一种陶罐吊装对中系统及方法与流程
1.本发明涉及陶罐加工技术设备领域,具体涉及一种陶罐吊装对中系统及方法。
背景技术:
2.陶罐是陶瓷制造的一种盛液体或食品的陶制容器。大型的陶罐通常由分段成型的上坯体和下坯体拼接而成,在拼接时,需要将上坯体吊运至下坯体上,并利用上坯体和下坯体拼接位置处的泥土进行粘连。
3.中国专利申请号为202110203425.2公开了大型陶罐吊运装置,包括吊运板、转动板、橡胶盖、绳套和清理单元,转动板转动设置于吊运板上,转动板上连接有橡胶杆,橡胶盖的上端通过橡胶杆与转动板连接,绳套与转动板连接;清理单元包括清理管、清理杆和若干清理部,清理管与转动板固定连接;每个清理部均包括清理块和拉簧,清理管的侧壁设有滑槽,各清理块滑动设置于滑槽内,清理块通过拉簧与清理管的外侧壁连接;清理杆与转动板滑动连接,且清理杆位于清理管内,清理杆的下端固定有陀螺体,陀螺体能与清理块接触并推动清理块移动,清理杆上相对设置有两块制槽条。
4.该大型陶罐吊运装置能够使陶罐的上坯体与下坯体快速对准,同时可以将多余的泥土进行清除。但是在温度较高的环境下,陶罐上坯体和下坯体拼接处的水分被蒸发,使得陶罐在进行拼接对准时,可能存在粘合不牢固,影响陶罐的使用寿命。
技术实现要素:
5.本方案提供一种陶罐吊装对中系统及方法,用于克服陶罐的上坯体和下坯体在进行拼接对准时,粘合不牢固的问题。
6.为了达到上述目的,本方案提供一种陶罐吊装对中系统,包括陶罐坯体,所述陶罐坯体包括上坯体和下坯体,还包括:吊运单元:所述吊运单元包括吊运板、转动板、坯体套盖,吊运板位于转动板上方,所述吊运板与转动板转动连接,坯体套盖一端与所述转动板固定连接,另一端与所述上坯体可拆卸连接,所述转动板上还设有锁紧绳,所述锁紧绳一端与所述转动板固定连接,另一端与所述上坯体可拆卸连接;喷水单元:所述喷水单元包括橡胶杆、液压缸、活塞、弹簧、固定板、第一水管和第二水管,橡胶杆竖直设置,所述橡胶杆一端与所述转动板固定连接,另一端与所述第二水管的侧壁固定连接,所述橡胶杆设有两根,所述液压缸、活塞、弹簧、固定板和第一水管至上而下设置且都位于所述两根橡胶杆之间,所述液压缸固定在所述转动板上,所述活塞与所述橡胶杆侧壁滑动连接,所述液压缸的活塞杆与所述活塞固定连接,所述固定板两端设有气压阀门,所述气压阀门两端分别与所述橡胶杆和所述固定板固定连接,所述固定板、活塞和气压阀门合围形成空腔,弹簧位于所述空腔内,所述弹簧两端分别与所述活塞和固定板固定连接,所述第一水管竖直方向设置,所述第二水管水平方向设置,所述第一水管和第二水管连通,所述第一水管一侧与所述橡胶杆侧壁固定连接,所述第二水管两端固定有水压阀
门,所述第二水管两端上还设有出水口,所述出水口与所述水压阀门铰接,所述出水口正对所述陶罐上坯体和下坯体的拼接处;吹风单元:所述吹风单元包括小型风扇和用于控制小型风扇转动的开关,小型风扇固定在所述橡胶杆的一侧,所述小型风扇朝向所述陶罐坯体的拼接处,开关固定在所述第一水管的侧壁,所述第一水管内还设有用于撞击开关的浮球,所述浮球的重力小于所述第一水管内中水的浮力。
7.本方案的基本原理在于:首先,将转动板上的锁紧绳与陶罐上坯体牵引连接在一起,同时将坯体套盖上端部分与陶罐上坯体进行贴合,使得陶罐上坯体与坯体套盖、喷水单元和吹风单元连为一体。其次,将吊运板往上进行举升,使得陶罐上坯体也进行上升,并逐步移向陶罐下坯体周围。当陶罐上坯体端面与下坯体端面大致处于同一竖直方向时,将吊运板进行缓慢下降,吊运板也带动坯体套盖、陶罐上坯体、喷水单元和吹风单元向下移动。在下降的过程中,坯体套盖的下端部分逐渐与陶罐下坯体进行接触,在陶罐下坯体的导向作用下,坯体套盖的下端与陶罐下坯体紧密卡接在一起,同时上坯体的下端面与下坯体的上端面也实现了自动对准。
