一种蒸压加气混凝土砌块的环保生产加工方法与流程
1.本发明涉及混凝土砌块加工技术领域,具体为一种蒸压加气混凝土砌块的环保生产加工方法。
背景技术:
2.蒸压加气混凝土近年来在我国建材市场发展迅速,用它来代替粘土实心砖是中国建材行业的发展趋势。蒸压加气混凝土砌块属新型墙体材料的一种,是在钙质材料和硅质材料的配料中加入铝粉作加气剂,经加水搅拌、浇注成型、发气膨胀、预养切割,再经高压蒸汽养护而成的多孔硅酸盐砌块。它具有轻质、高强、保温、隔热、吸声、防火、可锯、可刨加工等特点。主要用于框架结构、现浇混凝土结构建筑的外墙填充、内墙隔断,也可用于抗震圈梁构造多层建筑的外墙或保温隔热复合墙体,有时也用于建筑物屋面的保温和隔热。和粘土制品及其他新墙材相比,蒸压加气混凝土砌块的主要优势在于:块大,施工简便,密度小,减轻重量,减轻基础负担,导热系数小,是良好的自保温材料。大力发展蒸压加气混凝土砌块,可节约大量土地、能源,又能变废为宝,净化环境,节能减排,有良好的经济和社会效益。
3.现有的蒸压加气混凝土砌块加工过程中会产生较多的废水和热量无法得到有效的利用,使得生产成本增加,而且现有的蒸压加气混凝土砌块强度不足,不能满足人们的使用需求。
技术实现要素:
4.本发明的目的在于提供一种蒸压加气混凝土砌块的环保生产加工方法,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:一种蒸压加气混凝土砌块的环保生产加工方法,包括以下步骤:
6.步骤一:配料,按重量百分比称取85-87%的石英砂尾料、8-12%的粉煤灰和3-5%的脱硫石膏,将称取的原料搅拌混合均匀得到混合料a,将混合料a加入到球磨机中,并向球磨机中加入水后球磨筛选,得到筛选后的混合料b;
7.步骤二:存储搅拌,将步骤一中的混合料b存储3-5h充分反应后泵入搅拌机中,并向搅拌机中加入水泥、石灰、铝粉、改性秸秆纤维、河道淤砂和减水剂,在50-55℃下进行搅拌,搅拌转速为900-1100r/min,搅拌时间2-4min,搅拌完成后得到混合料c;
8.步骤三:高频振动,将步骤二中得到的混合料c送入输送车上,利用输送车上的振动、转动对混合料c进行高频振动,将混合料c中内的部分气体振出,减少不良气孔;
9.步骤四:静养切割,将步骤三中高频振动后的混合料送入静养室,在静养室内部静养3-4h使混合料发生水化反应,使料充分硬化,静养完成后利用切割机按照规格将硬化后的混合料切割成多组预制混凝土砌块;
10.步骤五:编组进釜,将步骤四中切好的预制混凝土砌块放入蒸压釜中,在蒸压釜中蒸压9-11h,蒸压釜中排出的蒸汽经冷却塔冷却后送入到步骤一中使用;
11.步骤六:成品,蒸压完成后,将混凝土砌块出釜得到蒸压加气混凝土砌块成品。
12.在一个优选的实施方式中,所述步骤一中石英砂尾料的含泥量25-30%,所述步骤一中混合料b中包括55-65%的混合料a和35-45%的水,加入水的温度为45-50℃。
13.在一个优选的实施方式中,所述步骤一中球磨机的球磨转速为25-30r/min,球磨时间为30-40min,球磨完成后利用200-250目筛进行筛选。
14.在一个优选的实施方式中,所述步骤二中混合料c包括55-58%的混合料b、10-12%的水泥、12-16%的水泥、0.4-0.7%的铝粉、5-8%的改性秸秆纤维、8-12%的河道淤砂和0.5-0.8%的减水剂。
