一种陶瓷施釉系统和控制方法与流程
1.本发明涉及陶瓷施釉领域,特别涉及一种陶瓷施釉系统和基于该陶瓷施釉系统的控制方法。
背景技术:
2.施釉是釉面瓷砖生产中必不可缺的工序,目前国内施釉方法的主要分三大类:淋釉、高压喷釉、数码喷釉。
3.淋釉从工艺上可以分为钟罩式淋釉和直线型淋釉两种。钟罩式淋釉,由于钟罩弧形的设定,其釉幕厚度始终存在细微的差别,具体表现为两边厚、中间薄,使得砖坯表面的釉层出现微小的厚薄不一的情况。直线型淋釉,由于容易出现淋釉头阻塞、变形,或釉料过量而改变了釉流出的均匀度,因而釉面易产生有规律和无规律的沟纹缺陷。淋釉设备操作简单,但对釉幕厚度、釉浆的比重以及粘度要求较高,否则容易出现缩釉、水波纹等缺陷,所以,需要工人时刻在场监测,以保证生产的稳定性。
4.高压喷釉是利用压缩空气喷出时的高速气流将釉料雾化。喷釉工艺采用的装置是喷枪,它通过喷枪喷釉用来施很薄的釉层,并可产生色彩明暗的艺术效果。但是,由于釉料雾化、坯体与喷枪的距离、喷釉压力、釉浆比重等原因造成了喷在坯体上的釉层含水量减少,釉层与坯体的附着力较差,釉面不平整。
5.数码喷釉是使用大墨量喷头进行按需喷印,其优点就是喷釉均匀,釉层薄。但其需要专用的釉科,而釉科的颗粒需小于1um,其成本相对较高。
技术实现要素:
6.本发明所要解决的技术问题在于,提供一种陶瓷施釉系统,喷釉均匀,按需喷釉,可采用大颗粒釉料,成本低。
7.本发明所要解决的技术问题还在于,提供一种基于该陶瓷施釉系统的控制方法,使釉料在非喷釉状态下不会沿喷釉孔往外流出,而在喷釉状态下可定向、定量喷射。
8.为了解决上述技术问题,本发明提供了一种陶瓷施釉系统,包括施釉机构、减压机构和增压机构,所述施釉机构包括喷头和第一储釉容器,所述喷头包括喷头本体和隔板,所述喷头本体内设有釉料腔,所述釉料腔的宽度自上而下逐渐减小;所述隔板设于釉料腔内,并将釉料腔分隔成进釉腔和出釉腔;所述第一储釉容器分别与进釉腔、出釉腔、减压机构和增压机构连通;所述隔板和釉料腔的底部之间形成过釉通道,所述进釉腔和出釉腔通过过釉通道连通;所述喷头本体底部设有若干个喷釉孔,所述喷釉孔与隔板底部相对应设置,所述过釉通道通过喷釉孔与外界连通;所述喷釉孔设有至少两行,每行的所述喷釉孔为间隔设置,不同行的所述喷釉孔为错位设置,两个相邻所述喷釉孔之间的距离相等;
当减压机构和增压机构调节第一储釉容器内的压强为第一预设压强时,所述第一储釉容器内釉料依次流经进釉腔、过釉通道、出釉腔和第一储釉容器,以形成外循环回路,实现喷头不喷釉;当减压机构和增压机构调节第一储釉容器内的压强为第二预设压强时,所述外循环回路内的釉料沿喷釉孔向外喷射,实现喷头喷釉。
9.作为上述方案的改进,所述减压机构用于减小第一储釉容器内的压强,所述增压机构用于增大第一储釉容器内的压强,以调节第一储釉容器内的压强为第一预设压强或第二预设压强。
10.作为上述方案的改进,还包括连通第一储釉容器和出釉腔的第一输送机构,所述第一输送机构用于将出釉腔内的釉料输送到第一储釉容器内,并调节出釉腔内的压强为第三预设压强;其中,所述第一预设压强和第二预设压强均大于第三预设压强,所述第一预设压强和第三预设压强的差值为第一预设差值,所述第二预设压强和第三预设压强的差值为第二预设差值,所述第一预设差值小于第二预设差值;所述系统处于第一预设差值状态时,喷头不喷釉;所述系统处于第二预设差值状态时,喷头喷釉。
11.作为上述方案的改进,所述第一储釉容器内设有第一压力传感器;所述出釉腔内设有第二压力传感器;还包括第二输送机构,所述第二输送机构分别与第一储釉容器和进釉腔连通。
12.作为上述方案的改进,还包括回收装置,所述回收装置包括回釉机构、回收容器、第三输送机构和第四输送机构,所述回釉机构包括第二储釉容器;所述回收容器设于喷釉孔的下方,所述回收容器、第三输送机构、第二储釉容器、第四输送机构和第一储釉容器依次连通。
13.作为上述方案的改进,两个相邻所述喷釉孔之间的距离为1-3mm;所述喷釉孔的直径自内向外逐渐减小;所述喷釉孔的直径为0.1-15mm;所述喷釉孔的高度为0.2-10mm。
