多线切割的控制方法及装置、电子设备与流程
本发明涉及多线切割,尤其涉及一种多线切割的控制方法及装置、电子设备。
背景技术:
1、多线切割是一种通过金属丝的高速往复运动,把磨料带入半导体加工区域进行研磨,将半导体等硬脆材料一次同时切割为数百片薄片的一种新型切割加工方法。多线切割机已逐渐取代了传统的内圆切割,成为硅片切割加工的主要方式。
2、目前,在使用多线切割机切割晶棒的过程中,只需在多线切割机上设定多项切割参数即可。多线切割机根据设定的切割参数,自动将晶棒切割为大量的薄片。
3、然而,采用多线切割工艺切割的薄片的表面,可能会存在色差、线痕等异常,影响薄片的切割质量。
技术实现思路
1、本发明实施例提供一种多线切割的控制方法及装置、电子设备,以解决现有技术中多线切割得到的薄片的表面异常导致切割质量较低的问题。
2、第一方面,本发明实施例提供了一种多线切割的控制方法,应用于多线切割机,所述方法包括:
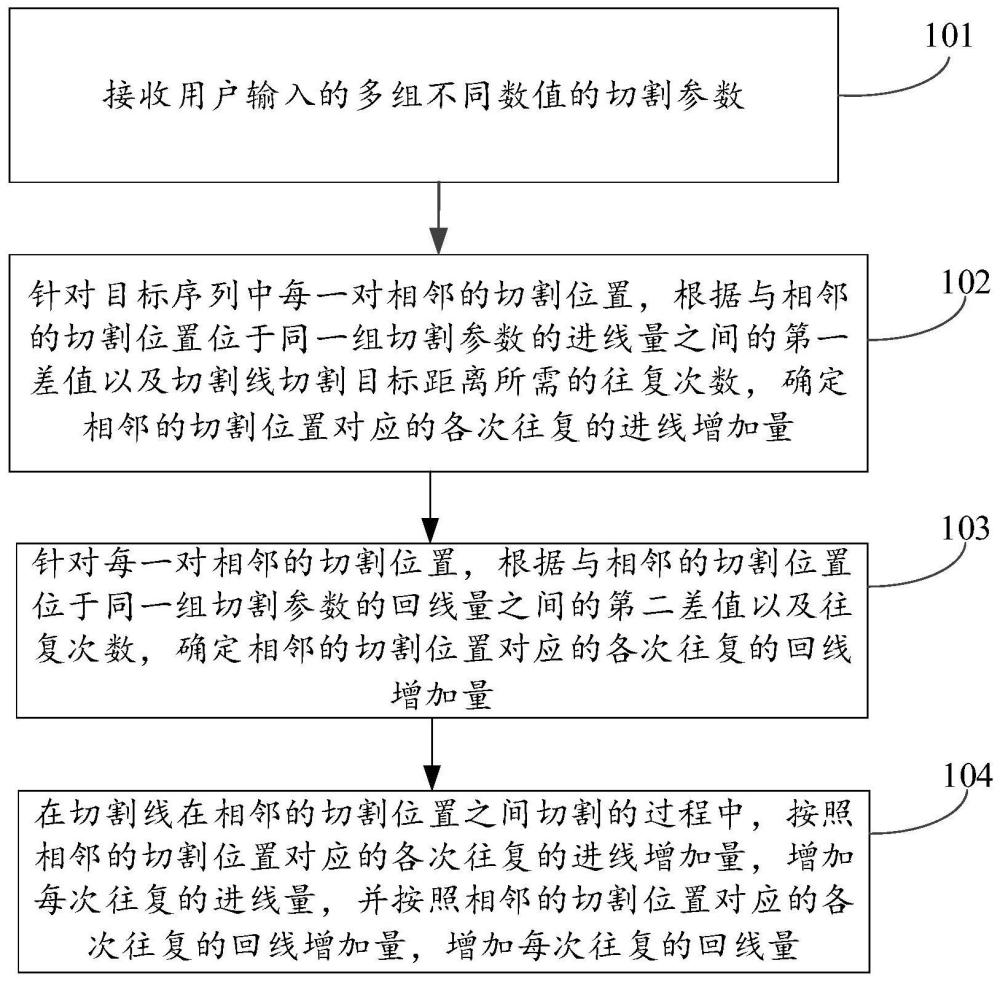
3、接收用户输入的多组不同数值的切割参数,其中,每组所述切割参数均包括:切割位置、进线量以及回线量,不同数值的所述切割位置表征所述多线切割机的切割线切割到待切割物体的不同深度;
4、针对目标序列中每一对相邻的所述切割位置,根据与所述相邻的切割位置位于同一组所述切割参数的所述进线量之间的第一差值以及所述切割线切割目标距离所需的往复次数,确定所述相邻的切割位置对应的各次往复的进线增加量,其中,所述目标序列为各组所述切割参数中的切割位置按照从小到大的顺序排列组成的序列;所述目标距离为所述相邻的切割位置之间的距离;
5、针对每一对所述相邻的切割位置,根据与所述相邻的切割位置位于同一组所述切割参数的所述回线量之间的第二差值以及所述往复次数,确定所述相邻的切割位置对应的各次往复的回线增加量;
6、在所述切割线在所述相邻的切割位置之间切割的过程中,按照所述相邻的切割位置对应的所述各次往复的进线增加量,增加每次往复的所述进线量,并按照所述相邻的切割位置对应的所述各次往复的回线增加量,增加每次往复的所述回线量。
7、可选地,每组所述切割参数还包括:往复频率、切割速度;
8、所述切割线切割目标距离所需的往复次数等于与目标切割位置位于同一组所述切割参数的所述往复频率与目标时长的乘积采用进一法得到的数值;
9、其中,所述目标切割位置为所述相邻的切割位置中数值最小的所述切割位置,所述目标时长等于两倍的第三差值除以目标和得到的商,所述第三差值为相邻的切割位置之间的差值,所述目标和为与所述相邻的切割位置位于同一组所述切割参数的所述切割速度的和。
10、可选地,每组所述切割参数还包括:所述往复次数。
11、可选地,所述根据与所述相邻的切割位置位于同一组所述切割参数的所述进线量之间的第一差值以及所述切割线切割目标距离所需的往复次数,确定所述相邻的切割位置对应的各次往复的进线增加量,包括:
12、根据所述相邻的切割位置,确定第一进线量和第二进线量;其中,所述第一进线量为与第一切割位置位于同一组所述切割参数的进线量,所述第二进线量为与第二切割位置位于同一组所述切割参数的进线量;所述第一切割位置为所述相邻的切割位置中数值最小的切割位置,所述第二切割位置为所述相邻的切割位置中数值最大的切割位置;
13、将所述第二进线量减去所述第一进线量得到的差值,确定为所述第一差值;
14、将所述第一差值除以所述往复次数得到的商,确定为所述相邻的切割位置对应的每一次往复的进线增加量。
15、可选地,所述根据与所述相邻的切割位置位于同一组所述切割参数的所述进线量之间的第一差值以及所述切割线切割目标距离所需的往复次数,确定所述相邻的切割位置对应的各次往复的进线增加量,包括:
16、根据所述相邻的切割位置,确定第一进线量和第二进线量;其中,所述第一进线量为与第一切割位置位于同一组所述切割参数的进线量,所述第二进线量为与第二切割位置位于同一组所述切割参数的进线量;所述第一切割位置为所述相邻的切割位置中数值最小的切割位置,所述第二切割位置为所述相邻的切割位置中数值最大的切割位置;
17、将所述第二进线量减去所述第一进线量得到的差值,确定为所述第一差值;
18、将所述第一差值拆分为数值依次增大的目标数量的第一拆分数值,其中,所述目标数量等于所述往复次数;
19、将所述目标数量的第一拆分数值确定为所述相邻的切割位置对应的各次往复的进线增加量。
20、可选地,所述根据与所述相邻的切割位置位于同一组所述切割参数的所述回线量之间的第二差值以及所述往复次数,确定所述相邻的切割位置对应的各次往复的回线增加量,包括:
21、根据所述相邻的切割位置,确定第一回线量和第二回线量;其中,所述第一回线量为与第一切割位置位于同一组所述切割参数的回线量,所述第二回线量为与第二切割位置位于同一组所述切割参数的回线量;所述第一切割位置为所述相邻的切割位置中数值最小的切割位置,所述第二切割位置为所述相邻的切割位置中数值最大的切割位置;
22、将所述第二回线量减去所述第一回线量得到的差值,确定为所述第二差值;
23、将所述第二差值除以所述往复次数得到的商,确定为所述相邻的切割位置对应的每一次往复的回线增加量。
24、可选地,所述根据与所述相邻的切割位置位于同一组所述切割参数的所述回线量之间的第二差值以及所述往复次数,确定所述相邻的切割位置对应的各次往复的回线增加量,包括:
25、根据所述相邻的切割位置,确定第一回线量和第二回线量;其中,所述第一回线量为与第一切割位置位于同一组所述切割参数的回线量,所述第二回线量为与第二切割位置位于同一组所述切割参数的回线量;所述第一切割位置为所述相邻的切割位置中数值最小的切割位置,所述第二切割位置为所述相邻的切割位置中数值最大的切割位置;
26、将所述第二回线量减去所述第一回线量得到的差值,确定为所述第二差值;
27、将所述第二差值拆分为数值依次增大的目标数量的第二拆分数值,其中,所述目标数量等于所述往复次数;
28、将所述目标数量的第二拆分数值确定为所述相邻的切割位置对应的各次往复的回线增加量。