8.在陶罐上坯体的下端面与下坯体的上端面进行对准拼接时,喷水单元位于陶罐内部,此时气缸的活塞杆推动活塞向下移动,使得空腔内的压强增大,气压阀门打开,第二水管内的水会在气压的作用下向水管的两端移动,水压阀此时收受到水的压力作用下也进行打开,使得第二水管中的水从出水口喷出,由于出水口正对上坯体和下坯体的拼接处,因此出水口的水在压强的作用下可以直接到达端面拼接处,将陶罐上坯体和陶罐下坯体的端面处进行润湿处理,以方便更好的进行端面拼接。
9.当第二水管内的水向外进行喷洒时,第一水管内的水位也随之下降,此时位于第一水管内的浮球也跟随着水位进行下降。当浮球撞击到位于第一水管内的开关时,气缸的活塞杆停止向下移动,此时压强减小,气压阀门和水压阀门同时关闭,第二水管中的水则停止向外喷洒。同时,该开关控制小型风扇开始转动,产生风力,风能够到达端面拼接处以加速水分的蒸发,帮助陶罐的上坯体和下坯体进行粘合。
10.陶罐的上坯体和下坯体进行粘合后,此时解除锁紧套与上坯体的连接,将吊运板往上进行举升,吊运板带动坯体套盖、喷水单元和吹风单元向上移动,同时转动板带动坯体套盖转动,坯体套盖对陶罐外侧拼接位置进行抹平。当坯体套盖的下端往上上升且已经超过陶罐拼接位置时,转动板停止进行转动,吊运板继续向上举升,直至坯体套盖完全与陶罐上坯体分离,同时喷水单元和吹风单元也完全从陶罐上坯体取出。
11.本方案的有益效果:本方案利用吊运板、坯体套盖和锁紧绳,使得陶罐上坯体能够在坯体套盖和锁紧绳的作用下进行固定,并且根据需要进行吊运拼接。坯体套盖在下坯体的导向作用下能够自动对上坯体进行校正,使上坯体的下端面与下坯体的上端面对准,同时坯体套盖的下端也与陶罐下坯体紧密的卡接在一起,以帮助上坯体和下坯体进行粘合,非常方便且对准效率高。当陶罐上坯体和下坯体的端面在进行拼接时,位于陶罐内的喷水单元可以对端面拼接处进行喷水,使得陶罐上坯体和下坯体能够粘合的更加的牢固,提高了陶罐的使用寿命。
12.本方案中的小型风扇能够在拼接处进行润湿粘合后,进行吹风以加速多余的水分蒸发,使得陶罐的上坯体和下坯体可以更加快速的粘合在一起,提高了陶罐的生产效率。当
陶罐拼接粘合完成后,将转运板进行转动,使得坯体套盖也绕着陶罐坯体进行旋转。坯体套盖能够对陶罐外侧拼接位置进行抹平,即让多余的陶罐泥料从坯体拼接处滑落,使得陶罐上坯体和下坯体端面之间没有空隙,粘合的更加紧凑。
13.综上,本方案通过吊运单元、喷水单元和吹风单元实现了对陶罐的精准吊装拼接,同时也能够使陶罐上坯体和下坯体的拼接端面粘合的更加牢固。
14.进一步,所述吊运板上设有吊运杆,所述吊运杆与所述吊运板固定连接,所述吊运杆上设有挂孔。
15.有益效果:能够让吊运装置将拉力集中作用在吊运杆上,使得吊运板上升或下降更加稳定。
16.进一步,所述吊运杆设有4根并均匀分布在所述吊运板上。
17.有益效果:能够让吊运板各个方向所受拉力更加均匀。
18.进一步,所述第一水管、第二水管和固定板合围形成积水腔,所述积水腔用于储存喷洒用水。
19.有益效果:积水腔能够储存部分的喷洒用水,避免直接向第一水管和第二水管注入喷洒用水,费时费力不便于对陶罐的高效吊装拼接。
20.进一步,所述第二水管的侧壁上还设有开口和封闭盖,所述开口和封闭盖铰接。
21.有益效果:能够将积水腔所储存的喷洒用水,定向导入进第二水管中。即通过打开封闭盖使得储存的喷洒用水通过开口进入到第二水管中,以补充第二水管内的水量,便于对陶罐上坯体和下坯体的拼接处进行持续喷洒粘合用水,以使得上坯体和下坯体粘合的更加牢固。