14.作为上述方案的改进,所述过釉通道的宽度为0.1-50mm;所述过釉通道靠近进釉腔的一端和喷釉孔之间的距离大于1mm。
15.相应地,本发明还提供了一种基于上述的陶瓷施釉系统的控制方法,所述控制方法包括:实时获取所述第一储釉容器内的压力信息;实时获取模式控制信息,所述模式控制信息包括循环信息或喷射信息;当获取到的所述模式控制信息为所述循环信息时,根据所述压力信息驱动所述增压机构和减压机构调节所述第一储釉容器至第一预设压强状态,以使所述第一储釉容器内的釉料依次流经所述进釉腔、过釉通道和出釉腔,再返回所述第一储釉容器,以形成外循环回路;当获取到的所述模式控制信息为所述喷射信息时,根据所述压力信息驱动所述增压机构和减压机构调节所述第一储釉容器至第二预设压强状态,以使所述外循环回路内的釉料沿喷釉孔向外喷射。
16.作为上述方案的改进,所述陶瓷施釉系统还包括连通第一储釉容器和出釉腔的第一输送机构,所述控制方法还包括:当获取到的所述模式控制信息为所述循环信息时,根据所述压力信息驱动所述增压机构和减压机构调节所述第一储釉容器至第一预设压强状态,并驱动第一输送机构以使所述第一储釉容器内的釉料依次流经所述进釉腔、过釉通道和出釉腔,再返回所述第一储釉容器,以形成外循环回路;当获取到的所述模式控制信息为所述喷射信息时,根据所述压力信息驱动所述增压机构和减压机构调节所述第一储釉容器至第二预设压强状态,并驱动所述第一输送机构以使所述外循环回路内的釉料沿喷釉孔向外喷射。
17.作为上述方案的改进,根据所述压力信息驱动所述增压机构和减压机构调节所述第一储釉容器至第二预设压强状态的步骤包括:获取预设的结构参数及所述喷头的目标喷釉量,所述结构参数为所述进釉腔的当量直径与所述过釉通道的管径的比值;根据所述压力信息、所述结构参数及所述喷头的目标喷釉量,控制所述增压机构和减压机构的流量以调节所述第一储釉容器内的实时压力。
18.作为上述方案的改进,所述陶瓷施釉系统还包括分别与第一储釉容器和进釉腔连通的第二输送机构,所述控制方法还包括:驱动第二输送机构以使所述第一储釉容器内的釉料依次流经所述进釉腔和第二输送机构,再返回所述第一储釉容器,以形成内循环回路。
19.作为上述方案改进,所述陶瓷施釉系统还包括回收装置,所述回收装置包括回釉机构、回收容器、第三输送机构和第四输送机构,所述回釉机构包括第二储釉容器;所述回收容器设于喷釉孔的下方,所述回收容器、第三输送机构、第二储釉容器、第四输送机构和第一储釉容器依次连通;所述控制方法还包括:驱动第三输送机构将回收容器内的釉料抽取至所述第二储釉容器;实时获取所述第一储釉容器的釉量信息,并根据所述釉量信息驱动所述第四输送机构将所述第二储釉容器内的釉料抽取至所述第一储釉容器,以使所述第一储釉容器内的釉量正常。
20.实施本发明,具有如下有益效果:本发明的陶瓷施釉系统采用特定的喷头结构,使得喷釉均匀、喷釉效果好,而且不限制所采用的釉料颗粒大小,无需专用釉料,大颗粒釉料也适用,适用范围广,成本低。其中,喷头釉料腔的宽度自上而下逐渐减小,使得釉料从进釉腔的顶部流到底部的过程中压力逐渐增大,并迅速地进入过釉通道,在过釉通道中给釉料形成较大的压强,使釉料从喷釉孔向外高速喷射。再加上喷釉孔的特定设计,使得喷釉均匀,不会出现釉层薄厚不一的情况,也降低了对釉幕厚度、釉浆的比重以及粘度的要求,从而不会产生缩釉、水波纹和沟纹等缺陷,提高了成品率,降低了生产成本。也由于釉料没有雾化,保证了釉料与坯体的附着力,釉面平整,喷釉均匀,喷釉效果好。此外,本发明在减压机构和增压机构的共同配合下有效地保证系统的动态平衡,通过调节系统内压强来实现喷头不喷釉时有效地防止釉料渗漏,而喷头喷釉时可有效地根据需要控制喷釉时间和喷釉量,实现按需喷釉,节约釉料,成
本低。
21.同时,本发明通过减压机构和增压机构的共同配合,形成合理、动态的控制流程:当喷头不需要喷釉时,可形成“第一储釉容器—》进釉腔—》过釉通道—》出釉腔—》第一储釉容器”的外循环回路,并通过压力调节使得釉料在负压作用下,在喷头的喷釉孔内形成表面张力,既不会沿喷釉孔往外流出,也不会从喷釉孔外抽入空气。
