一种无牛腿箱型钢柱可周转焊接平台支架及施工方法与流程
1.本发明涉及箱型钢柱高空焊接施工技术领域,尤其是涉及一种无牛腿箱型钢柱可周转焊接平台支架及施工方法。
背景技术:
2.钢结构建筑相比传统的混凝土建筑而言,用钢板或型钢替代了钢筋混凝土,强度更高,抗震性更好,并且由于构件可以工厂化制作,现场安装,因而大大减少工期。由于钢材的可重复利用,可以大大减少建筑垃圾,更加绿色环保,因而被世界各国广泛采用,应用在工业建筑和民用建筑中。
3.箱型钢柱作为现代建筑装配式钢结构的主要柱型之一,在用于较高建筑的支撑结构时,因受限于塔吊起重能力及运输限制,通常采用分节加工并进行现场吊装焊接的施工方法,因此需要在分节位置搭建焊接操作平台进行箱型钢柱的焊接接长施工,而目前高空焊接操作平台的支撑结构通常直接焊接在箱型钢柱上,不可周转,或者结构较为复杂,增大了施工成本,降低了施工效率。
技术实现要素:
4.为了解决以上技术问题,本发明提供一种无牛腿箱型钢柱可周转焊接平台支架,具有结构简单、拆装方便和支撑效果安全可靠的有益效果,实现了箱型钢柱焊接平台支撑结构的可周转,降低了后续的施工成本,提高了箱型钢柱焊接平台的施工效率。
5.为了达到上述目的,一方面,本发明采用的技术方案为:一种无牛腿箱型钢柱可周转焊接平台支架,包括箱型钢柱,箱型钢柱的四个侧面均设置有两个上下对应的固定卡扣,每两个上下对应的固定卡扣上安装有一个用于支撑焊接平台的支撑架。
6.通过采用四个支撑架通过上下相对设置的固定卡扣安装在箱型钢柱四个侧面的技术方案,实现了对焊接平台的稳定支撑,具有结构简单、拆装方便和支撑效果安全可靠的有益效果,实现了箱型钢柱焊接平台支撑结构的可周转,降低了后续的施工成本,提高了箱型钢柱焊接平台的施工效率。
7.作为优选,支撑架包括支架横杆、支架斜杆和支架立杆,支架横杆的一端焊接有上插板,支架斜杆的一端焊接有下插板,支架立杆的一端焊接于支架横杆底面近上插板处,另一端焊接于支架斜杆上表面近下插板处,支架斜杆远离下插板的一端与支架横杆底面远离上插板处焊接。
8.作为优选,固定卡扣由长方体钢板折弯成型,且固定卡扣的折弯成型处形成与上插板和下插板相适配的插槽,插槽两侧的钢板为固定卡扣的焊接耳。
9.通过采用三角形的支撑架结构,实现了支撑架稳定、坚固和耐压的有益效果,支架横杆和支架斜杆上设置插接在固定卡扣内的插板,固定卡扣焊接在箱型钢柱的侧面且插槽与插板相适配,支撑架采用插接的方式固定在箱型钢柱上,该连接方式保证连接稳定同时具有结构简单、拆装方便的有益效果,提高了箱型钢柱焊接平台的施工效率。
10.作为优选,上下对应设置的两个固定卡扣的间距与支架横杆的底部和支架斜杆底部的间距相适配。
11.作为优选,上插板和下插板均为长方体钢板,上插板与下插板均与支架横杆垂直,且上插板与下插板在竖直方向上共面。
12.作为优选,支架立杆与支架横杆垂直。
13.作为优选,支架横杆、支架斜杆和支架立杆均采用角钢。
14.通过支架横杆、支架斜杆和支架立杆均采用角钢的技术方案,保证支撑架的支撑强度的同时,尽可能的减轻了支撑架自身的重量,在一定程度上实现了便于焊接、安装、拆卸和周转的有益效果。
15.作为优选,上插板采用尺寸为225mm*80mm*20mm的钢板,下插板采用尺寸为250mm*80mm*20mm的钢板,固定卡扣采用尺寸为400mm*100*14mm的钢板折弯成型,上下相对设置的两个固定卡扣的间距为800mm。
16.另一方面,本发明提供了一种无牛腿箱型钢柱可周转焊接平台支架的施工方法,包括以下步骤:s1.选用8个尺寸合适的长方形钢板,均中间折弯制成8个固定卡扣;s2.在箱型钢柱每个面需焊接部位以下1.5m的中心处焊接固定卡扣,使得固定卡扣插槽的槽向竖直向下;s3.在箱型柱每个面需焊接部位以下2.3m的中心处焊接固定卡扣,使得每个侧面的两个固定卡扣插槽上下对准;s4.选用12根尺寸合适的角钢作为支架横杆、支架斜杆和支架立杆,并加工成4个支撑焊接平台的支撑架;s5.选用8个尺寸合适的钢板,分别作为上插板和下插板焊接在各支撑架的对应位置上;s6.将各支撑架上的上插板和下插板分别对齐箱型钢柱四个侧面上焊接完成的固定卡扣的插槽,然后插入固定完成施工。
17.综上所述,本发明具有如下的有益技术效果:1.通过采用四个支撑架通过上下相对设置的固定卡扣安装在箱型钢柱四个侧面的技术方案,实现了对焊接平台的稳定支撑,具有结构简单、拆装方便和支撑效果安全可靠的有益效果,实现了箱型钢柱焊接平台支撑结构的可周转,降低了后续的施工成本,提高了箱型钢柱焊接平台的施工效率。
