自密实回填料的制造系统的制作方法
1.本发明涉及自密实回填用材料制造领域,具体涉及一种自密实回填料的制造系统。
背景技术:
2.管道沟槽回填材料的选择是影响管道施工质量的一个重要因素,标准的回填材料能够基于自身的流动性、固化性以及防冻性等多种性能对施工管道实施严密防护。我国城市排水管道的管道材料多为软质管道,为满足国家标准要求,在管道腋角处的回填材料一般只能采用粗砂。
3.但粗砂取材于天然河砂资源,随着天然河砂资源的减少,便于质量控制的优质中粗砂材料价格逐渐走高,且大量的取用天然河砂资源会致使河道涵养水源能力下降,影响河道生态系统的平衡。
4.同时,我国建筑垃圾的处理问题日渐突兀,在2020年,仅上海市共申报处置的建筑垃圾就达到了1.0782亿吨,处理这些建筑废弃物会产生大量的二氧化碳排放量,而其中70%建筑垃圾为建筑固弃物,按照每万吨建筑固废物占用填埋场土地一亩计算,上海市每年产生的建筑渣土填埋占地面积需要几千亩,进一步使现有土地资源紧张的局势加剧。
5.因此,亟需一种系统,能够对难以处理的建筑垃圾进行资源回收再利用,并取代例如河沙等自然资源,实现降低成本与环保减排的效果。
技术实现要素:
6.针对现有管道沟槽回填材料的成本过高以及建筑垃圾难以回收再利用的问题,本发明提供了一种自密实回填料的制造系统,用于制造自密实回填料,制造系统包括:多个料仓,分别容纳有砖粉、渣土、玻璃渣、矿渣中的任意种材料;多个筒仓,容纳有水泥,或者矿渣微粉(注:与矿渣粒径不同),或者粉煤灰;储罐,容纳有外加剂;水罐,容纳有水;自密实回填料生产装置,料仓中的材料经由设置有第一计量装置的传送带而被输送至自密实回填料生产装置,筒仓中的材料经由第二计量装置以及第一放料阀而被输送至自密实回填料生产装置,储罐中的外加剂经由第三计量装置以及第二放料阀而被输送至水罐,在水罐中与水进行混合后再输送至自密实回填料生产装置。
7.根据上述技术方案,料仓内的砖粉、渣土、玻璃渣、矿渣中的一种或几种可统称为生产自密实回填料的骨料,骨料给料量由第一计量装置计量,经传送带传送至自密实回填料生产装置,传送速度由传送带进行控制。水泥或/与矿渣微粉或/与粉煤灰被传送至自密实回填料生产装置,且给料量由第二计量装置计量,并由第一放料阀控制。储罐与水罐连通,外加剂优先被传送至水罐内混合,且外加剂向水罐中的给料量由第三计量装置计量,并由第二放料阀控制传送的启停,经混合后的外加剂水溶液向自密实回填料生产装置传送。通过以上方式,实现了对骨料中的建筑废弃料回收利用,并通过控制传送带速度以及第一放料阀与第二放料阀的启闭分别实现对水泥或/与矿渣微粉或/与粉煤灰以及外加剂水溶
液的给料量的精准控制,实现了对自密实回填料的配比进行统一协调,保证制造自密实回填料中的各原材料配比精度。
8.优选地,第二计量装置设置于将筒仓与自密实回填料生产装置连通的筒仓管道。
9.根据本发明提供的技术方案,第二计量装置用于计量由筒仓传送至自密实回填料生产装置的水泥或/与矿渣微粉或/与粉煤灰的给料量,筒仓内的水泥或/与矿渣微粉或/与粉煤灰统由筒仓管道进行传送,第二计量装置设置于筒仓管道上便于对筒仓管道内的传送速率进行计算,提高计量精度。
10.优选地,还包括清水池,清水池与水罐连通,清水池的清水经由设置的第四计量装置被输送至水罐,水罐与自密实回填料生产装置连通的管道上设置有第三放料阀。
11.根据本发明提供的技术方案,清水向水罐输送的给料量能够通过第四计量装置进行计量,对应提高了外加剂的水溶液浓度精度。通过第三放料阀的启闭,可控制外加剂水溶液向自密实回填料生产装置传送或停止传送。
12.优选地,制造系统还包括与料仓连通的卸料间,料仓包括原料存储间以及上料间,在卸料间、原料存储间以及上料间设置有粉尘采集点,使得卸料间、原料存储间以及上料间中的压力能够设定为负压,粉尘采集点可以是引风机;卸料间设置为双层密闭,且卸料间与原料存储间之间设置有地下通道,地下通道内设置有连接卸料间与原料存储间的卸料传送带,卸料传送带设置有卸料计量装置。
13.根据本发明提供的技术方案,卸料间用于接收料仓内的储存的骨料,骨料卸至卸料间内并传送至原料存储间,运送骨料的车辆进入卸料间并在卸料间进行双层密闭后进行卸货,骨料被卸至地下通道内的卸料传送带经过卸料计量装置称量,并由卸料传送带传送至原料存储间。骨料向自密实回填料生产装置传送时,骨料由原料存储间传送至上料间并通过上料间向自密实回填料生产装置传送。在卸料间卸料、原料存储间卸料以及上料间上料的传送过程中,由于骨料的粒径较小,易产生粉尘。通过设置粉尘采集点(例如可以是引风机)可将卸料间、原料存储间以及上料间内实现负压,同时出现负压气流,粉尘跟随负压气流被集中至负压气流的出风口,降低卸料间、原料存储间以及上料间内的粉尘污染。