15.在一个优选的实施方式中,所述步骤二中改性秸秆纤维的制备方法为:称取秸秆纤维进行粉碎筛选,向筛选后的秸秆纤维中加入5-7%的氢氧化钠溶液浸泡4-5h,浸泡完成后加热至55-65℃,在超声波作用下振荡40-46min,然后过滤、水洗至中性,向水洗后的秸秆纤维中加入壳聚糖溶液搅拌均匀,然后在40-45℃下烘干得到改性秸秆纤维。
16.在一个优选的实施方式中,秸秆纤维粉碎后利用80-100目筛进行筛选,超声波振荡时的频率为40-50khz,壳聚糖溶液的浓度为3
×
105g/mol。
17.在一个优选的实施方式中,所述步骤二中河道淤砂使用前进行预处理,预处理方法为:将挖出的河道淤砂经过筛洗除土,然后进行研磨粉碎,筛选出粒径小于6mm的颗粒,预处理后河道淤砂的石粉含量低于5%,细度模数为2.8-3.0。
18.在一个优选的实施方式中,所述步骤三中输送车上的高频振动的振幅为每秒22-24,所述步骤四中静养室内部的温度为40-50℃。
19.在一个优选的实施方式中,所述步骤五中蒸压釜蒸压时的温度为180-220℃,蒸压压力为1.2-1.4mpa,且蒸压釜设置有多个,依次排列,前一个蒸压釜排出的热量输送到后一个蒸压釜中,最后一个蒸压釜中的热量输送到静养室内使用。
20.在一个优选的实施方式中,所述步骤六中蒸压完成后破碎的混凝土砌块回收当做下组蒸压加气混凝土砌块的原料。
21.与现有技术相比,本发明所达到的有益效果是:
22.1、本发明采用石英砂尾料、粉煤灰、脱硫石膏、水泥、石灰、铝粉、改性秸秆纤维和河道淤砂组成,将粉煤灰、石英砂尾料、秸秆纤维和河道淤砂重复利用,秸秆纤维通过碱液浸泡后利用壳聚糖溶液进行改性,能够使得壳聚糖附着在秸秆纤维表面,使得秸秆纤维形成网状结构,由于蒸压加气混凝土砌块内部含有较多的孔隙,网状结构能够穿插在孔隙结构内,使得蒸压加气混凝土砌块具有较好的力学性能,河道淤砂中含有的细粉可以填充到蒸压加气混凝土砌块中的孔隙,能够优化蒸压加气混凝土砌块的孔结构,起到微集料效果,能够有效提高蒸压加气混凝土砌块的强度;
23.2、本发明采用配料、储存搅拌、高频振动、静养切割、编组进釜等步骤对蒸压加气混凝土砌块进行加工,通过高频振动能够将混合料中的部分气体振出,减少不良气孔,静养时能够使得材料充分硬化,通过编组进釜,将蒸压釜设置多个,第一个蒸压釜排出的热量输送到第二个蒸压釜中,能够减少第二个蒸压釜温度所需的加热量,然后依次利用上一个蒸压釜的热量对下一个蒸压釜进行加热,最后一个蒸压釜排出的热量送入到静养室中,不需要对静养室额外添加加热设备,而每个蒸压釜中产生的蒸汽经过冷却塔冷却到45-50℃时输送到原料添加到球磨机中使用,本技术能够对蒸压釜中产生的蒸汽和热量进行重复利
用,不会产生废渣、废料和废水,实现节能环保的目的。
具体实施方式
24.以下由特定的具体实施例说明本发明的实施方式,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1:
26.本发明提供一种蒸压加气混凝土砌块的环保生产加工方法,包括以下步骤:
27.步骤一:配料,按重量百分比称取86%的石英砂尾料、10%的粉煤灰和4%的脱硫石膏,将称取的原料搅拌混合均匀得到混合料a,将混合料a加入到球磨机中,并向球磨机中加入水后球磨筛选,得到筛选后的混合料b;
28.步骤二:存储搅拌,将步骤一中的混合料b存储4h充分反应后泵入搅拌机中,并向搅拌机中加入水泥、石灰、铝粉、改性秸秆纤维、河道淤砂和减水剂,在53℃下进行搅拌,搅拌转速为1000r/min,搅拌时间3min,搅拌完成后得到混合料c;
29.步骤三:高频振动,将步骤二中得到的混合料c送入输送车上,利用输送车上的振动、转动对混合料c进行高频振动,将混合料c中内的部分气体振出,减少不良气孔;
30.步骤四:静养切割,将步骤三中高频振动后的混合料送入静养室,在静养室内部静养3.5h使混合料发生水化反应,使料充分硬化,静养完成后利用切割机按照规格将硬化后的混合料切割成多组预制混凝土砌块;
31.步骤五:编组进釜,将步骤四中切好的预制混凝土砌块放入蒸压釜中,在蒸压釜中蒸压10h,蒸压釜中排出的蒸汽经冷却塔冷却后送入到步骤一中使用;
32.步骤六:成品,蒸压完成后,将混凝土砌块出釜得到蒸压加气混凝土砌块成品。
33.在一个优选的实施方式中,所述步骤一中石英砂尾料的含泥量27%,所述步骤一中混合料b中包括60%的混合料a和40%的水,加入水的温度为48℃。
34.在一个优选的实施方式中,所述步骤一中球磨机的球磨转速为27r/min,球磨时间为35min,球磨完成后利用230目筛进行筛选。
35.在一个优选的实施方式中,所述步骤二中混合料c包括56%的混合料b、10%的水泥、13%的水泥、0.4%的铝粉、8%的改性秸秆纤维、12%的河道淤砂和0.6%的减水剂。
36.在一个优选的实施方式中,所述步骤二中改性秸秆纤维的制备方法为:称取玉米秸秆纤维进行粉碎筛选,向筛选后的秸秆纤维中加入6%的氢氧化钠溶液浸泡4.5h,浸泡完成后加热至60℃,在超声波作用下振荡45min,然后过滤、水洗至中性,向水洗后的秸秆纤维中加入壳聚糖溶液搅拌均匀,然后在43℃下烘干得到改性秸秆纤维。
37.在一个优选的实施方式中,秸秆纤维粉碎后利用100目筛进行筛选,超声波振荡时的频率为45khz,壳聚糖溶液的浓度为3
×
105g/mol。
38.在一个优选的实施方式中,所述步骤二中河道淤砂使用前进行预处理,预处理方法为:将挖出的河道淤砂经过筛洗除土,然后进行研磨粉碎,筛选出粒径小于6mm的颗粒,预处理后河道淤砂的石粉含量低于5%,细度模数为2.9。
39.在一个优选的实施方式中,所述步骤三中输送车上的高频振动的振幅为每秒23,
所述步骤四中静养室内部的温度为45℃。
40.在一个优选的实施方式中,所述步骤五中蒸压釜蒸压时的温度为200℃,蒸压压力为1.3mpa,且蒸压釜设置有多个,依次排列,前一个蒸压釜排出的热量输送到后一个蒸压釜中,最后一个蒸压釜中的热量输送到静养室内使用。
41.在一个优选的实施方式中,所述步骤六中蒸压完成后破碎的混凝土砌块回收当做下组蒸压加气混凝土砌块的原料。
42.实施例2:
43.与实施例1不同的是,一种蒸压加气混凝土砌块的环保生产加工方法,所述步骤二中混合料c包括58%的混合料b、12%的水泥、16%的水泥、0.5%的铝粉、5%的改性秸秆纤维、8%的河道淤砂和0.5%的减水剂。
44.实施例3:
45.与实施例1不同的是,一种蒸压加气混凝土砌块的环保生产加工方法,所述步骤二中混合料c包括57%的混合料b、11%的水泥、14%的水泥、0.5%的铝粉、7%的改性秸秆纤维、10%的河道淤砂和0.5%的减水剂。
46.实施例4:
47.本发明提供一种蒸压加气混凝土砌块的环保生产加工方法,包括以下步骤:
48.步骤一:配料,按重量百分比称取86%的石英砂尾料、10%的粉煤灰和4%的脱硫石膏,将称取的原料搅拌混合均匀得到混合料a,将混合料a加入到球磨机中,并向球磨机中加入水后球磨筛选,得到筛选后的混合料b;
49.步骤二:存储搅拌,将步骤一中的混合料b存储4h充分反应后泵入搅拌机中,并向搅拌机中加入水泥、石灰、铝粉、玉米秸秆纤维、河道淤砂和减水剂,在53℃下进行搅拌,搅拌转速为1000r/min,搅拌时间3min,搅拌完成后得到混合料c;
50.步骤三:高频振动,将步骤二中得到的混合料c送入输送车上,利用输送车上的振动、转动对混合料c进行高频振动,将混合料c中内的部分气体振出,减少不良气孔;
51.步骤四:静养切割,将步骤三中高频振动后的混合料送入静养室,在静养室内部静养3.5h使混合料发生水化反应,使料充分硬化,静养完成后利用切割机按照规格将硬化后的混合料切割成多组预制混凝土砌块;
52.步骤五:编组进釜,将步骤四中切好的预制混凝土砌块放入蒸压釜中,在蒸压釜中蒸压10h,蒸压釜中排出的蒸汽经冷却塔冷却后送入到步骤一中使用;
53.步骤六:成品,蒸压完成后,将混凝土砌块出釜得到蒸压加气混凝土砌块成品。
54.在一个优选的实施方式中,所述步骤一中石英砂尾料的含泥量27%,所述步骤一中混合料b中包括60%的混合料a和40%的水,加入水的温度为48℃。
55.在一个优选的实施方式中,所述步骤一中球磨机的球磨转速为27r/min,球磨时间为35min,球磨完成后利用230目筛进行筛选。
56.在一个优选的实施方式中,所述步骤二中混合料c包括56%的混合料b、10%的水泥、13%的水泥、0.4%的铝粉、8%的秸秆纤维、12%的河道淤砂和0.6%的减水剂。
57.在一个优选的实施方式中,所述步骤二中河道淤砂使用前进行预处理,预处理方法为:将挖出的河道淤砂经过筛洗除土,然后进行研磨粉碎,筛选出粒径小于6mm的颗粒,预处理后河道淤砂的石粉含量低于5%,细度模数为2.9。
58.在一个优选的实施方式中,所述步骤三中输送车上的高频振动的振幅为每秒23,所述步骤四中静养室内部的温度为45℃。
59.在一个优选的实施方式中,所述步骤五中蒸压釜蒸压时的温度为200℃,蒸压压力为1.3mpa,且蒸压釜设置有多个,依次排列,前一个蒸压釜排出的热量输送到后一个蒸压釜中,最后一个蒸压釜中的热量输送到静养室内使用。
60.在一个优选的实施方式中,所述步骤六中蒸压完成后破碎的混凝土砌块回收当做下组蒸压加气混凝土砌块的原料。
61.实施例5:
62.本发明提供一种蒸压加气混凝土砌块的环保生产加工方法,包括以下步骤:
63.步骤一:配料,按重量百分比称取86%的石英砂尾料、10%的粉煤灰和4%的脱硫石膏,将称取的原料搅拌混合均匀得到混合料a,将混合料a加入到球磨机中,并向球磨机中加入水后球磨筛选,得到筛选后的混合料b;