22.当喷头需要喷釉时,可通过压力调节快速中断外循环回路,使釉料在正压力的作用下,通过喷头的喷釉孔定向、定量往外喷出,完成按需喷釉,能大幅减少釉料的损耗,节约更多的釉料。
附图说明
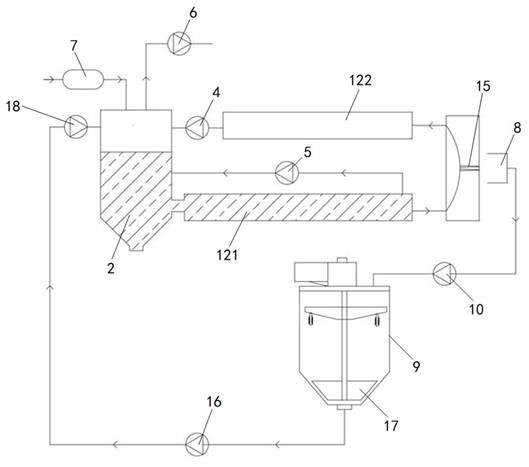
23.图1是本发明陶瓷施釉系统的结构示意图;图2是本发明施釉机构的结构示意图;图3是图2的俯视图;图4是图3沿a-a线喷头部分的剖视图;图5是图4的c处放大图;图6是图5中过釉通道的立体图;图7是图3沿b-b线的剖视图;图8是图2喷头底部的结构示意图;图9是本发明基于陶瓷施釉系统的控制方法的第一实施例流程图;图10是本发明基于陶瓷施釉系统的控制方法的第二实施例流程图;图11是本发明基于陶瓷施釉系统的控制方法的第三实施例流程图。
具体实施方式
24.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。仅此声明,本发明在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本发明的附图为基准,其并不是对本发明的具体限定。
25.参见图1-8所示,本发明公开了一种陶瓷施釉系统,用于对陶瓷制品如陶瓷砖坯进行施釉,包括施釉机构100、减压机构6和增压机构7,所述施釉机构100包括喷头1和第一储釉容器2,所述喷头1包括喷头本体11和隔板13,所述喷头本体11内设有釉料腔12,所述釉料腔12的宽度自上而下逐渐减小;所述隔板13设于釉料腔12内,并将釉料腔12分隔成进釉腔121和出釉腔122;所述第一储釉容器2分别与进釉腔121、出釉腔122、减压机构6和增压机构7连通;所述隔板13和釉料腔12的底部之间形成过釉通道14,所述进釉腔121和出釉腔122通过过釉通道14连通;所述喷头本体11底部设有若干个喷釉孔15,所述喷釉孔15与隔板13底部相对应设置,所述过釉通道14通过喷釉孔15与外界连通;所述喷釉孔15设有至少两行,每行的所述喷釉孔15为间隔设置,不同行的所述喷釉孔15为错位设置,两个相邻所述喷釉孔15之间的距离相等;当减压机构6和增压机构7调节第一储釉容器2内的压强为第一预设压强时,所述
第一储釉容器2内釉料依次流经进釉腔121、过釉通道14、出釉腔122和第一储釉容器2,以形成外循环回路,实现喷头1不喷釉;当减压机构6和增压机构7调节第一储釉容器2内的压强为第二预设压强时,所述外循环回路内的釉料沿喷釉孔15向外喷射,实现喷头1喷釉。
26.本发明的陶瓷施釉系统采用特定的喷头结构,使得喷釉均匀、喷釉效果好,而且不限制所采用的釉料颗粒大小,无需专用釉料,大颗粒釉料也适用,适用范围广,成本低。其中,喷头釉料腔的宽度自上而下逐渐减小,使得釉料从进釉腔的顶部流到底部的过程中压力逐渐增大,并迅速地进入过釉通道,在过釉通道中给釉料形成较大的压强,使釉料从喷釉孔向外高速喷射。再加上喷釉孔的特定设计,使得喷釉均匀,不会出现釉层薄厚不一的情况,也降低了对釉幕厚度、釉浆的比重以及粘度的要求,从而不会产生缩釉、水波纹和沟纹等缺陷,提高了成品率,降低了生产成本。也由于釉料没有雾化,保证了釉料与坯体的附着力,釉面平整,喷釉均匀,喷釉效果好。此外,本发明在减压机构和增压机构的共同配合下有效地保证系统的动态平衡,通过调节系统内压强来实现喷头不喷釉时有效地防止釉料渗漏,而喷头喷釉时可有效地根据需要控制喷釉时间和喷釉量,实现按需喷釉,节约釉料,成本低。
27.需要说明的是,所述釉料既可以是水性釉料,也可以是油性釉料。
28.具体的,所述隔板13竖向悬设于釉料腔12内,其底部不与釉料腔12的底部连接,从而形成了过釉通道14。优选地,所述进釉腔121和出釉腔122的体积相等。所述釉料腔12和隔板13均沿喷头本体11的轴向延伸设置,所述喷釉孔15沿喷头本体11轴向延伸排布设置。
29.优选地,所述釉料腔12的纵截面的形状为倒等腰梯形。
30.优选地,两个相邻所述喷釉孔15的轴心之间的距离相等。
31.优选地,两个相邻所述喷釉孔15之间的距离为1-3mm。更佳地,两个相邻所述喷釉孔15之间的距离为2mm。