14.优选地,制造系统还包括泥浆池,容纳有工程泥浆,来自卸料间、原料存储间以及上料间的粉尘、来自筒仓的粉尘以及来自自密实回填料生产装置的粉尘被输送至泥浆池。
15.根据本发明提供的技术方案,骨料在上料间、原料存储间、卸料间以及传送带的传送过程中均会产生粉尘,并在负压气流的出风口被收集。而筒仓内物料进行上料、卸料时会有大量上扬的粉尘,以及各物料在投入自密实回填料生产装置进行配料的过程中也会有大量的粉尘上扬。通过对各处上扬的粉尘进行收集,将收集的粉尘可统一或分别运输至泥浆池,与泥浆池内的工程泥浆混合,重新回收利用,可降低粉尘污染,节约原料成本。
16.优选地,在卸料间、原料存储间、上料间、筒仓以及自密实回填料生产装置中的任意方设置有除尘器。
17.根据本发明提供的技术方案,通过除尘器,能够提高粉尘处理效率。
18.优选地,多个筒仓围绕自密实回填料生产装置设置,泥浆池设置在自密实回填料生产装置与上料间之间。
19.根据本发明提供的技术方案,多个筒仓以自密实回填料生产装置为中心,向自密实回填料生产装置的四周辐射方向进行设置。相对比于横向设置或纵向设置,各筒仓与自
密实回填料生产装置的建筑密度提高,使制造系统的占地面积更加集中,方便统一管理及维护。泥浆池设置在自密实回填料生产装置与上料间之间,缩短自密实回填料生产装置与上料间的粉尘回收至泥浆池内所需传送的距离,降低粉尘回收的成本。
20.优选地,制造系统还包括控制装置,与第一计量装置、第二计量装置、第三计量装置以及第四计量装置通信连接,根据第一计量装置、第二计量装置、第三计量装置以及第四计量装置的信息而控制传送带、第一放料阀、第二放料阀以及第三放料阀的运转。
21.根据本发明提供的技术方案,控制装置接收由第一计量装置、第二计量装置、第三计量装置以及第四计量装置计量的各装置的给料量,并通过比对分析发出控制指令,控制传送带传送速度、第一放料阀、第二放料阀以及第三放料阀的启闭,保证制造自密实回填料时各原材料配比精度。根据本发明提供的自密实回填料的制造系统,可以在不产生“三废”(即废气排放达到三级大气标准、废水回收利用、厂房隔绝噪音)的情况下,采用可回收利用的原材料来制造自密实回填材料。
附图说明
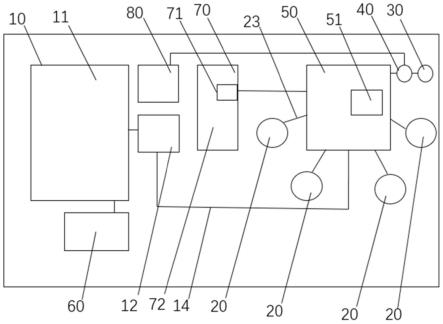
22.图1为本发明提供的一种新型自密实回填料制造系统模块示意图。
23.图2为本发明提供的一种新型自密实回填料制造系统的工艺流程示意图。
24.图3为本发明提供的一种新型自密实回填料制造系统粉尘收集处理流程示意图。
25.图4为本发明提供的一种新型自密实回填料制造系统厂房平面示意图。
26.图5为本发明提供的一种新型自密实回填料制造系统厂房卸料间与传送带以及自密实回填料生产装置位置关系示意图。
27.附图标记:
28.10料仓;11原料存储间;12上料间;13第一计量装置;14传送带;20筒仓;21第二计量装置;22第一放料阀;23筒仓管道;30储罐;31第三计量装置;32第二放料阀;40水罐;41第三放料阀;50自密实回填料生产装置;51控制装置;60卸料间;70泥浆池;71泥浆泵;72工程泥浆;80清水池;81第四计量装置;90末端除尘装置;g1存储卸货粉尘;g2卸货粉尘;g3上料粉尘;g4混合粉尘;g5筒仓粉尘。
具体实施方式
29.第一实施例
30.本实施例公布了一种新型自密实回填料的配料组分,自密实回填料是在埋设城市供排水管道的沟槽而进行回填时所使用的一种材料,自密实回填料还可定义为:由骨料、胶凝材料、外加剂和水等原材料,按一定配比均匀拌和,形成具有一定流动性、均匀性和稳定性,回填施工无需外力碾压或振捣,能够在自重作用下流动充填沟槽空间,且固化后具有一定抗压强度的材料。
31.本实施例提供的自密实回填料的骨料为由渣土与砖粉形成的混合料,在整体材料中起骨架或填充作用。
32.其中,渣土占自密实回填料的重量百分比为20%-40%,渣土是建筑废弃物的一种,在建筑工地现场获取的渣土属于土石混合的粗粒土,包括砖块、混凝土碎块和石块等,主要化学成分为硅酸盐和碳酸钙。在建筑工地现场获取的渣土需要进行筛分处理。木料、塑