18.2.通过采用三角形的支撑架结构,实现了支撑架稳定、坚固和耐压的有益效果,支架横杆和支架斜杆上设置插接在固定卡扣内的插板,固定卡扣焊接在箱型钢柱的侧面且插槽与插板相适配,支撑架采用插接的方式固定在箱型钢柱上,该连接方式保证连接稳定同时具有结构简单、拆装方便的有益效果,提高了箱型钢柱焊接平台的施工效率。
19.3.通过支架横杆、支架斜杆和支架立杆均采用角钢的技术方案,保证支撑架的支撑强度的同时,尽可能的减轻了支撑架自身的重量,在一定程度上实现了便于焊接、安装、拆卸和周转的有益效果。
附图说明
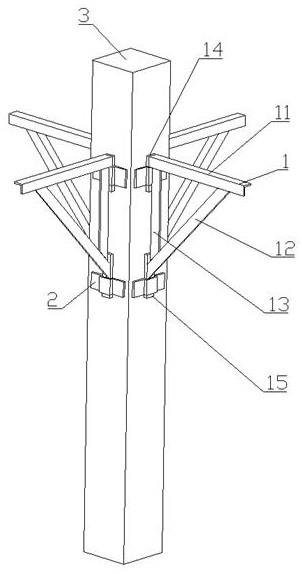
20.图1是无牛腿箱型钢柱可周转焊接平台支架示意图;图2是无牛腿箱型钢柱可周转焊接平台支架上安装焊接平台示意图;图3是支撑架示意图;图4是固定卡扣示意图。
21.附图标记说明:1-支撑架;11-支架横杆;12-支架斜杆;13-支架立杆;14-上插板;15-下插板;2-固定卡扣;21-插槽;22-焊接耳;3-箱型钢柱。
具体实施方式
22.以下结合附图对本发明作进一步详细说明。
23.本实施例公开一种无牛腿箱型钢柱可周转焊接平台支架,参照图1,包括箱型钢柱3,箱型钢柱3的四个侧面均设置有两个上下对应的固定卡扣2,每两个上下对应的固定卡扣2上安装有一个用于支撑焊接平台的支撑架1。位于每个侧面上方的四个固定卡扣2处于同一高度,位于每个侧面下方的四个固定卡扣2处于同一高度。
24.参照图1和图3,支撑架1包括支架横杆11、支架斜杆12和支架立杆13,支架横杆11的一端焊接有上插板14,支架斜杆12的一端焊接有下插板15,支架立杆13的一端焊接于支架横杆11底面近上插板14处,另一端焊接于支架斜杆12上表面近下插板15处,支架斜杆12远离下插板15的一端与支架横杆11底面远离上插板14处焊接。支架横杆11、支架斜杆12和支架立杆13焊接形成一个直角三角形支撑架1,支架横杆11作为其中一条直角边水平设置,支架立杆13作为另一条直角边竖直设置,上插板14与下插板15作为支撑架1与箱型钢柱3的连接点,同时也是受力支撑点。
25.参照图1和图4,固定卡扣2由长方体钢板折弯成型,且固定卡扣2的折弯成型处形成与上插板14和下插板15相适配的插槽21,插槽21两侧的钢板为固定卡扣2的焊接耳22。固定卡扣2通过焊接耳22水平焊接在箱型钢柱3上,固定卡扣2的折弯成型处与箱型钢柱3的侧面形成一个截面为矩形的插槽21,插槽21的槽向竖直向下。
26.参照图1,上下对应设置的两个固定卡扣2的间距与支架横杆11的底部和支架斜杆12底部的间距相适配。此设置能够保证上插板14和下插板15完全插入插槽21后,支架横杆11的底部与支架斜杆12的底部刚好与固定卡扣2上端接触。
27.参照图1和图3,上插板14和下插板15均为长方体钢板,上插板14与下插板15均与支架横杆11垂直,且上插板14与下插板15在竖直方向上共面。保证上插板14与下插板15能与焊接在箱型钢柱3侧面的上下对应的两个固定卡扣2完全配合。
28.参照图3,支架立杆13与支架横杆11垂直。
29.参照图1和图2,支架横杆11、支架斜杆12和支架立杆13均采用角钢。作为支架横杆的角钢11外侧面水平向上设置用于后续安装焊接平台。
30.参照图1,上插板14采用尺寸为225mm*80mm*20mm的钢板,下插板15采用尺寸为250mm*80mm*20mm的钢板,固定卡扣2采用尺寸为400mm*100*14mm的钢板折弯成型,上下相对设置的两个固定卡扣2的间距为800mm。
31.一种无牛腿箱型钢柱可周转焊接平台支架的施工方法,包括以下步骤:
s1.选用8个尺寸合适的长方形钢板,均中间折弯制成8个固定卡扣2;s2.在箱型钢柱3每个面需焊接部位以下1.5m的中心处焊接固定卡扣2,使得固定卡扣2插槽21的槽向竖直向下;s3.在箱型柱3每个面需焊接部位以下2.3m的中心处焊接固定卡扣2,使得每个侧面的两个固定卡扣2插槽21上下对准;s4.选用12根尺寸合适的角钢作为支架横杆11、支架斜杆12和支架立杆13,并加工成4个支撑焊接平台的支撑架1;s5.选用8个尺寸合适的钢板,分别作为上插板14和下插板15焊接在各支撑架1的对应位置上;s6.将各支撑架1上的上插板14和下插板15分别对齐箱型钢柱3四个侧面上焊接完成的固定卡扣2的插槽21,然后插入固定完成施工。
32.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其他领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1