32.如图5所示,所述喷釉孔15的直径自内向外逐渐减小,即所述喷釉孔15的直径自上而下逐渐减小,让喷釉孔呈锥形体,使釉料在喷釉的过程中压强为从大到小的转化过程,使釉料呈直线型喷射,喷射效果更好,釉层不同位置的厚薄均匀,喷釉均匀,避免产生有规律和无规律的沟纹等缺陷。
33.优选地,所述喷釉孔15的高度为0.2-10mm。所述喷釉孔的高度即为喷釉孔的深度。喷釉孔的高度限定可有效地防止喷釉孔堵塞。如果喷釉孔堵塞,也便于清理。
34.更佳地,所述喷釉孔15的高度为0.3-8mm。更佳地,所述喷釉孔15的高度为0.5-6mm。更佳地,所述喷釉孔15的高度为0.8-5mm。更佳地,所述喷釉孔15的高度为1-3mm。
35.优选地,所述喷釉孔15的直径为0.1-15mm。如果喷釉孔的直径小于0.1mm,釉料便会雾化,形成颗粒状,釉料水分减小,釉层与坯体的附着力较差,釉面不平整,喷釉效果差。如果喷釉孔的直径大于15mm,釉料流量充足,但所形成的釉层不均匀、平整度欠佳,同时喷釉量太多,釉层太厚,也不适合陶瓷砖的生产。更佳地,所述喷釉孔的上开口直径为0.2-15mm,下开口直径为0.1-10mm。
36.更佳地,所述喷釉孔15的直径为0.3-12mm。更佳地,所述喷釉孔15的直径为0.5-10mm。更佳地,所述喷釉孔15的直径为1-8mm。更佳地,所述喷釉孔15的直径为2-6mm。更佳地,所述喷釉孔15的直径为3-5mm。
37.由于向进釉腔内供釉、向出釉腔内抽釉,使进釉腔为正压腔、出釉腔为负压腔,釉料通过过釉通道从进釉腔流向出釉腔,过釉通道起到液路导向和增压的作用,在此对釉料形成一定的压力。此外,由于虹吸效应,当进釉腔和出釉腔之间的压强差值在一定范围值内时,釉料便不会从喷釉孔流出。只有当两者的压强差值超出了一定范围值时例如进釉腔内的压强增大,才会使过釉通道内的釉料从喷釉孔向外喷射,达到施釉的目的。
38.优选地,所述过釉通道14的宽度为0.1-50mm。如果过釉通道的宽度小于0.1mm,会由于流过过釉通道的釉料流量不足而无法使釉料覆盖砖坯面,或者是无法形成一定厚度的釉层,喷釉效果欠佳。如果过釉通道的宽度大于50mm,虹吸效应无法实现,釉料流量大,喷头不使用时釉料仍会从喷釉孔处渗漏出来。
39.更佳地,所述过釉通道14的宽度为0.3-40mm。更佳地,所述过釉通道14的宽度为0.5-30mm。更佳地,所述过釉通道14的宽度为1-20mm。更佳地,所述过釉通道14的宽度为2-15mm。更佳地,所述过釉通道14的宽度为3-10mm。
40.优选地,所述过釉通道14靠近进釉腔121的一端和喷釉孔15之间的距离大于1mm。只有大于1mm,釉料才能在过釉通道内有足够的行程进行整合,并在进釉腔的压力以及过釉通道所形成的压力下达到较佳的喷射状态,使得喷釉均匀、喷釉效果好。
41.优选地,所述进釉腔121通过供釉管3与第一储釉容器2连通,所述供釉管3的直径为10-50mm。供釉管的直径限定可保证及时供釉,即保证供釉量。更佳地,所述供釉管3的直径为20-40mm。更佳地,所述供釉管3的直径为25-35mm。
42.优选地,所述进釉腔121的体积为300-3000ml,可有效地调节喷釉量,可适应不同的生产需要,保证一定的喷釉量。
43.具体的,所述减压机构6用于减小第一储釉容器2内的压强,所述增压机构7用于增大第一储釉容器2内的压强,以调节第一储釉容器2内的压强为第一预设压强或第二预设压强。其中,所述减压机构6为负压真空泵,所述增压机构7为空气压缩泵。
44.本发明在减压机构和增压机构的相互配合下,可向第一储釉容器内抽取一定的气体或者输入一定的气体,以达到减小或增大压强,使第一储釉容器内的压强保持着一定的压强值,有效地保证系统的动态平衡。当第一储釉容器内的压强为第一预设压强时,所述第一储釉容器内釉料依次流经进釉腔、过釉通道、出釉腔和第一储釉容器,以形成外循环回路。其利用了虹吸效应,使第一储釉容器内的压强和出釉腔内的压强处于一定的差值,这时的釉料在进釉腔通过过釉通道流向出釉腔,而且不会从喷釉孔处流出,防止釉料渗漏,此时喷头处于不喷釉的状态。当第一储釉容器内的压强为第二预设压强时,便打破了系统的虹吸效应,处于外循环回路的釉料便从喷釉孔向外喷射,实现喷头喷釉。在此过程中,可通过控制系统来控制增压机构向第一储釉容器内输入一定的气体量,增大第一储釉容器内的压强,使第一储釉容器内的压强为第二预设压强。此外,喷釉量的多少还可以通过控制输入气体量的多少来进行调节,达到按需喷釉、按量喷釉的目的,减少釉料的损耗,节省釉料,成本低。
