矩形沉槽保温块加工装置及其加工方法与流程
1.本发明涉及保温板切割设备技术领域,特别是一种矩形沉槽保温块加工装置及其加工方法。
背景技术:
2.蒸压加气混凝土因质轻、多孔是一种优良的自保温材料,但因为含水的原因, 其保温隔热能力大打折扣,为充分发挥蒸压加气混凝土砌块的保温性能,技术人员在加气混凝土砌块中增设空气隔热沉孔槽的方式增强其保温、隔热性能,进而达到目前建筑物要求的保温节能指标。
3.现有的开槽方式主要有二种方式:第一种是在生产砌块的过程中形成保温槽;第二种为在成品砌块上利用设备开设沉槽;第一种方式不具备大规模生产的优势,蒸压加气混凝土砌块为大模框化生产方式,沉槽生产采用模具生产,模具数量多、结构复杂,模具须插入砌块胚体中,待料浆稠化有一定强度后,将模具取出。但砌块胚体在蒸养前强度很低,稍有大的振动会使胚体产生损坏或暗伤,但蒸压加气混凝土生产过程复杂,程序繁多。所以使该产品成品率很低,生产成本高。
4.第二种后开槽模式,主要利用钻头、链锯开槽方式,利用钻头伸入到砌块内部一定深度后,进而沿沉槽方向运动开设沉槽。但由于砌块含有大量的石英材料,开槽难度很大,钻头及链锯磨损快,须频繁更换钻头或链条,无法长时间连续生产。使用钻头开槽时,由于主要利用钻头侧面开槽行进,钻头磨损严重,一但钻头磨损,开槽行进速度变慢,会迟缓于钻床的行进速度,会造成钻头及砌块的损坏,同时会造成设备的损坏。利用链锯同样存在链条磨损严重,生产成本过高的问题,同时由于链锯需要齿轮及轴承传动,而链锯的轴承厚度小,开槽升温过高及粉尘的进入,损坏严重,无法进行规模工业化生产。
技术实现要素:
5.本发明的目的在于针对以上现有技术的不足,提供一种矩形沉槽保温块加工装置及其加工方法,利用大型多组合锯片组开设弧形孔,多组多边型链型锯组除掉大内弧度,达到开设方形或矩形孔洞的目的。
6.本发明所提供的一种矩形沉槽保温块加工装置,包括输送机构;其特征在于:所述的输送机构上安装有开槽机构,所述的开槽机构包括进给总成和圆锯开槽总成;所述的进给总成的下端安装有多组圆锯开槽总成,圆锯开槽总成包括圆形锯片和传动轴;进给总成与传动轴转动配合,传动轴与圆形锯片连接;所述圆锯开槽总成的传动轴通过传动机构与动力装置连接。
7.进一步的,所述的进给总成包括进给外机架和进给内机架,进给内机架安装在进
给外机架的内部,进给内机架与进给外机架滑动配合,所述的进给外机架上安装有升降装置,进给外机架与进给内机架通过升降装置连接。
8.进一步的,所述的进给内机架与进给外机架滑动配合方式为,进给外机架上安装有导轨,进给内机架上安装有轨道轮,导轨放置在轨道轮的轮槽内。
9.进一步的,所述的输送机构还安装有除弧机构,除弧机构包括进给总成和链锯开槽总成,所述的除弧机构的进给总成的下端安装有多组链锯开槽总成,链锯开槽总成包括传动轴、支撑架和链状锯条,进给总成与传动轴转动配合,传动轴上安装有主动切割链轮,进给总成上安装有支撑架,支撑架的下端安装有导向装置,链状锯条分别与主动切割链轮、导向装置相配合,形成一个完整的链锯;所述的链锯开槽总成的传动轴通过传动机构与动力装置连接。
10.进一步的,所述的支撑架包括支撑板和连接板,连接板与多个支撑板垂直连接,支撑板的下端安装有导向装置,导向装置包括两个或多个从动切割链轮,链状锯条的端部与两从动切割链轮相配合。
11.进一步的,所述的输送机构包括输送架、传动辊和输送链条,输送架上依次与多个传动辊的辊轴转动配合,多个传动辊呈线性均匀的排布在输送架上,输送架两端的传动辊的两端分别安装有输送链轮,输送架同一侧的两输送链轮通过输送链条连接,输送链条的上半部分高度高于传动辊的最上端。
12.进一步的,所述的进给内机架的上端设有开口,开口处通过螺旋伸缩管与除尘装置连接。