料、布料、合金以及有机材料需要去除。特别是有机材料,因为有机物含量过高的话,将影响凝胶材料的固化作用,因此渣土中有机物质的含量不宜超过4%。另外,为了确保自密实回填料的均匀性,渣土中的最大粒粒径不宜超过60mm。
33.渣土占自密实回填料的重量百分比为30%-60%,砖粉也属于建筑废弃物的一种,主要是来源于旧建筑物的拆除。由于旧建筑物大多是砖混结构,因此建筑垃圾中废弃粘土砖占有一定的比重。目前对废弃粘土砖采用的处理方法主要是简单填埋或者是露天堆放,既污染环境又占用土地。而其实,砖粉是由优质黏土烧制而成,具有一定火山灰活性,具有一定的再利用空间。
34.另外值得一提的是,由于砖粉的主要成分包括s i o2,有利于水泥水化反应。在砖粉的细粉颗粒的作用下,可以使得同样量的水泥生成水化硅酸钙(c-s-h凝胶)时更有优势,水泥作为胶凝材料的效能得到保证,也就可以减少水泥的使用,有利于降低成本。
35.在本发明的其他实施例中,包括砖粉、渣土在内的其他建筑废弃物,例如玻璃渣,以及其他工业加工的废弃物,例如钢渣、矿渣,同样可作为骨料加入到自密实回填料的配比中。
36.凝胶材料通常由除骨料、水、外加剂以外的其它矿物掺合料组成,本实施例中所使用的凝胶材料是水泥、矿渣微粉以及粉煤灰。
37.其中,水泥可以选择采用po42.5硅酸盐水泥。其粒径分布曲线由激光衍射粒度分析仪测定。而在水泥中掺入粉煤灰有利于提高凝胶材料性能发挥的稳定性,有利于降低水化热。并且掺入了粉煤灰的水泥在淡水中的浸析速度在标准范围之内,当其用于管道回填用材料时,可以保证管道回填用材料耐地下水腐蚀能力。
38.矿渣微粉具有潜在水化活性,并在与水泥混合时,被水泥水化产生的氢氧化钙激发,形成水合硅酸钙。水合硅酸钙能够自主的填补与水泥颗粒的缝隙中,保证水泥的致密度以及水泥的固化硬度。
39.外加剂是为改善自密实回填材料性能所添加的减水剂、引气剂、早强剂、缓凝剂、泵送剂、防冻剂、速凝剂、膨胀剂、防水剂和阻锈剂等的总称。其主要作用在于使得自密实回填料具有理想的流动性、固化速度、防冻性等性能。以流动性为例,未加入外加剂之前的材料颗粒表面因带有异性电荷使颗粒之间产生缔合作用,因此,将近三分之一的水量被包裹在颗粒物之中而无法自由流动,从影响了自密实回填料的流动性。而加入外加剂之后的材料颗粒表面将均带有负电荷,形成静电排斥作用,促使颗粒物分散,释放原本被包裹在颗粒之中的水量,使其参与流动,有利于自密实回填料的流动性。
40.外加剂可以是多环芳香族硫酸盐的水溶液和/或水溶性树脂磺酸盐,优选为蒽系硫酸盐、萘系硫酸盐的水溶液,进一步优选为30%浓度的蒽系硫酸盐,本实施例中,若非特别说明,所使用的多环芳香族硫酸盐均为30%浓度的蒽系硫酸盐。
41.另外,本实施例中使用的外加剂中,还可以具有由三羧酸类化合物,和/或氯化锌构成的成分b,或是由甲酸钙,和/或铝酸钙构成的成分c。因为本发明中提供的自密实回填料中,水分占据一定比例,使自密实回填料强度在0.20mpa-2.00mpa的区间内。不过含水量越大的自密实回填料凝固所需要的时间越长,不利于排水管道快速回填施工的要求。因此,为了调节自密实回填料凝固所需要的时间,可适当加入可以减短凝固时间的三羧酸类化合物,和/或氯化锌。
42.第二实施例
43.本实施例提供了一种自密实回填料的制造系统,主要包括自密实回填料生产装置50,自密实回填料生产装置50主要用于利用下述各部件输送来的各配料而制造自密实回填料,更具体地,如图1以及图2所示,制造系统具有料仓10,优选地,料仓10可以设置有多个(在图2中示出一个料仓10)并与自密实回填料生产装置50分别连通,各料仓10内可分别容纳有砖粉、渣土、玻璃渣、矿渣中的任意种材料。此处的连通是指能够接收来自料仓10的材料即可,并非限定为直接连通。
44.进一步地,可设置多个料仓10与自密实回填料生产装置50之间通过传送带14连通,考虑到料仓10内的砖粉、渣土、玻璃渣及矿渣等材料粒径较小,采用开放式传送带会导致粉尘在传送过程中上扬,污染环境,本实施例中采用密封传送带对料仓10内原料进行传送。为便于精确控制料仓10的给料量,在传送带14上设置有第一计量装置13,第一计量装置13能够对料仓10在任意时间段内的给料量进行计量,可通过第一计量装置13的计量数据对传送带14的传送速度进行控制,以满足对料仓10内物料的具体给料需求。