64.步骤二:存储搅拌,将步骤一中的混合料b存储4h充分反应后泵入搅拌机中,并向搅拌机中加入水泥、石灰、铝粉、改性秸秆纤维和减水剂,在53℃下进行搅拌,搅拌转速为1000r/min,搅拌时间3min,搅拌完成后得到混合料c;
65.步骤三:高频振动,将步骤二中得到的混合料c送入输送车上,利用输送车上的振动、转动对混合料c进行高频振动,将混合料c中内的部分气体振出,减少不良气孔;
66.步骤四:静养切割,将步骤三中高频振动后的混合料送入静养室,在静养室内部静养3.5h使混合料发生水化反应,使料充分硬化,静养完成后利用切割机按照规格将硬化后的混合料切割成多组预制混凝土砌块;
67.步骤五:编组进釜,将步骤四中切好的预制混凝土砌块放入蒸压釜中,在蒸压釜中蒸压10h,蒸压釜中排出的蒸汽经冷却塔冷却后送入到步骤一中使用;
68.步骤六:成品,蒸压完成后,将混凝土砌块出釜得到蒸压加气混凝土砌块成品。
69.在一个优选的实施方式中,所述步骤一中石英砂尾料的含泥量27%,所述步骤一中混合料b中包括60%的混合料a和40%的水,加入水的温度为48℃。
70.在一个优选的实施方式中,所述步骤一中球磨机的球磨转速为27r/min,球磨时间为35min,球磨完成后利用230目筛进行筛选。
71.在一个优选的实施方式中,所述步骤二中混合料c包括61%的混合料b、13%的水泥、13%的水泥、0.4%的铝粉、9%的改性秸秆纤维和0.6%的减水剂。
72.在一个优选的实施方式中,所述步骤二中改性秸秆纤维的制备方法为:称取玉米秸秆纤维进行粉碎筛选,向筛选后的秸秆纤维中加入6%的氢氧化钠溶液浸泡4.5h,浸泡完成后加热至60℃,在超声波作用下振荡45min,然后过滤、水洗至中性,向水洗后的秸秆纤维中加入壳聚糖溶液搅拌均匀,然后在43℃下烘干得到改性秸秆纤维。
73.在一个优选的实施方式中,秸秆纤维粉碎后利用100目筛进行筛选,超声波振荡时的频率为45khz,壳聚糖溶液的浓度为3
×
105g/mol。
74.在一个优选的实施方式中,所述步骤三中输送车上的高频振动的振幅为每秒23,所述步骤四中静养室内部的温度为45℃。
75.在一个优选的实施方式中,所述步骤五中蒸压釜蒸压时的温度为200℃,蒸压压力为1.3mpa,且蒸压釜设置有多个,依次排列,前一个蒸压釜排出的热量输送到后一个蒸压釜
中,最后一个蒸压釜中的热量输送到静养室内使用。
76.在一个优选的实施方式中,所述步骤六中蒸压完成后破碎的混凝土砌块回收当做下组蒸压加气混凝土砌块的原料。
77.对比例:
78.本发明提供一种蒸压加气混凝土砌块的环保生产加工方法,包括以下步骤:
79.步骤一:配料,按重量百分比称取86%的石英砂尾料、10%的粉煤灰和4%的脱硫石膏,将称取的原料搅拌混合均匀得到混合料a,将混合料a加入到球磨机中,并向球磨机中加入水后球磨筛选,得到筛选后的混合料b;
80.步骤二:存储搅拌,将步骤一中的混合料b存储4h充分反应后泵入搅拌机中,并向搅拌机中加入水泥、石灰、铝粉和减水剂,在53℃下进行搅拌,搅拌转速为1000r/min,搅拌时间3min,搅拌完成后得到混合料c;
81.步骤三:高频振动,将步骤二中得到的混合料c送入输送车上,利用输送车上的振动、转动对混合料c进行高频振动,将混合料c中内的部分气体振出,减少不良气孔;