22.进一步,还包括水量检测传感器、电磁阀和控制器,所述水量检测传感器设置于所述第二水管内,所述控制器位于所述空腔中,所述电磁阀固定在所述第二水管的一侧,所述水量检测传感器用于检测第二水管内的水量信息并生成水量信号发送给所述控制器,所述控制器接收到水量信号以后进行识别判断,当控制器识别到第二水管内的水量信息低于预设阈值,所述控制器控制所述电磁阀打开所述封闭盖。
23.有益效果:能够根据第二水管内的水量信息,适时的将积水腔中的喷洒用水导入进第二水管中。避免过多的喷洒用水进入到第二水管中,造成水量过多压力过大,使得水压阀门不合理的打开,影响喷洒效果。
24.进一步,所述出水口包括若干出水孔,所述出水孔的直径为1cm-2cm。
25.有益效果:出水孔可以使得水能够均匀喷洒在陶罐上坯体和下坯体的拼接端面处,便于陶罐上坯体和下坯体的拼接。
26.进一步,所述坯体套盖的下端呈弯钩状。
27.有益效果:能够使坯体套盖与陶罐下坯体连接的更加紧密,便于陶罐上坯体和下坯体的吊装对准。
28.进一步, 还包括该系统的使用方法,包括如下步骤:步骤一:固定陶罐上坯体:将转动板上的锁紧绳与陶罐上坯体牵引连接在一起,同时将坯体套盖上端部分与陶罐上坯体进行贴合。
29.步骤二:吊运陶罐上坯体:将吊运板往上进行举升,使得陶罐上坯体也进行上升,并逐步移向陶罐下坯体周围。
30.步骤三:调整对准:将吊运板进行缓慢下降,吊运板也带动坯体套盖、陶罐上坯体、喷水单元和吹风单元向下移动,坯体套盖在陶罐下坯体的导向作用下自动对陶罐上坯体进行校正,使上坯体的下端面与下坯体的上端面对准。
31.步骤四:对拼接处进行喷水:当陶罐上坯体的下端面与下坯体的上端面对准拼接时,喷水单元位于陶罐内部,此时气缸的活塞杆推动活塞向下移动,使得空腔内的压强增大,气压阀门打开,第二水管内的水会在压强的作用下向水管的两端移动,水压阀此时收受到水的压力作用下也进行打开,使得第二水管中的水从出水口喷出,由于出水口正对上坯体和下坯体的拼接处,因此出水口的水在压强的作用下可以直接到达端面拼接处,使得上坯体和下坯体粘合的更牢固。
32.步骤五:向拼接处进行吹风:当第二水管内的水向外进行喷洒时,第一水管内的水位也随之下降,此时位于第一水管内的浮球也跟随着水位进行下降,当浮球撞击到开关时,气缸的活塞杆停止向下移动,此时压强减小,气压阀门和水压阀门同时关闭,第二水管中的水则停止向外喷洒,同时开关控制小型风扇开始转动,产生风力,风能加速陶罐上坯体和下坯体的端面连接处更快的风干。
33.步骤六:对拼接处进行抹平:陶罐的上坯体和下坯体进行粘合后,解除锁紧套与上坯体的连接,将吊运板往上进行举升,吊运板带动坯体套盖、喷水单元和吹风单元向上移动,同时转动板带动坯体套盖转动,坯体套盖对陶罐外侧拼接位置进行抹平。
34.步骤七:取出坯体套盖:当坯体套盖的下端往上上升且已经超过陶罐拼接位置时,转动板停止进行转动,吊运板继续向上举升,直至坯体套盖完全与陶罐上坯体分离,同时喷水单元和吹风单元也完全从陶罐上坯体取出。
附图说明
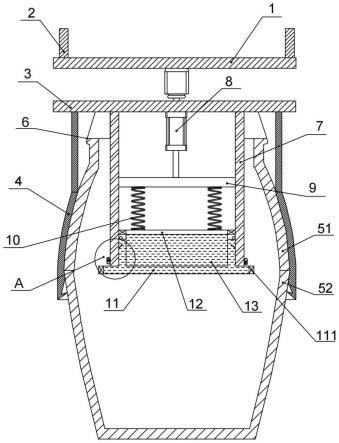
35.图1为本发明实施例的正向剖视图;图2为本发明实施例的a处局部放大示意图;图3为本发明实施例中第一水管的结构示意图。
具体实施方式
36.下面通过具体实施方式进一步详细的说明:说明书附图中的附图标记包括:吊运板1、吊运杆2、转动板3、坯体套盖4、上坯体51、下坯体52、锁紧绳6、橡胶杆7、液压缸8、活塞9、弹簧10、第二水管11、液压阀门111、出水孔112、固定板12、积水腔13、小型风扇14、第一水管15、开关151、浮球152、气压阀门153。