45.具体地,料仓10可包括有原料存储间11以及上料间12,制造系统还包括与料仓10连通的卸料间60,在原料存储间11、上料间12以及卸料间60各设置有粉尘采集点(引风机),使得卸料间60、原料存储间11以及上料间12中的压力能够设定为负压,卸料间60设置为双层密闭,且卸料间60与原料存储间11之间设置有地下通道,地下通道内设置有连接卸料间60与原料存储间11的卸料传送带,卸料传送带设置有卸料计量装置。
46.进一步地,物料运输至卸料间60进行卸料,卸下的物料进一步通过传送带14传送至原料存储间11。对原料存储间11内的物料进行使用时,物料优先通过传送带14进入上料间12,并通过上料间12传送至自密实回填料生产装置50内。在卸料间60进行卸料时、原料存储间11内物料存储时以及上料间12进行传送时都会产生粉尘,为避免粉尘逸散,卸料间60设置有两个间隔15米的密封门体,保证对粉尘的封闭。且设置有地下通道,并将负责运送物料的卸料传送带设置于地下通道内,卸料口设置于卸料传送带上方,卸料传送带上设置有卸料计量装置,不仅能够对卸料传送带上负载的物料重量进行测量警告,还能够记录物料存储至原料存储间11内的总量。还通过设置粉尘采集点(引风机),实现卸料间60、原料存储间11以及上料间12的微负压,使粉尘能够随负压气流集中于出气口,并在出气口设置有除尘器,对集中的粉尘进一步进行收集并传送至泥浆池70内进行回收利用。
47.具体地,制造系统还包括多个筒仓20,各筒仓20内分装有水泥、矿渣微粉以及粉煤灰,且各筒仓20与自密实回填料生产装置50连通。
48.进一步地,筒仓20与自密实回填料生产装置50通过筒仓管道23连通,筒仓管道23上设置有第二计量装置21,通过第二计量装置21能够对筒仓20向自密实回填料生产装置50输送的给料量进行计量,并设置有管理水泥或/与矿渣微粉或/与粉煤灰的传送速度的第一放料阀22,通过第二计量装置21对筒仓20内物料的计量,控制第一放料阀22以控制水泥或/与矿渣微粉或/与粉煤灰的给料量,以影响水泥或/与矿渣微粉或/与粉煤灰在自密实回填料生产装置50内所占总重量的比值,满足自密实回填料的配比要求。
49.具体地,制造系统还包括储罐30,储罐30与自密实回填料生产装置50之间可设置有水罐40,且水罐40分别与密实回填料生产装置以及储罐30连通。
50.进一步地,储罐30内容纳有外加剂,外加剂优先传送至水罐40内,与水混合形成外
加剂的水溶液,并将外加剂的水溶液经水罐40传送至自密实回填料生产装置50。为控制外加剂的水溶液的浓度,设置有第三计量装置31以及第二放料阀32,外加剂被输送至水罐40的过程中,需经由第三计量装置31对外加剂的给料量进行计量,并由第二放料阀32控制外加剂的给料量,实现在水罐40内配置所需要浓度的外加剂的水溶液。
51.具体地,制造系统还包括清水池80,清水池80与水罐40连通,清水池80的清水经由设置的第四计量装置81被输送至水罐40,水罐40与自密实回填料生产装置50连通的运输外加剂水溶液的管道上设置有第三放料阀41。
52.进一步地,水罐40中的水由清水池80供给,并通过第四计量装置81对水的给料量进行计量,以与第三计量装置31获得的数据进行联动控制而配置所需的外加剂水溶液,即外加剂的给料量以水的给料量为标准进行配比。配置好的外加剂水溶液通过第三放料阀41的启闭控制外加剂水溶液传送的开始或停止,提高制造系统的配比精度。
53.具体地,制造系统还包括上述的泥浆池70,泥浆池70内容纳有工程泥浆72。在上料及卸料过程中,卸料间60、原料存储间11以及上料间12会出现上扬粉尘,通过粉尘采集点(引风机)形成的负压气流对上扬粉尘进行收集。同时,还包括收集来自筒仓20向自密实回填料生产装置50输送水泥或/与矿渣微粉或/与粉煤灰的过程中会出现的上扬粉尘、以及收集自密实回填料生产装置50接收各装置输送的物料时与制造自密实回填料的过程中会出现的上扬粉尘。自各装置收集后的粉尘统一或分别传送至泥浆池70内混合。
54.进一步地,泥浆池70能够对粉尘进行无公害处理,且混合后的工程泥浆72还可作为自密实回填料的骨料进行使用。在处理粉尘之外,泥浆池70还可作为对制造系统作业时所产生的污水,以及雨水或生活用水进行回收利用,进一步提高制造系统的资源利用率。