13.一种基于矩形沉槽保温块加工装置的加工方法,包括如下步骤:(1)将保温砌块放置在输送机构的输送链条和传动辊上,启动输送机构,电动机输送链轮带动输送链条运动,输送链条带动保温砌块运动;(2)保温砌块运动到开槽机构的圆锯开槽总成的位置的下方,启动开槽机构,首先启动开槽机构的圆锯开槽总成,启动电动机,带动圆形锯片转动,继而启动进给总成,启动进给总成,带动进给内机架向下运动,使圆形锯片在下降过程中对保温砌块进行开槽作业;(3)当开槽机构完成开槽作业后,使开槽机构复位,启动输送机构,输送机构将保温砌块输送到除弧机构的链锯开槽总成的下方,启动除弧机构,首先启动除弧机构的链锯开槽总成,启动电动机,带动主动切割链轮转动,主动切割链轮通过两从动切割链轮带动链状锯条运动,继而启动进给总成,带动进给内机架向下运动,使链状锯条的下端在下降过程中对保温砌块的弧形槽底进行切割。
14.与现有技术相比较,本发明具有以下突出的有益效果:1、本发明采用多片、多组圆锯开槽设备,充分利用圆锯多齿的优势,加工速度快、可批量同时开槽,保证连续的工业化生产,通过调整圆锯组的布置方式,方便的一次加工成型隔热断桥;2、本发明的圆锯转速快、刀头切削能力强,砌块损伤小,产量高、成品率高;3、本发明的开槽总成主要利用自重由上到下切入到砌块中,没有刀具切削速度与总成升降速度不匹配的问题,没有对设备的损伤;4、保温砌块的沉槽由圆形锯片完成开设,当保温要求提高,沉槽的体积需要进一步加大时,仅使用链锯将圆弧部分除掉。由于链锯或钻头仅需拿掉弧度部分,工作量小,可
大幅度提高链锯及钻头的使用寿命。同时由于仅除掉大弧度部分,进而保证砌块的整体抗压强度不受大影响。
附图说明
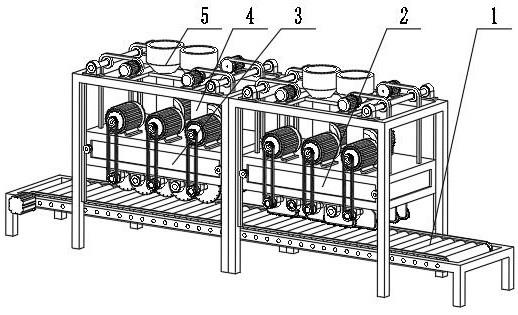
15.图1是本发明的结构示意图。
16.图2是本发明的输送机构部分的结构示意图。
17.图3是本发明的开槽机构部分的结构示意图。
18.图4是本发明的圆锯开槽总成部分的结构示意图。
19.图5是本发明的除弧机构部分的结构示意图。
20.图6是本发明的链锯开槽总成部分的结构示意图。
具体实施方式
21.下面结合说明书附图和具体实施方式对本发明进一步说明。
22.如图1所示,本发明包括输送机构1、开槽机构3和除弧机构2。
23.如图2所示,所述的输送机构1包括输送架11、传动辊14和输送链条13,输送架11上依次与多个传动辊14的辊轴转动配合,多个传动辊14呈线性均匀的排布在输送架11上,输送架11两端的传动辊14的两端分别安装有输送链轮12,输送架11同一侧的两输送链轮12通过输送链条13连接,输送链条13的上半部分高度高于传动辊14的最上端,从而保温砌块放置在输送链条13和传动辊14上输送。
24.所述的输送链轮12与电动机的电机轴连接,电动机能够通过输送链轮12带动输送链条13运动。
25.所述的输送机构1上依次安装有开槽机构3和除弧机构2。
26.如图3和4所示,所述的开槽机构3包括进给总成6和圆锯开槽总成31,进给总成6包括进给外机架62和进给内机架61,进给内机架61安装在进给外机架62的内部,进给内机架61与进给外机架62滑动配合,其滑动配合方式为;进给外机架62上安装有导轨,进给内机架61上安装有轨道轮,导轨放置在轨道轮的轮槽内,从而实现滑动配合。
27.所述的进给外机架62的上端安装有卷扬装置,卷扬装置的牵引绳与进给内机架61连接。
28.本实施例中,所述的进给外机架62与进给内机架61之间通过伸缩杆连接,当启动伸缩杆后,能够带动进给内机架61升降运动。
29.本实施例中,所述的伸缩杆为液压缸、气缸或电动伸缩杆。
30.本实例中,可以使用电动机驱动链条带动内抬升架升降运行。