37.实施例基本如附图1、附图2和附图3所示:一种陶罐吊装对中系统,包括陶罐坯体,陶罐坯体包括上坯体51和下坯体52,还包括:吊运单元、喷水单元和吹风单元。
38.吊运单元包括吊运板1、转动板3、坯体套盖4,吊运板1和转动板3选用铝合金制成,铝合金具有强度大、耐腐蚀性能强的优点,因此使得吊运板1能够承受较大重量的陶罐上坯体51,同时转动板3也能带动其进行旋转。吊运板1的表面呈矩形,便于吊运时受力均匀,转动板3呈圆形,便于转运板自身进行旋转。吊运板1位于转动板3上方,在吊运板1与转动板3之间设有转动轴,因此转动板3以转动轴为轴心同轴进行转动。吊运板1上还设有四根吊运
杆2,该四根吊运杆2与吊运板1螺纹连接,吊运杆2上也设有挂孔。坯体套盖4采用橡胶制成,橡胶材质的坯体套盖4,可以防止坯体套盖4与陶罐上坯体和下坯体52进行接触贴合时,坯体中的泥料被刮落。坯体套盖4一端与转动板3焊接,另一端与上坯体51卡接贴合,转动板3上还设有锁紧绳6,锁紧绳6一端与转动板3粘接,另一端与上坯体51牵引连接。
39.喷水单元包括橡胶杆7、液压缸8、活塞9、弹簧10、固定板12、第一水管15和第二水管11,橡胶杆7竖直设置,橡胶杆7一端与转动板3进行螺栓固定,另一端与第二水管11的侧壁焊接。橡胶杆7设有两根,液压缸8、活塞9、弹簧10、固定板12和第一水管15至上而下设置且都位于两根橡胶杆7之间。液压缸8也焊接固定在转动板3上,液压缸8可以选用单向升降小型mob40液压缸8。活塞9与橡胶杆7侧壁滑动连接,液压缸8的活塞9杆与活塞9进行焊接固定。固定板12选用不锈钢制成,固定板12两端设有气压阀门153,气压阀门153选用亚德客电磁4v210线圈气动阀,气压阀门153两端分别与橡胶杆7和固定板12螺纹连接。固定板12、活塞9和气压阀门153合围形成空腔,弹簧10位于空腔内,弹簧10为304不锈钢小弹簧10,弹簧10两端分别与活塞9和固定板12粘接。
40.第一水管15竖直方向设置,第二水管11水平方向设置,第一水管15和第二水管11连通。第一水管15和第二水管11选用不锈钢材料,第一水管15一侧与橡胶杆7侧壁焊接固定,第二水管11两端内侧螺栓固定有水压阀门,该水压阀门选用亚德客水用电磁阀2kl20020eg。在第二水管11两端上设有出水口,侧壁上还设有开口和封闭盖。出水口与水压阀门铰接,出水口正对陶罐上坯体和下坯体52的拼接处,开口和封闭盖铰接。开口呈圆形且直径为10cm,封闭盖同开口的大小一致,该封闭盖选用橡胶材料制作。第一水管15、第二水管11和固定板12还合围形成积水腔13,该积水腔13用于储存喷撒用水,积水腔13的体积可以为1000立方厘米。
41.吹风单元包括小型风扇14和用于控制小型风扇14转动的开关151,小型风扇14可选用奥克斯小风扇。该小型风扇14的底座与橡胶杆7的一侧螺纹连接,小型风扇14的扇叶朝向陶罐坯体的拼接处。开关151焊接固定在第一水管15的侧壁,第一水管15内还设有用于撞击开关151的浮球152,浮球152的直径小于第一水管15的管口直径,浮球152的重力小于第一水管15内中水的浮力。因此,当第一水管15和第二水管11中存在水时,浮球152因为浮力作用,会漂浮起来。当浮球152撞击到开关151时,该小型风扇14就开始转动,所产生的风到达陶罐上坯体和下坯体52的拼接处,使得拼接处的水分能快速蒸发,上坯体和下坯体52粘合的更加牢固。
42.一种陶罐的吊装对中方法,包括如下步骤:步骤一:固定陶罐上坯体51:将转动板3上的锁紧绳6与陶罐上坯体51牵引连接在一起,同时将坯体套盖4上端部分与陶罐上坯体51进行贴合。