55.具体地,在卸料间60、原料存储间11、上料间12、筒仓20以及自密实回填料生产装置50中的任意方设置有除尘器,通过除尘器对粉尘进行收集。
56.进一步地,考虑到在卸料间60、原料存储间11、上料间12、筒仓20以及自密实回填料生产装置50在作业时,均会发生粉尘上扬的问题,为解决粉尘污染,提高粉尘回收效率,在以上空间内各设置有除尘器,保证各空间内的除尘效果,并且能够实现分别控制对各空间内除尘,降低部分除尘器的无效运行时间,提高除尘收集率。本实施例中,除尘器可以采用布袋除尘器,将收集的粉尘通过过滤材料进行收集。
57.具体地,多个筒仓20围绕自密实回填料生产装置50设置,泥浆池70设置在自密实回填料生产装置50与上料间12之间。
58.进一步地,多个筒仓20以自密实回填料生产装置50为中心,向自密实回填料生产装置50的四周辐射的方向进行设置,制造系统的占地面积更加集中,方便整体设备的管理维护。泥浆池70设置在自密实回填料生产装置50与上料间12之间,缩短了自密实回填料生产装置50与上料间12的粉尘回收至泥浆池70内所需传送的距离,提高粉尘回收的效率。
59.第三实施例
60.如图1以及图4、图5所示,本实施例提供了一种年产能900000吨的自密实回填料制造系统,车间总占地面积为6500m2,系统主要包括:料仓10、筒仓20、储罐30、水罐40、自密实回填料生产装置50、卸料间60、泥浆池70、清水池80,且本系统优选地设置有一体化封闭厂房,各设施均设置于封闭厂房内部。
61.进一步地,如图4所示,料仓10主要包括原料存储间11以及上料间12,其中原料存
储间11优选地共设置有8个,各原料存储间11的大小大体相同,约为200m3,砖粉、渣土、玻璃渣、矿渣等其他废弃料等作为自密实回填料生产所需的骨料,并根据需要而分别存放于不同的原料存储间11内。储存作业时采取间歇操作的方式,在同类型的原料存储间11进行轮换。具体地,另设有分料输入皮带,分料输入皮带的上料端与卸料间60相连,卸料端有多个,分别与各原料存储间11连通。
62.本实施例中,上料间12优选地设置为地垄上料口,包括电动控制阀和自动门,可通过控制自动门进行开启或关闭,以控制地垄上料口上料。各上料间12的大小大体相同,约为80m3,共设置有8个且各上料间12与各原料存储间11对应进行设置。
63.本实施例中,料仓10还包括传送带14以及第一计量装置13,骨料自上料间12经由传送带14向自密实回填料生产装置50传送,并由第一计量装置13在传送带14传送过程中进行计量。第一计量装置13包括:秤斗、传感器以及振动器,并根据需要设置于传送带14,骨料受第一计量装置13计量后直接输送至自密实回填料生产装置50。
64.进一步地,各原料存储间11与卸料间60连通,并通过卸料间60对各原料存储间11内进行上料,卸料间60设置有半地下卸料口以及卸料传送带,卸料传送带与半地下卸料口连接并设置有卸料计量装置,包括废弃砖粉、废弃渣土、废弃玻璃渣以及废弃矿渣的骨料采用汽运方式运至厂区后,倾泻至半地下卸料口内并上料至卸料传送带,经卸料计量装置计量后通过卸料传送带再将骨料传送至分料输入皮带的上料端。
65.进一步地,生产系统还包括多个筒仓20,筒仓20用于粉煤灰、矿渣微粉以及水泥的临时储存,优选地筒仓20设置有8个(图4中示出4个),各筒仓20大小大体相等,单个筒仓容积约为210m3,其中设有2个筒仓20为备用筒仓,正常情况下不进行粉煤灰、水泥或矿渣微粉的储存。
66.具体地,矿渣微粉、水泥以及粉煤灰均采用密闭罐车运输至厂内,通过密闭加压管道气力输送至筒仓20内暂存。各筒仓20底部设置有螺旋输送机,对水泥或/与矿渣微粉或/与粉煤灰向自密实回填料生产装置50内进行输送。筒仓20可以包括2个水泥筒仓与2个矿渣微粉筒仓以及2个粉煤灰筒仓,各筒仓20均直接以管道与自密实回填料生产装置50连通,并以自密实回填料生产装置50为中心,大体等距地环绕于自密实回填料生产装置50的四周,使各筒仓20至自密实回填料生产装置50的距离大大缩短,且各筒仓20的零部件规格相同,工件设计生产时间降低,替换方便。
67.进一步地,在筒仓20与自密实回填料生产装置50之间设置有第二计量装置21与第一放料阀22,第二计量装置21设置于筒仓20与自密实回填料生产装置50连通的管道上,具体包括:秤斗、传感器以及振动器。第二计量装置21在筒仓20内的物料被螺旋输送机传送时启动,对筒仓20物料的给料量进行计量。第一放料阀22用于控制筒仓20物料的传送速率。可通过调节第一放料阀22的阀门启闭,控制筒仓20物料的给料量。