31.所述的进给外机架62上安装有定位齿条、进给内机架61上与定位齿轮转动配合,定位齿轮与定位齿条相啮合,当进给内机架61相对于进给外机架62运动时,定位齿轮能够沿定位齿条滚动。
32.所述的进给内机架61的下端安装有多组圆锯开槽总成31,圆锯开槽总成31包括圆形锯片311和传动轴,传动轴与进给内机架61转动配合,传动轴上安装有多个组圆形锯片311,传动轴通过传动机构与电动机连接,当电动机转动时,能够通过传动轴带动圆形锯片311转动,从而对保温砌块切槽。
33.本实例中,单孔位置的圆形锯片311可以是一片、二片也可以用多片组装成单组锯片,用于开一个沉槽。
34.本实施例中,所述的传动机构包括链传动机构、带传动机构或齿轮传动机构。
35.在其它的优选实例中,圆锯开槽总成31、链锯开槽总成21的下部安装有导轨,开槽机构3、除弧机构2可沿轨道水平运行,与固定在主体架4上的承托板62对应。
36.所述的进给内机架61的上端设有开口,开口处通过螺旋伸缩管4与除尘装置5连接,除尘装置5为现有技术,其具体结构不再赘述。圆形锯片311切割产生的粉末会通过螺旋伸缩管4吸入除尘装置5中。
37.如图5和6所示,所述的除弧机构2包括进给总成6和链锯开槽总成21,除弧机构2的进给总成6和开槽机构3的进给总成6结构相同,所述的除弧机构2的进给内机架61的下端安装有多组链锯开槽总成21,链锯开槽总成21包括传动轴、支撑板212、连接板215和链状锯条211,进给内机架61上与多个传动轴通过轴承转动配合,传动轴上安装有多个主动切割链轮213,进给内机架61,上安装有多个连接板215,连接板215与多个支撑板212垂直连接,主动切割链轮213与支撑板212相对应,支撑板212上安装有两从动切割链轮214,链状锯条211与主动切割链轮213、两个或多个从动切割链轮214相配合,从动切割链轮214之间的链状锯条211呈线状,形成切割部,传动轴通过传动机构与电动机连接,当电动机转动时,能够通过传动轴带动主动切割链轮213转动,主动切割链轮213通过两从动切割链轮214带动链状锯条211运动,从而切除保温砌块沉槽内的弧形结构。
38.所述的从动切割链轮214采用小尺寸链轮,链状锯条211在与从动切割链轮214配合时,能够形成较小的弧形,从而在切割过程中,能够形成较小的圆弧。
39.所述的圆锯开槽总成31和链锯开槽总成21位于输送机构1的上方。
40.本实施例中,所述的电动机也可以为液压马达等其它动力机构。
41.一种多排矩形隔热沉槽保温砌块加工设备的加工方法,包括如下步骤:(1)将保温砌块放置在输送机构1的输送链条13和传动辊14上,启动输送机构1,电动机输送链轮12带动输送链条13运动,输送链条13带动保温砌块运动;(2)保温砌块运动到开槽机构3的圆锯开槽总成31的位置的下方时,启动开槽机构3,首先启动开槽机构3的圆锯开槽总成31,启动电动机,带动圆形锯片311转动,继而启动进给总成6,启动进给总成6,带动进给内机架61向下运动,使圆形锯片311在下降过程中对保温砌块进行开槽作业;(3)当开槽机构3完成开槽作业后,使开槽机构3复位,启动输送机构1,输送机构1将保温砌块输送到除弧机构2的链锯开槽总成21的下方,启动除弧机构2,首先启动除弧机构2的链锯开槽总成21,启动电动机,带动主动切割链轮213转动,主动切割链轮213通过两从动切割链轮214带动链状锯条211运动,继而启动进给总成6,带动进给内机架61向下运动,使链状锯条211的下端在下降过程中对保温砌块的弧形槽底进行切割成平槽底。
42.需要说明的是,本发明的特定实施方案已经对本发明进行了详细描述,对于本领域的技术人员来说,在不背离本发明的精神和范围的情况下对它进行的各种显而易见的改变都在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1