29、第二方面,本发明实施例还提供一种多线切割的控制装置,应用于多线切割机,所述装置包括:
30、输入模块,用于接收用户输入的多组不同数值的切割参数,其中,每组所述切割参数均包括:切割位置、进线量以及回线量,不同数值的所述切割位置表征所述多线切割机的切割线切割到待切割物体的不同深度;
31、第一确定模块,用于针对目标序列中每一对相邻的所述切割位置,根据与所述相邻的切割位置位于同一组所述切割参数的所述进线量之间的第一差值以及所述切割线切割目标距离所需的往复次数,确定所述相邻的切割位置对应的各次往复的进线增加量,其中,所述目标序列为各组所述切割参数中的切割位置按照从小到大的顺序排列组成的序列;所述目标距离为所述相邻的切割位置之间的距离;
32、第二确定模块,用于针对每一对所述相邻的切割位置,根据与所述相邻的切割位置位于同一组所述切割参数的所述回线量之间的第二差值以及所述往复次数,确定所述相邻的切割位置对应的各次往复的回线增加量;
33、控制模块,用于在所述切割线在所述相邻的切割位置之间切割的过程中,按照所述相邻的切割位置对应的所述各次往复的进线增加量,增加每次往复的所述进线量,并按照所述相邻的切割位置对应的所述各次往复的回线增加量,增加每次往复的所述回线量。
34、第三方面,本发明实施例还提供一种电子设备,该电子设备包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上所述的所述的多线切割的控制方法的步骤。
35、第四方面,本发明实施例还提供一种计算机可读存储介质,该计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上所述的多线切割的控制方法的步骤。
36、在本发明实施例中,可以接收用户输入的多组不同数值的切割参数,其中,每组切割参数均包括:切割位置、进线量以及回线量。将各组切割参数中的切割位置按照从小到大的顺序排列组成的序列确定为目标序列,进而针对目标序列中每一对相邻的切割位置,根据与相邻的切割位置位于同一组切割参数的进线量之间的第一差值以及切割线切割目标距离所需的往复次数,确定相邻的切割位置对应的各次往复的进线增加量。并针对每一对相邻的切割位置,根据与相邻的切割位置位于同一组切割参数的回线量之间的第二差值以及往复次数,确定相邻的切割位置对应的各次往复的回线增加量。最终在切割线在相邻的切割位置之间切割的过程中,按照相邻的切割位置对应的各次往复的进线增加量,增加每次往复的进线量,并按照相邻的切割位置对应的各次往复的回线增加量,增加每次往复的回线量。本发明实施例中,在切割线于相邻的第一切割位置和第二切割位置之间进行往复运动时,各次往复的进线量和回线量逐渐增大。相比于从第一切割位置对应的进线量和回线量直接跳转到第二切割位置对应的进线量和回线量,本发明实施例中的进线量和回线量以更小的粒度逐渐增加,可以减少切割线弓突变的情况发生,进而减少了由于切割线弓突变引起的薄片存在色差、线痕等异常情况的发生,提升了薄片的切割质量。
- 还没有人留言评论。精彩留言会获得点赞!