68.本实施例中,制造系统还包括容纳有外加剂的储罐30,储罐30有4个,容量均为10m3,其中2个储罐30作为备用储罐,日常生产过程中不投入使用。本实施例所采用的外加剂为聚羧酸盐溶液,包装方式以吨桶包装并采用运输车运至厂内,利用液体泵将外加剂移至储罐30内。两个储罐30直接与水罐40连通,储罐30内的外加剂优先被运送至水罐40中进行混合搅拌为外加剂水溶液,再对外加剂水溶液进行传送至自密实回填料生产装置50。两个储罐30与水罐40连通之间设置有第三计量装置31以及第二放料阀32,第三计量装置31包
括:秤斗、传感器以及管道泵,用于计量外加剂向水罐40在任意时间段内的给料量,可通过调节第二放料阀32的阀门启闭,提高或降低外加剂的传送速率,提高需要配置的外加剂水溶液的浓度精度。同时在水罐40与自密实回填料生产装置50连通的管道之间设置有第三放料阀41,通过第三放料阀41可控制外加剂水溶液的给料量。
69.进一步地,制造系统还包括清水池80,清水池80中清水可通过管道泵送至水罐40,在管道上设置有第四计量装置81,第四计量装置81包括:秤斗、供水水泵以及增压水泵,通过第四计量装置81可计量清水池80向水罐40内输送的水溶液给料量,并进一步控制第二放料阀32调整外加剂的给料量,提高外加剂水溶液的浓度精度。在水罐40与自密实回填料生产装置50连通的管道上设置有第三放料阀41,以控制外加剂水溶液在自密实回填料生产装置50中的给料量。
70.生产主机区主要包括自密实回填料生产装置50,自密实回填料生产装置50设有未图示的进料口与未图示的出料口,其中进料口直接与各物料传送装置对应设置连通,并相对于外界形成密闭空间,各物料通过计量后,经由进料口进入并在自密实回填料生产装置50内进行混合,混合充分后利用出料口直接装料至运输车外运出厂。
71.在封闭厂房外设置有控制装置51,控制装置51主要包括工控计算机、电控柜、电控台以及各电器元器件,其中控制装置51与第一计量装置13、第二计量装置21、第三计量装置31以及第四计量装置81通信连接,并可控制传送带14、第一放料阀22、第二放料阀32以及第三放料阀41的运转。
72.通过控制装置51对各计量装置计量的给料量,使控制装置51对自密实回填料生产装置50内各物料配比进行统计,并在自密实回填料生产装置50未达到装填量前,联合对传送带14速度、第一放料阀22、第二放料阀32以及第三放料阀41的启闭控制,进而分别影响各物料的在单位时间内向自密实回填料生产装置50的给料量,实现精准高效的给料配比。
73.如图3所示,本系统还包括除尘系统,除尘系统用于对各装置在储存、上料以及配料的过程中产生的粉尘进行收集并处理,提高厂房内的空气质量。本系统中废气分为骨料卸料后输送至原料储存间11的粉尘以及各配料上料至自密实回填料生产装置50和筒仓20上料所产生的粉尘共两个部分。
74.具体地,粉尘可由产生源分为:
75.g1,原料存储间11进行骨料向上料间12上料时以及传送带14由上料间12向自密实回填料生产装置50上料时形成存储卸货粉尘g1。
76.g2,卸料间60向原料存储间11内时会产生卸货粉尘g2。
77.g3,骨料经由上料间12被传送带14输送时所称生的上料粉尘g3。
78.g4,自密实回填料生产装置50中的粉尘来源分为两部分,其一由各配料进入搅拌机后,由于高差引起粉尘;其二由搅拌过程中,未与水接触的干料因机械搅动而产生粉尘,这两部分粉尘合称混合粉尘g4。此外各装置对向自密实回填料生产装置50内输送的物料进行称量时也会产生称量粉尘。
79.g5,矿渣微粉、水泥以及粉煤灰卸料至筒仓20以及矿渣微粉、水泥以及粉煤灰由筒仓20向自密实回填料生产装置50上料时形成筒仓粉尘g5。
80.针对存储卸货粉尘g1、卸货粉尘g2、上料粉尘g3、混合粉尘g4、筒仓粉尘g5。除尘系统在各装置内均设有响应的粉尘处理设施。
