,所述喷涂辊6的外壁开设有多对通孔9,所述通孔9连通弹性棉布7的内部,所述弹性棉布7与模板8的内壁底面与侧面滑动配合;工作时,电机驱动移动梁3沿着支架2移动,带动u形架5移动到模板8的顶部,液压缸4推动u形架5下降,使得喷涂辊6接触到模板8的底面,移动梁3移动,带动喷涂辊6转动,使得喷涂辊6内部的脱模剂从通孔9内流出,湿润弹性棉布7,使得弹性棉布7将脱模剂均匀地涂抹在模板8的底面与侧面,同时将多余的脱模剂进行吸附,从而提高了脱模剂的涂抹均匀性,降低了脱模剂的聚集过多的概率,继而降低了工作人员的工作量,提高了轨道板的生产效率。
44.如图3所示,所述喷涂辊6的外壁滑动安装有多个滑杆10,且滑杆10贯穿喷涂辊6的外壁,所述滑杆10的两端均固接有挡板11,一侧所述挡板11的凸面与弹性棉布7的内壁固接,两侧所述挡板11的凹面固接有弹簧12,所述弹簧12的另一端与喷涂辊6的中轴外壁固接,每对所述通孔9位于滑杆10的两侧,中部所述挡板11的两侧均固接有密封垫13,所述密封垫13的外壁与通孔9的内壁滑动配合;工作时,喷涂辊6接触到模板8的底面时,使得弹性棉布7向喷涂辊6靠近,推动滑杆10滑入喷涂辊6内部,使得弹簧12压缩,调动密封垫13脱离通孔9,使得脱模剂流入底部的通孔9内,其他方向的弹簧12推动滑杆10向弹性棉布7靠近,带动密封垫13堵塞通孔9,使得脱模剂只能从底部的通孔9流出,从而降低了脱模剂的浪费情况,提高了脱模剂的利用率。
45.所述通孔9的内部固接有吸水海绵14,所述吸水海绵14靠近弹性棉布7的一侧固接有多个弹性棉绳15,所述弹性棉绳15的另一端连接弹性棉布7;工作时,脱模剂流入底部的通孔9内,吸水海绵14吸收脱模剂,脱模剂沿着弹性棉绳15流到弹性棉布7的内表面,将弹性棉布7进行湿润,降低了脱模剂的流出速度,降低了脱模剂的涂抹量,从而降低了脱模剂在模板8底面的汇聚情况。
46.所述弹性棉布7的外壁固接有多个长布条16,所述长布条16的外壁与模板8的内壁底面和侧面滑动配合;工作时喷涂辊6转动到模板8的底部凹槽处时,长布条16滑入模板8的底部凹槽内,将模板8的底部凹槽进行涂抹脱模剂,从而进一步提高了脱模剂的涂抹全面性。
47.如图2和图4所示,所述u形架5的两侧均固接有弧形推板17,所述弧形推板17的底面两侧均转动安装有滚轮18,所述滚轮18的外壁与模板8的内壁底面滑动配合,所述弧形推板17的底部固接有多个长绒毛19,所述长绒毛19的底端与模板8的内壁底面滑动配合;工作时,移动梁3带动u形架5移动时,带动弧形推板17移动,使得滚轮18沿着模板8的内壁底面滑动,带动两侧的长绒毛19贴合模板8的内壁底面滑动,将u形架5移动方向的模板8的内壁底面进行清扫,提高了模板8的清洁度,同时另一侧的长绒毛19滑过涂抹过脱模剂的区域,将
多余的脱模剂吸收,从而进一步降低了脱模剂汇聚的概率。
48.所述弧形推板17的顶面铺设有气管20,所述气管20的顶端连接气泵,所述弧形推板17的底部开设有多个气孔21,所述气管20的底端连通气孔21;工作时,气泵将高压空气经过气管20送入气孔21内,气流从气孔21内喷出,气流吹向模板8的底面,将模板8底面的灰尘吹除,从而进一步提高了模板8的清洁度。
49.所述弧形推板17的底部固接有弹性托板22,所述弹性托板22的底端与模板8的内壁底面滑动配合,所述弹性托板22的顶面与弧形推板17的底面之间固接有多个弹性杆23;工作时,弧形推板17向下移动,使得滚轮18接触到模板8的内壁底面时,使得弧形推板17弯曲滑动,使得弹性托板22随着弧形推板17弯曲,使得弹性托板22的底端向下接触到模板8的内壁底面,将长绒毛19露出,使得长绒毛19接触到模板8的内壁底面,当弧形推板17上移时,弧形推板17复位,使得弹性托板22复位,将长绒毛19收纳到弧形推板17和弹性托板22之间,长绒毛19震动掉落的灰尘颗粒落到弹性托板22的顶面,降低了灰尘颗粒重新落入模板8内部的概率。