43.步骤二:吊运陶罐上坯体51:将吊运板1往上进行举升,使得陶罐上坯体51也进行上升,并逐步移向陶罐下坯体52周围。
44.步骤三:调整对准:将吊运板1进行缓慢下降,吊运板1也带动坯体套盖4、陶罐上坯体51、喷水单元和吹风单元向下移动,坯体套盖4在陶罐下坯体52的导向作用下自动对陶罐上坯体51进行校正,使上坯体51的下端面与下坯体52的上端面对准。
45.步骤四:对拼接处进行喷水:当陶罐上坯体51的下端面与下坯体52的上端面对准拼接时,喷水单元位于陶罐内部,此时气缸的活塞9杆推动活塞9向下移动,使得空腔内的压
强增大,气压阀门153打开,第二水管11内的水会在压强的作用下向水管的两端移动,水压阀此时收受到水的压力作用下也进行打开,使得第二水管11中的水从出水口喷出,由于出水口正对上坯体51和下坯体52的拼接处,因此出水口的水在压强的作用下可以直接到达端面拼接处,使得上坯体和下坯体52粘合的更牢固。
46.步骤五:向拼接处进行吹风:当第二水管11内的水向外进行喷洒时,第一水管15内的水位也随之下降,此时位于第一水管15内的浮球152也跟随着水位进行下降,当浮球152撞击到开关151时,气缸的活塞9杆停止向下移动,此时压强减小,气压阀门153和水压阀门同时关闭,第二水管11中的水则停止向外喷洒,同时开关151控制小型风扇14开始转动,产生风力,风能加速陶罐上坯体51和下坯体52的端面连接处更快的风干。
47.步骤六:对拼接处进行抹平:陶罐的上坯体51和下坯体52进行粘合后,解除锁紧套与上坯体51的连接,将吊运板1往上进行举升,吊运板1带动坯体套盖4、喷水单元和吹风单元向上移动,同时转动板3带动坯体套盖4转动,坯体套盖4对陶罐外侧拼接位置进行抹平。
48.步骤七:取出坯体套盖4:当坯体套盖4的下端往上上升且已经超过陶罐拼接位置时,转动板3停止进行转动,吊运板1继续向上举升,直至坯体套盖4完全与陶罐上坯体51分离,同时喷水单元和吹风单元也完全从陶罐上坯体51取出。
49.具体实施过程如下:首先,将转动板3上的锁紧绳6与陶罐上坯体51牵引连接在一起,同时将坯体套盖4上端部分与陶罐上坯体51进行贴合,使得陶罐上坯体51与坯体套盖4、喷水单元和吹风单元连为一体。其次,将吊运板1往上进行举升,使得陶罐上坯体51也进行上升,并逐步移向陶罐下坯体52周围。当陶罐上坯体51端面与下坯体52端面大致处于同一竖直方向时,将吊运板1进行缓慢下降,吊运板1也带动坯体套盖4、陶罐上坯体51、喷水单元和吹风单元向下移动。在下降的过程中,坯体套盖4的下端部分逐渐与陶罐下坯体52进行接触,在陶罐下坯体52的导向作用下,坯体套盖4的下端与陶罐下坯体52紧密卡接在一起,同时上坯体51的下端面与下坯体52的上端面也实现了自动对准。
50.在陶罐上坯体51的下端面与下坯体52的上端面进行对准拼接时,喷水单元位于陶罐内部,此时气缸的活塞9杆推动活塞9向下移动,使得空腔内的压强增大,气压阀门153打开,第二水管11内的水会在气压的作用下向水管的两端移动,水压阀此时收受到水的压力作用下也进行打开,使得第二水管11中的水从出水口喷出,由于出水口正对上坯体51和下坯体52的拼接处,因此出水口的水在压强的作用下可以直接到达端面拼接处,将陶罐上坯体51和陶罐下坯体52的端面处进行润湿处理,以方便更好的进行端面拼接。