45.本发明在减压机构和增压机构的共同配合下有效地保证系统的动态平衡,通过调节系统内压强来实现喷头不喷釉时有效地防止釉料渗漏,而喷头喷釉时可有效地根据需要控制喷釉时间和喷釉量,实现按需喷釉,节约釉料,成本低。
46.进一步,如图1所示,本发明还包括连通第一储釉容器2和出釉腔122的第一输送机
构4,所述第一输送机构4用于将出釉腔122内的釉料输送到第一储釉容器2内,并调节出釉腔122内的压强为第三预设压强。所述第一输送机构4为输液泵。通过第一输送机构使出釉腔和第一储釉容器连通,并将出釉腔内的釉料输送到第一储釉容器内,以形成外循环回路,同时还达到了调节出釉腔内压强的目的。
47.其中,所述第一预设压强和第二预设压强均大于第三预设压强,所述第一预设压强和第三预设压强的差值为第一预设差值,所述第二预设压强和第三预设压强的差值为第二预设差值,所述第一预设差值小于第二预设差值。
48.所述系统处于第一预设差值状态时,所述喷头1不喷釉;所述系统处于第二预设差值状态时,所述喷头1喷釉。
49.因此,本发明在减压机构、增压机构和第一输送机构的共同配合下,使整个陶瓷施釉系统处于动态平衡,实现系统在不施釉和施釉两种状态之间的自由切换,达到按需喷釉、按量喷釉的目的,减少釉料的损耗,节省釉料,成本低。
50.优选地,所述第一储釉容器2内设有第一压力传感器(图中未示),可实时监测着第一储釉容器内的压强,保证第一储釉容器内的压强在喷头不喷釉时为第一预设压强、在喷头喷釉时为第二预设压强。所述出釉腔122内设有第二压力传感器(图中未示),所述第二压力传感器用于实时监测出釉腔内的压强,保证出釉腔内的压强为第三预设压强。
51.在第一压力传感器和第二压力传感器的共同配合下,可实时地同时监测第一储釉容器和出釉腔内的压强值,控制系统通过监测到的结果来实时控制减压机构、增压机构或第一输送机构的启闭,保证系统处于动态平衡,实现在不施釉和施釉两种状态之间的自由切换,达到按需喷釉的目的。
52.优选地,本发明还包括第二输送机构5,所述第二输送机构5分别与第一储釉容器2和进釉腔121连通。所述第二输送机构5为输液泵。通过第二输送机构使釉料不断地在第一储釉容器、进釉腔和第二输送机构之间循环流动,防止釉料在进釉腔内沉淀。
53.再进一步,如图1所示,本发明还包括回收装置,所述回收装置包括回釉机构、回收容器8、第三输送机构10和第四输送机构16,所述回釉机构包括第二储釉容器9。所述回收容器8设于喷釉孔15的下方,所述回收容器8、第三输送机构10、第二储釉容器9、第四输送机构16和第一储釉容器2依次连通。其中,所述第二储釉容器9用于储存釉料。所述回收容器8用于收集喷头喷釉时喷出的多余釉料。所述第三输送机构10为输液泵,所述第三输送机构10用于将回收容器8内的釉料输送到第二储釉容器9内储存。所述第四输送机构16为输送泵,所述第四输送机构16用于将第二储釉容器9内的釉料输送到第一储釉容器2内,以补充釉料。
54.优选地,所述回收装置还包括脱气机构18,所述第四输送机构16通过脱气机构18与第一储釉容器2连通。所述脱气机构18为脱气泵,所述脱气机构18用于去除进入第一储釉容器2内的釉料中的气泡,防止釉料在喷射时因为气泡的存在而产生漏空,从而导致喷射到陶瓷砖坯上的釉层出现空白线即拉线的现象,使得喷釉不均匀、喷釉效果欠佳。因此,脱气机构的设置,可进一步保证了喷釉均匀、喷釉效果好。
55.优选地,第一储釉容器2内设有釉料传感器(图中未示),所述釉料传感器用于实时监测第一储釉容器内的釉料量,如果釉料传感器监测到第一储釉容器内釉料过少例如少于系统限定量时,可通过控制系统控制第四输送机构启动,将第二储釉容器内的釉料输送到
第一储釉容器内。