81.具体地,在自密实回填料生产装置50与原料存储间11之间设有泥浆池70,泥浆池70中可容纳工程泥浆72,工程泥浆72可以用于自密实回填料的生产,并且泥浆池可收纳来自各装置的粉尘,实现粉尘回用以及环保的双重有益效果。本实施例中,泥浆池70容积达1000m3,由于工程泥浆72在沉淀过程中会有砂石在底部堆积,因此泥浆池70的深度中预留有堆积深度。泥浆池70内存储有工程泥浆72,工程泥浆72来源可分别为如地铁开挖施工,土建施工,基坑施工,水利工程建设等等产生的泥浆,以上所述的工程泥浆72经车辆运输至厂区内,卸料至泥浆池70内进行暂存。此外其他各装置内产生的粉尘统由管道传送至泥浆池70内。泥浆池70内设有泥浆泵71,可通过泥浆泵71将工程泥浆72输送至自密实回填料生产装置50,实现粉尘回用,且通过控制泥浆泵71的传送速度,可对工程泥浆72的给料量进行计量。
82.进一步地,卸料间60设有与泥浆池70连通的送尘管道。
83.具体地,卸料间60设置为双层密闭,两层密闭之间距离约为15m,即卸料间60外围设置缓冲区域,骨料运输车辆进入缓冲区后,缓冲区进出口门自动关闭,实现第一层密闭。车辆经缓冲区进入卸料间60,卸料间60进出口自动关闭后,实现第二层密闭,骨料运输车在卸料间60开始卸料,且卸料间60进出口设置有水雾降尘装置,水雾降尘装置效率可达50%,进一步防止粉尘由卸料间60中逸出的可能性。另外由于卸料间60为封闭厂房,可依靠封闭厂房对粉尘进行阻挡,封闭厂房对剩余的粉尘的消减效率可达70%。卸料间60与原料存储间11之间设置有地下通道,地下通道内设置有连接卸料间60与原料存储间11的卸料传送带,卸料传送带设为封闭传送带以进一步的减少骨料由卸料间60至原料存储间11的运输过程中产生的粉尘。卸料间60还可设置粉尘采集点(引风机),将卸料间60内部设置为微负压,卸货粉尘g2通过负压气流被收集至负压通风口,经负压收集的效率达到95%。收集后的卸货粉尘g2再经布袋除尘净器化处理,布袋除尘净器对卸货粉尘g2的净化效率可达99%,以提高卸货粉尘g2的回收利用率。净化处理后的卸货粉尘g2通过送尘管道排至泥浆池70,使卸货粉尘g2回用于生产。本实施例中,卸料传送带的宽度为1m,且通过对卸货粉尘g2的产生速率计算,卸料间60的支管风量设定为4000m3/h。
84.进一步地,原料存储间11设有与泥浆池70连通的送尘管道。
85.具体地,原料存储间11同属封闭厂房,且可内置有粉尘采集点(例如是引风机),通过粉尘采集点(例如是引风机)使正在卸料的原料存储间11内形成微负压,微负压状态下对存储卸货粉尘g1的收集效率可达95%,将存储卸货粉尘g1收集并经布袋除尘器净化,布袋除尘器对存储卸货粉尘g1的净化效率可达99%,对净化处理后的卸货粉尘g1通过送尘管道排至泥浆池70回用于生产,通过对存储卸货粉尘g1的处理速率计算,原料存储间11的卸料各支管合计风量可达为8000m3/h。
86.进一步地,上料间12设有与泥浆池70连通的送尘管道。
87.具体地,上料间12紧邻原料存储间11并与原料存储间11连通且同属于封闭厂房结构。在上料口上方设置有未图示的吸气口,吸气口配置有粉尘采集点(引风机),可通过粉尘采集点(引风机)将上料间12设置为微负压,上料粉尘g3经负压收集的效率可达到95%,进一步将上料粉尘g3收经布袋除尘器净化,净化效率可达99%。上料粉尘g3在净化处理后通过送尘管道排至泥浆池70回用于生产,上料口上料各支管设定功率为合计风量4000m3/h。
88.进一步地,自密实回填料生产装置50与泥浆池70之间设置有连通的送尘管道。
89.具体地,自密实回填料生产装置50包括全封闭主机室,主机室由彩钢夹芯板为主体,进出口设有水雾抑尘装置,并设置有强制收尘装置,使整个主机室能够负压集尘。
90.更进一步地,强制收尘装置包括粉尘采集点(引风机),粉尘采集点(引风机)设置于自密实回填料生产装置50的顶部,粉尘经粉尘采集点(引风机)收集后输送至后续除尘装置,经由布袋除尘器进行密闭收集并净化。在封闭主机室内进行粉尘收集处理可对粉尘控制效率提高至99%。而剩余少量未捕获的粉尘可在封闭的主机室内自然沉降,不会逸出主机室外,造成粉尘污染。
91.进一步地,还设置有除尘管道使筒仓20与泥浆池70连通。具体地,各筒仓20顶部均配有粉尘采集点(引风机)以及仓顶除尘器,在卸料及上料至自密实回填料生产装置50的过程中,各筒仓20皆负压且密闭操作,使产生的粉尘均处于筒仓20内部,并经粉尘采集点(引风机)以及仓顶除尘器进行收集净化。粉尘采集点(引风机)以及仓顶除尘器对筒仓粉尘g5的控制效率可达99%,处理后的筒仓粉尘g5通过管道排至泥浆池70,四个筒仓20合计风量设定为2000m3/h。
92.进一步地,在各除尘管道与泥浆池70之间设置有末端除尘装置90。