82.步骤四:静养切割,将步骤三中高频振动后的混合料送入静养室,在静养室内部静养3.5h使混合料发生水化反应,使料充分硬化,静养完成后利用切割机按照规格将硬化后的混合料切割成多组预制混凝土砌块;
83.步骤五:编组进釜,将步骤四中切好的预制混凝土砌块放入蒸压釜中,在蒸压釜中蒸压10h,蒸压釜中排出的蒸汽经冷却塔冷却后送入到步骤一中使用;
84.步骤六:成品,蒸压完成后,将混凝土砌块出釜得到蒸压加气混凝土砌块成品。
85.在一个优选的实施方式中,所述步骤一中石英砂尾料的含泥量27%,所述步骤一中混合料b中包括60%的混合料a和40%的水,加入水的温度为48℃。
86.在一个优选的实施方式中,所述步骤一中球磨机的球磨转速为27r/min,球磨时间为35min,球磨完成后利用230目筛进行筛选。
87.在一个优选的实施方式中,所述步骤二中混合料c包括67%的混合料b、16%的水泥、16%的水泥、0.4%的铝粉和0.6%的减水剂。
88.在一个优选的实施方式中,所述步骤三中输送车上的高频振动的振幅为每秒23,所述步骤四中静养室内部的温度为45℃。
89.在一个优选的实施方式中,所述步骤五中蒸压釜蒸压时的温度为200℃,蒸压压力为1.3mpa,且蒸压釜设置有多个,依次排列,前一个蒸压釜排出的热量输送到后一个蒸压釜中,最后一个蒸压釜中的热量输送到静养室内使用。
90.在一个优选的实施方式中,所述步骤六中蒸压完成后破碎的混凝土砌块回收当做下组蒸压加气混凝土砌块的原料。
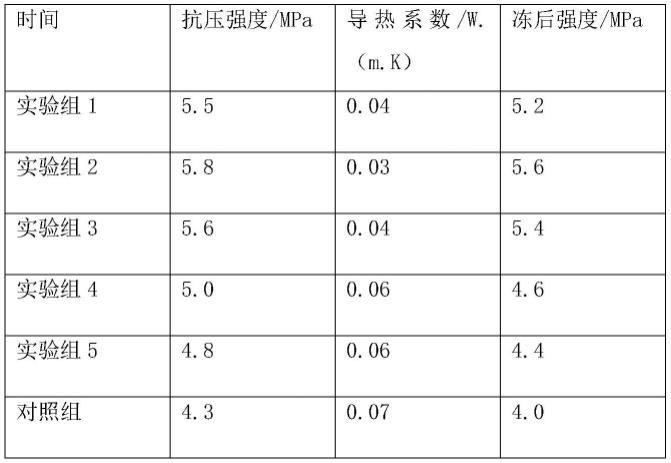
91.分别用上述实施例1、实施例2、实施例3、实施例4和实施例5生产的蒸压加气混凝土砌块作为实验组1、实验组2、实验组3、实验组4和实验组5,并选取对比例生产的蒸压加气混凝土砌块作为对照组,针对选取的蒸压加气混凝土砌块进行抗压强度、导热系数和抗冻性测试,抗压强度测试采用gb/t11969-200《蒸压加气混凝土性能试验方法》,利用试验机垂直下压蒸压加气混凝土砌块测试,导热系数采用标定热箱法测得,抗冻性依据gb/t11969-2008《蒸压加气混凝土力学性能试验方法》进行,将试件进行冻融循环50次处理后测试冻后强度,测试结果如表一:
92.表一
[0093][0094]
由表一分析,采用本发明生产工艺制得的蒸压加气混凝土砌块抗压强度进而冻后强度好,而实施例4添加普通的秸秆纤维,抗压强度进而冻后强度降低,实施例5未添加河道淤砂,抗压强度进而冻后强度降低,本发明采用石英砂尾料、粉煤灰、脱硫石膏、水泥、石灰、铝粉、改性秸秆纤维和河道淤砂组成,将粉煤灰、石英砂尾料、秸秆纤维和河道淤砂重复利用,秸秆纤维通过碱液浸泡后利用壳聚糖溶液进行改性,能够使得壳聚糖附着在秸秆纤维表面,使得秸秆纤维形成网状结构,由于蒸压加气混凝土砌块内部含有较多的孔隙,网状结构能够穿插在孔隙结构内,使得蒸压加气混凝土砌块具有较好的力学性能,河道淤砂中含有的细粉可以填充到蒸压加气混凝土砌块中的孔隙,能够优化蒸压加气混凝土砌块的孔结构,起到微集料效果,能够有效提高蒸压加气混凝土砌块的强度。
[0095]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0096]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1