56.本发明通过回收装置的设置可将喷釉时多余的釉料进行回收,并输送回第一储釉容器内,减小釉料的损耗,节约釉料,节约成本,生产成本低。
57.优选地,所述回釉机构还包括设于第二储釉容器9内的搅拌机构17。所述搅拌机构17为搅拌电机。所述搅拌机构用于对第二储釉容器中的釉料进行搅拌,防止釉料沉淀。所述搅拌机构采用现有技术结构,在此不详细介绍。
58.更佳地,所述第二储釉容器9内设有用于过滤釉料的振动筛网。
59.相应地,如图9所示,本发明还公开了一种基于上述的陶瓷施釉系统的控制方法,所述控制方法包括:s101,实时获取第一储釉容器内的压力信息。
60.本发明可通过第一压力传感器实时检测第一储釉容器内的压力信息,再由第一压力传感器将压力信息发送至计算机设备;计算机设备获取到压力信息后,可结合模式控制信息进行对应的操作。
61.s102,实时获取模式控制信息,模式控制信息包括循环信息或喷射信息。
62.需要说明的是,循环信息用于表示陶瓷施釉系统启动但不需要喷釉的状态;喷射信息用于表示陶瓷施釉系统启动且需要喷釉的状态。
63.模式控制信息可由用户根据实际需求通过控制按钮、语音命令、手势命令等方式直接输入至计算机设备,但具体的输入方式不定,灵活性强。
64.s103,当获取到的模式控制信息为循环信息时,根据压力信息驱动增压机构和减压机构调节第一储釉容器至第一预设压强状态,以使第一储釉容器内的釉料依次流经进釉腔、过釉通道和出釉腔,再返回第一储釉容器,以形成外循环回路。
65.需要说明的是,由于进釉腔与第一储釉容器连接并且形成高低落差,因此当第一储釉容器补充有足够的釉料后,釉料由于重力原因会自然流入到进釉腔内并充满腔体;当进釉腔内充满釉料后,釉料可顺着进釉腔流到喷头的过釉通道内;同时,在减压机构和增压机构的共同作用下使第一储釉容器保持在第一预设压强状态,从而使过釉通道形成负压,加速喷头内部的釉料流动,使釉料流过过釉通道并进入出釉腔;最后,釉料顺着出釉腔返回第一储釉容器,从而形成“第一储釉容器—》进釉腔—》过釉通道—》出釉腔—》第一储釉容器”的外循环回路。
66.其中,当获取到的模式控制信息为循环信息时,计算机设备会驱动减压机构和增压机构调节第一储釉容器内的压力,并通过外循环回路使出釉腔保持负压状态,实现虹吸效应,使得釉料在喷头的喷釉孔内形成表面张力,既不会沿喷釉孔往外流出,也不会从喷釉孔外抽入空气。
67.s104,当获取到的模式控制信息为喷射信息时,根据压力信息驱动增压机构和减压机构调节第一储釉容器至第二预设压强状态,以使外循环回路内的釉料沿喷釉孔向外喷射。
68.当获取到的模式控制信息为喷射信息,即釉料需要往外喷射时,计算机设备会驱动增压机构和减压机构调节所述第一储釉容器至第二预设压强状态,以增加进釉腔内的压力,打破虹吸效应,釉料受到正压力的作用力,会通过喷头的喷釉孔定向、定量往外喷出,完成喷釉。
69.如图10所示,本发明还公开了一种基于上述的陶瓷施釉系统的控制方法的第二实施例,所述陶瓷施釉系统还包括连通第一储釉容器和出釉腔的第一输送机构,第二实施例的s201-s202与第一实施例的s101-s102相同,不同之处在于:所述控制方法还包括:s203,当获取到的模式控制信息为循环信息时,根据压力信息驱动增压机构和减压机构调节第一储釉容器至第一预设压强状态,并驱动第一输送机构以使第一储釉容器内的釉料依次流经进釉腔、过釉通道和出釉腔,再返回第一储釉容器,以形成外循环回路。
70.第一输送机构用于将出釉腔122内的釉料输送到第一储釉容器2内的同时,还对出釉腔内抽真空,使出釉腔内压强为第三预设压强,使得进釉腔和出釉腔之间形成一定压力差。当所述第一预设压强和第三预设压强的差值为第一预设差值,釉料在第一储釉容器、喷头和第一输送机构之间形成“第一储釉容器—》进釉腔—》过釉通道—》出釉腔—》第一输送机构—》第一储釉容器”的外循环回路。其中,当获取到的模式控制信息为循环信息时,计算机设备会驱动减压机构和增压机构调节第一储釉容器内的压力,并通过外循环回路使出釉腔保持第三预设压强状态,从而使得釉料在喷头的喷釉孔内形成表面张力,既不会沿喷釉孔往外流出,也不会从喷釉孔外抽入空气。