51.当第二水管11内的水向外进行喷洒时,第一水管15内的水位也随之下降,此时位于第一水管15内的浮球152也跟随着水位进行下降。当浮球152撞击到位于第一水管15内的开关151时,气缸的活塞9杆停止向下移动,此时压强减小,气压阀门153和水压阀门同时关闭,第二水管11中的水则停止向外喷洒。同时,该开关151控制小型风扇14开始转动,产生风力,风能够到达端面拼接处以加速水分的蒸发,帮助陶罐的上坯体51和下坯体52进行粘合。
52.陶罐的上坯体51和下坯体52进行粘合后,此时解除锁紧套与上坯体51的连接,将吊运板1往上进行举升,吊运板1带动坯体套盖4、喷水单元和吹风单元向上移动,同时转动板3带动坯体套盖4转动,坯体套盖4对陶罐外侧拼接位置进行抹平。当坯体套盖4的下端往上上升且已经超过陶罐拼接位置时,转动板3停止进行转动,吊运板1继续向上举升,直至坯体套盖4完全与陶罐上坯体51分离,同时喷水单元和吹风单元也完全从陶罐上坯体51取出。
53.实施例2本实施例与实施例1的不同之处在于,吊运板上方设置有电动葫芦,电动葫芦给吊运板提供向上举升的动力,电动葫芦可选用迅力智能提升机钢丝绳葫芦,该钢丝绳可以在吊运时从电动葫芦上的钢丝卷筒中伸出,当陶罐吊装对中结束后,钢丝绳又可以缩回钢丝卷筒中。电动葫芦上与钢丝绳焊接固定连接在一起的挂钩,可以插入到吊运杆上的挂孔中,从而将电动葫芦、吊运板、坯体套盖和陶罐上坯体连接在一起,从而进行陶罐坯体的吊装对中。
54.在吊运板上还设有霍尔传感器,霍尔传感器可以选用型号为美控(meacon)霍尔电流传感器。由于霍尔传感器能够将许多非电非磁的物理量,如压力、位置、位移、速度、转速等及发生工作状态的变化时间,转成电量进行控制。因此,本实施例中的霍尔传感器可以用于检测钢丝卷筒中钢丝绳的缠绕圈数。本实施例中,钢丝绳在钢丝卷筒中的缠绕圈数设为n圈,最大一圈的钢丝绳的周长为20cm,随着陶罐上坯体朝向陶罐下坯体逐渐进行下降,缠绕钢丝卷筒的钢丝圈数在减小,同时钢丝绳的长度则逐渐增加。即1圈钢丝绳下降20cm,n-1圈钢丝绳下降20cm+16cm,n-2圈下降20cm+16cm+12cm,n-3圈下降20 cm+16cm+12cm+8cm,一直按照此种方法进行运算,则陶罐的下降距离为l=20n-(n-1)*4的函数关系,即l=(16n+4)cm。当陶罐上坯体与陶罐下坯体之间处于合适的待对中距离时,此时将电动葫芦与吊运板进行分离,陶罐上坯体做自由落体运动,根据自由落体的计算公式,h=1/2gt2,得出下降时间t=√[2*(16n+4)/g]。
[0055]
陶罐上坯体朝向陶罐下坯体逐渐进行下降的过程中,电动葫芦会吊动着陶罐上坯体进行类似钟摆的左右摆动。在进行左右摆动时,本实施例的陶罐上坯体套盖上还设有红外线传感器,位于陶罐下坯体上则设置有红外线接收器。当摆动过程中,红外光传感器所发出的红外光能够完全被红外光接收器所接收到,则表明陶罐上坯体与陶罐下坯体已经对中。由于陶罐上坯体是在陶罐下坯体上方进行来回摆动,因此在摆动过程中,红外光可以多次被红外光接收器所接收到,使得红外光传感器与红外光接收器可以形成以t为周期的对中函数。当陶罐在摇摆过程中,到达一个周期t,2t,3t,则表明陶罐上坯体与陶罐下坯体已经对中。此时t=√[2*(16n+4)/g],就可以得出钢丝绳在钢丝卷筒中的缠绕圈数。
[0056]
本实例2通过设置红外光传感器、红外光接收器从而得出陶罐上坯体和陶罐下坯体的对中时间的周期函数,从而在固定的钢丝卷筒中(本实施例中钢丝卷筒的最大周长为20cm)通过设置钢丝绳的长度来实现陶罐上坯体和陶罐下坯体的吊装对中。
[0057]
以上的仅是本发明的实施例,该发明不限于此实施案例涉及的领域,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1