93.具体地,连通各装置的除尘管道汇总到一处,并接通末端除尘装置90。末端除尘装置90采用旋风除尘器与布袋除尘器相结合的方式进行除尘处理。其中,初道采用旋风除尘器去除大部分粉尘,旋风除尘效率一般为60%~70%,本系统保守取60%,而布袋除尘器的除尘效率一般可达到99.5%,本系统保守取99%。则综合计算后,末端粉尘废气治理综合效率可达99.6%。
94.更进一步地,本系统还包括废水处理系统以及固废处理系统。
95.具体地,废水可包括:对主机室内搅拌主机设备进行冲洗,产生设备冲洗废水w1;配套设置的研发试验室内,对各器材进行清洗,产生研发试验清洗废水w2;运输骨料及其他辅料的车辆出场前进行清洗产生的车辆冲洗废水w3;厂区内的地面、实验室内地面等清洗产生地面冲洗废水w4;配套设置的厨房使用所产生的含油废水w5;生活污水w6。
96.针对w1-w4,可通过废水处理系统进行收集,并通过管道排放至泥浆池70,与工程泥浆72混合作为生产原料回收利用。本实施方式中,在主机室、研发试验室、车辆冲洗区域以及厂区路面下均设置有地下废水收集水道,水道与泥浆池70连通。w1-w4在产生后由于地势自动汇流至水道内,并由水道流向泥浆池70并在泥浆池70内进行自然沉降处理。泥浆池70内沉降后的上层清水可通过溢流口流入清水池80,清水池80内清水可用于生产设备、车辆以及厂区地面的清洗所需用水。w5可经过隔油池隔油后纳管排放,w6可直接纳管排放,w5,w6中经处理能够达到生活污水标准,纳入污水收集管道进行统一处理。通过废水处理系统,可对本系统内产生的绝大多数污水进行回用,少量污水通过纳管排放,基本实现污水处理并循环使用的环保效果。
97.固态废弃物可包括:s1:实验室用炉渣、废旧玻璃、废弃煤渣、废砖、添加剂、水泥等拆包;s2:新型自密实回填料的配方研究实验产生的废样品;s3:产品质检产生的废样品;s4:沉渣;s5:厂区清扫;s6:布袋除尘器未收集的粉尘;s7:布袋除尘器更换的滤袋;s8:废矿物油;s9:废含油抹布;s10:餐厨垃圾;s11:废弃食用油脂;s12:生活垃圾。
98.针对s1、s2以及s7,可通过固废处理系统进行收集,并运输至物资回收单位进行物资处置;s3-s6,回用于生产;s8以及s9,可委托资质单位安全处置;s10可由至绿化市容单位
指定的废弃餐厨垃圾处置单位清运;s11可由绿化市容单位指定的废弃食用油脂处置单位清运;s12委托环卫部门清运。
99.通过除尘系统、废水处理系统以及固废处理系统配合,对本系统及配套设施各类排污量进行综合计算,其中对粉尘废气去除率达到99.6%;对各类废水能够做到有效无害化处理;对危险废弃物、一般工业固态废弃物、生活垃圾、餐厨垃圾以及废弃食用油脂等能够百分百进行去除。使本系统能够到达较高的排污标准,实现环保减排目标。
100.且通过对本系统中各装置进行监测,本系统中的各音量频率均处于国家标准范围内,并无噪音污染产生。
101.本领域技术人员应当领会,在本发明的示例性实施例的描述中,出于精简本公开和辅助对各个发明性方面中的一个或多个的理解的目的,本发明的各个特征有时被一起编组在单个实施例、附图或其描述中。然而,这种公开的方法不应被解释为反映所要求保护的本发明需要比每项权利要求中所明确记载的更多特征的意图。相反,如所附权利要求反映的,各发明方面可以存在比单个前述公开的实施例的全部特征更少的特征。因此,具体描述之后所附的权利要求由此被明确纳入该具体描述中,其中每一项权利要求独自作为本发明单独的实施例。
102.此外,尽管本文所描述的一些实施例包括其他实施例中所包括的一些特征但不包括其他实施例中所包括的其他特征,但是不同实施例的特征的组合旨在落在本发明的范围内,并且形成如将由本领域技术人员所理解的不同实施例。例如,在所附的权利要求书中,所要求保护的实施例中的任何实施例均可以任何组合来使用。
103.应当注意的是,在描述本发明的某些特征或方面时,特定术语的使用不应当用来暗示该术语在本文中被重新定义以受限于包括与所述术语相关联的本发明的特征或方面的任何特定特性。
104.在本文所提供的描述中,阐述了众多具体细节。然而应理解,在没有这些具体细节的情况下也可实践本发明的实施例。在其他实例中,公知的方法、结构和技术未被详细示出以免模糊本描述的理解。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1