71.s204,当获取到的模式控制信息为喷射信息时,根据压力信息驱动增压机构和减压机构调节所述第一储釉容器至第二预设压强状态,并驱动第一输送机构以使外循环回路内的釉料沿喷釉孔向外喷射。
72.当获取到的模式控制信息为喷射信息,即釉料需要往外喷射时,计算机设备会驱动增压机构和减压机构调节所述第一储釉容器至第二预设压强状态,以增加进釉腔内的压力,打破虹吸效应,使得系统的所述第二预设压强和第三预设压强的差值为第二预设差值,釉料受到正压力的作用力,会通过喷头的喷釉孔定向、定量往外喷出,完成喷釉。
73.其中,所述第一预设压强和第二预设压强均大于第三预设压强,所述第一预设压强和第三预设压强的差值为第一预设差值,所述第二预设压强和第三预设压强的差值为第二预设差值,所述第一预设差值小于第二预设差值。
74.所述系统处于第一预设差值状态时,所述喷头不喷釉;所述系统处于第二预设差值状态时,所述喷头喷釉。
75.具体地,根据所述压力信息驱动所述增压机构和减压机构调节所述第一储釉容器至第二预设压强状态的步骤包括:(1)获取预设的结构参数及所述喷头的目标喷釉量。
76.其中,所述结构参数为所述进釉腔的当量直径与所述过釉通道的管径的比值。
77.(2)根据所述压力信息、所述结构参数及所述喷头的目标喷釉量,控制所述增压机构和减压机构的流量以调节所述第一储釉容器内的实时压力。
78.相应地,当再次获取到的模式控制信息为循环信息时,计算机设备会驱动增压机构和减压机构以调节第一储釉容器内的压强为第一预设压强,即降低第一储釉容器内的压强,使系统恢复到第一预设差值,外循环回路继续循环,等待下一次按需喷釉。
79.所述减压机构用于减小第一储釉容器内的压强,所述增压机构用于增大第一储釉容器内的压强。其中,所述减压机构6为负压真空泵,所述增压机构7为空气压缩泵。所述减压机构和增压机构共同配合以调节第一储釉容器内的压强为第一预设压强或第二预设压强。所述第一储釉容器2内设有第一压力传感器。当获取到所述模式控制信息为所述循环信
息时,根据第一压力传感器检测到第一储釉容器内的实时压力,由计算机设备驱动增压机构和减压机构以调节第一储釉容器内的压强为第一预设压强。例如,第一压力传感器监测到第一储釉容器内压强低于第一预设压强时,驱动增压机构向第一储釉容器内输送气体;第一压力传感器检测到第一储釉容器内压强高于第一预设压强时,驱动减压机构抽取部分气体。
80.同时,所述出釉腔122内设有第二压力传感器(图中未示),所述第二压力传感器用于实时监测出釉腔内的压强,保证出釉腔内的压强为第三预设压强。如果出釉腔内压强低于第三预设压强时,由计算机设备驱动第一输送机构使其加大对出釉腔的抽釉量;如果出釉腔内压强高于第三预设压强时,由计算机设备驱动第一输送机构使其降低对出釉腔的抽釉量,从而也达到调节出釉腔内压强的目的。
81.因此,本发明根据所获取到的模式控制信息为循环信息或喷射信息,以及当前所监测到的第一储釉容器和出釉腔内的实时压力,由计算机设备来控制减压机构、增压机构和第一输送机构的运作。在减压机构、增压机构和第一输送机构的协同配合下,使系统处于第一预设差值状态或第二预设差值状态,从而使得釉料在非喷釉状态下不会沿喷釉孔往外流出,而在喷釉状态下可定向、定量喷射。
82.进一步,所述陶瓷施釉系统还包括分别与第一储釉容器和进釉腔连通的第二输送机构。所述控制方法还包括:驱动第二输送机构以使所述第一储釉容器内的釉料依次流经所述进釉腔和第二输送机构,再返回所述第一储釉容器,以形成内循环回路。
83.所述第二输送机构5为输液泵。通过第二输送机构使釉料不断地在第一储釉容器、进釉腔和第二输送机构之间循环流动,防止釉料在进釉腔内沉淀。
84.再进一步,所述陶瓷施釉系统还包括回收装置,所述回收装置包括回釉机构、回收容器、第三输送机构和第四输送机构,所述回釉机构包括第二储釉容器。所述回收容器设于喷釉孔的下方,所述回收容器、第三输送机构、第二储釉容器、第四输送机构和第一储釉容器依次连通。
85.所述第三输送机构10为输液泵,所述第三输送机构10用于将回收容器8内的釉料输送到第二储釉容器9内储存。所述第四输送机构16为输送泵,所述第四输送机构16用于将第二储釉容器9内的釉料输送到第一储釉容器2内,以补充釉料。