50.如图5所示,所述弹性托板22的顶面固接有多个四爪弹杆24,所述四爪弹杆24的中部固接有弹性片25,所述弹性片25的底部固接有拉绳26,所述拉绳26的底端固接有撞珠27,所述撞珠27的外壁与四爪弹杆24的内壁滑动配合;工作时,长绒毛19收入弹性托板22顶面后,长绒毛19滑过四爪弹杆24的顶部,将长绒毛19表面的灰尘颗粒挂落,同时,弧形推板17与弹性托板22复位产生的震动,使得弹性片25震动,撞珠27进行晃动,撞珠27撞击四爪弹杆24的内壁,使得四爪弹杆24震动,从而进一步提高了对灰尘颗粒的刮落效率。
51.实施例二
52.如图6所示,对比实施例一,其中本发明的另一种实施方式为:所述弹性托板22的顶端开设有多个通风孔28,所述通风孔28的底部固接有弧形板29;工作时,弧形推板17向下移动,使得滚轮18接触到模板8的内壁底面时,使得弧形推板17弯曲滑动,使得弧形板29向上弯曲将通风孔28堵塞,降低了气流经过通风孔28进入弹性托板22顶部的概率;当弧形推板17脱离模板8后,弧形推板17和弹性托板22复位,使得弧形板29复位,将通风孔28露出,同时弧形板29转动到气孔21的底部,将气孔21内的气流导入通风孔28内,将长绒毛19和弹性托板22顶面的灰尘吹除,从而提高了长绒毛19的清洁程度。
53.工作时:电机驱动移动梁3沿着支架2移动,带动u形架5移动到模板8的顶部,液压缸4推动u形架5下降,使得喷涂辊6接触到模板8的底面;弧形推板17向下移动,使得滚轮18接触到模板8的内壁底面时,使得弧形推板17弯曲滑动,使得弹性托板22随着弧形推板17弯曲,使得弹性托板22的底端向下接触到模板8的内壁底面,将长绒毛19露出,使得长绒毛19接触到模板8的内壁底面,同时,气泵将高压空气经过气管20送入气孔21内,气流从气孔21内喷出,气流吹向模板8的底面,将模板8底面的灰尘吹除;
54.移动梁3移动,带动喷涂辊6贴合模板8的底面转动,喷涂辊6接触到模板8的底面时,使得弹性棉布7向喷涂辊6靠近,推动滑杆10滑入喷涂辊6内部,使得弹簧12压缩,调动密封垫13脱离通孔9,使得脱模剂流入底部的通孔9内,其他方向的弹簧12推动滑杆10向弹性棉布7靠近,带动密封垫13堵塞通孔9,使得脱模剂只能从底部的通孔9流出,脱模剂流入底部的通孔9内,吸水海绵14吸收脱模剂,脱模剂沿着弹性棉绳15流到弹性棉布7的内表面,将弹性棉布7进行湿润,弹性棉布7将脱模剂均匀地涂抹在模板8的底面与侧面,长布条16滑入
模板8的底部凹槽内,将模板8的底部凹槽进行涂抹脱模剂;
55.移动梁3移动,带动弧形推板17移动,使得滚轮18沿着模板8的内壁底面滑动,带动两侧的长绒毛19贴合模板8的内壁底面滑动,将u形架5移动方向的模板8的内壁底面进行清扫,提高了模板8的清洁度;另一侧的长绒毛19滑过涂抹过脱模剂的区域,将多余的脱模剂吸收;
56.当模板8的脱模剂涂抹模完成后,液压缸4带动u形架5上升,使得喷涂辊6脱离模板8,弹簧12复位,推动滑杆10向弹性棉布7靠近,带动密封垫13堵塞通孔9;弧形推板17上移时,弧形推板17复位,使得弹性托板22复位,将长绒毛19收纳到弧形推板17和弹性托板22之间,长绒毛19震动掉落的灰尘颗粒落到弹性托板22的顶面,降低了灰尘颗粒重新落入模板8内部的概率;从而提高了脱模剂的涂抹均匀性,降低了脱模剂的聚集过多的概率,继而降低了工作人员的工作量,提高了轨道板的生产效率。
57.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
58.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
59.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1