86.所述控制方法还包括:驱动第三输送机构将回收容器内的釉料抽取至所述第二储釉容器。
87.需要说明的是,喷头喷出的釉料大部分可直接喷射于砖坯,但仍有小部分无法直接喷射于砖坯上,因此,通过回收容器可有效收集无法直接喷射于砖坯上的多余釉料,再通过第三输送机构即可将回收容器内的釉料抽取至第二储釉容器,从而实现釉料的循环利用,大大地节省了资源,降低了成本。
88.实时获取所述第一储釉容器的釉量信息,并根据所述釉量信息驱动所述第四输送机构将所述第二储釉容器内的釉料抽取至所述第一储釉容器,以使所述第一储釉容器内的釉量正常。具体的,通过釉料传感器来实现获取所述第一储釉容器的釉量信息。所述釉料传感器用于实时监测第一储釉容器内的釉料量。
89.优选地,所述回釉机构还包括设于第二储釉容器9内的搅拌机构17。所述搅拌机构为搅拌电机。所述搅拌机构用于对第二储釉容器中的釉料进行搅拌,防止釉料沉淀。所述搅
拌机构采用现有技术结构,在此不详细介绍。相应地,所述控制方法还包括:驱动第二储釉容器内的搅拌机构,以对第二储釉容器内的釉料进行搅拌处理。
90.更佳地,所述第二储釉容器9内设有用于过滤釉料的振动筛网。相应地,所述控制方法还包括:驱动第二储釉容器内的振动筛网,以对输入第二储釉容器内的釉料进行过滤处理。输入第二储釉容器的釉料需经过振动筛网过滤后,可自然流回到第二储釉容器内进行再次利用。
91.因此,参见图11,本发明还公开了一种基于上述的陶瓷施釉系统的控制方法的第三实施例,其包括:s301,驱动第二储釉容器内的搅拌机构,以对第二储釉容器内的釉料进行搅拌处理。
92.工作时,釉料可由工人手动输入第二储釉容器内,也可以通过供釉管道自动流入第二储釉容器内。同时,第二储釉容器中设有搅拌机构,通过搅拌机构可对第二储釉容器内的釉料进行有效搅拌,避免釉料沉淀。
93.s302,实时获取第一储釉容器的釉量信息,并根据釉量信息驱动第四输送机构将第二储釉容器内的釉料抽取至第一储釉容器,以使第一储釉容器内的釉量正常。
94.s303,实时获取第一储釉容器内的压力信息。
95.s304,实时获取模式控制信息。
96.模式控制信息包括循环信息或喷射信息。
97.s305,当获取到的模式控制信息为循环信息时,根据压力信息驱动增压机构和减压机构调节第一储釉容器至第一预设压强状态,并驱动第一输送机构以使第一储釉容器内的釉料依次流经进釉腔、过釉通道和出釉腔,再返回第一储釉容器,以形成外循环回路;s306,当获取到的模式控制信息为喷射信息时,根据压力信息驱动增压机构和减压机构调节第一储釉容器至第二预设压强状态,并驱动第一输送机构以使外循环回路内的釉料沿喷釉孔向外喷射。
98.s307,驱动第三输送机构将回收容器内的釉料抽取至第二储釉容器。
99.s308,驱动第二储釉容器内的振动筛网,以对输入第二储釉容器内的釉料进行过滤处理。
100.s309,驱动第二输送机构以使第一储釉容器内的釉料依次流经进釉腔和第二输送机构,再返回第一储釉容器,以形成内循环回路。
101.工作过程中,外循环回路“第一储釉容器—》过釉腔—》过釉通道—》出釉腔—》第一输送机构—》第一储釉容器”及内循环回路“第一储釉容器—》过釉腔—》第二输送机构—》第一储釉容器”同时进行,可进一步防止釉料的沉淀,保证喷釉效果。
102.需要说明的是,步骤s301-s304、s307-s309之间没有必然的先后顺序,在进行步骤s301的同时,也可以进行步骤s302-s303、s307-s309。
103.可见,本发明可通过搅拌机构可对第二储釉容器内的釉料进行有效搅拌,避免釉料沉淀;通过回收容器可有效收集无法直接喷射于砖坯上的多余釉料,从而实现釉料的循环利用,大大地节省了资源,降低了成本;并通过振动筛网实现釉料的过滤;还通过内循环回路及外循环回路防止釉料的沉淀,保证喷釉效果,实用性强。
104.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员
来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1