一种全瓷组合环的自动化生产方法与流程
本发明涉及全瓷组合环加工领域,具体为一种全瓷组合环的自动化生产方法。
背景技术:
1、组合环填料广泛应用于石油、焦化、发电、化肥、合成氨等煤化工精细化工行业,在气体净化中的脱硫、洗涤、脱苯、脱奈洗蒸氨、精馏、吸收干燥、反应合成萃取等化工工艺流程中作填料,并广泛用于各种淋水塔内作为凉水填料。全瓷组合环填料具有耐酸、耐碱、耐有机溶剂,耐高温、热稳定性好,抗压强、抗弯力高的优点。
2、现有全瓷组合环填料包括填料本体,填料本体包括一中心环和多组侧环,每组侧环相对布置于中心环的周向,每个侧环与中心环的外壁相连,在同一组侧环上开设有贯穿中心环的通孔,全瓷组合环填料的生产方式为,利用泥料和水按一定比例混合,在陶瓷挤出机上装上特定形状的模具,用陶瓷挤出机挤出成型填料本体,之后,再利用人工将填料本体放置于成孔模具内,成孔模具上位于全瓷组合环填料的通孔处开设有贯穿孔,工人利用钢丝穿过成孔模具上的贯穿孔实现对全瓷组合环填料上的通孔进行加工成型,由于全瓷组合环填料上通孔不能直接由陶瓷挤出机挤出成型,通孔的加工成型工序较为繁琐,加工成型效率较低,且每个步骤加工完成后都会产生多余的废料不方便进行处理。
技术实现思路
1、针对现有技术的不足,本发明提供了一种全瓷组合环的自动化生产方法,解决了通孔的加工成型工序较为繁琐,加工成型效率较低和加工完成后都会产生多余的废料不方便进行处理的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种全瓷组合环的自动化生产方法,包括以下步骤
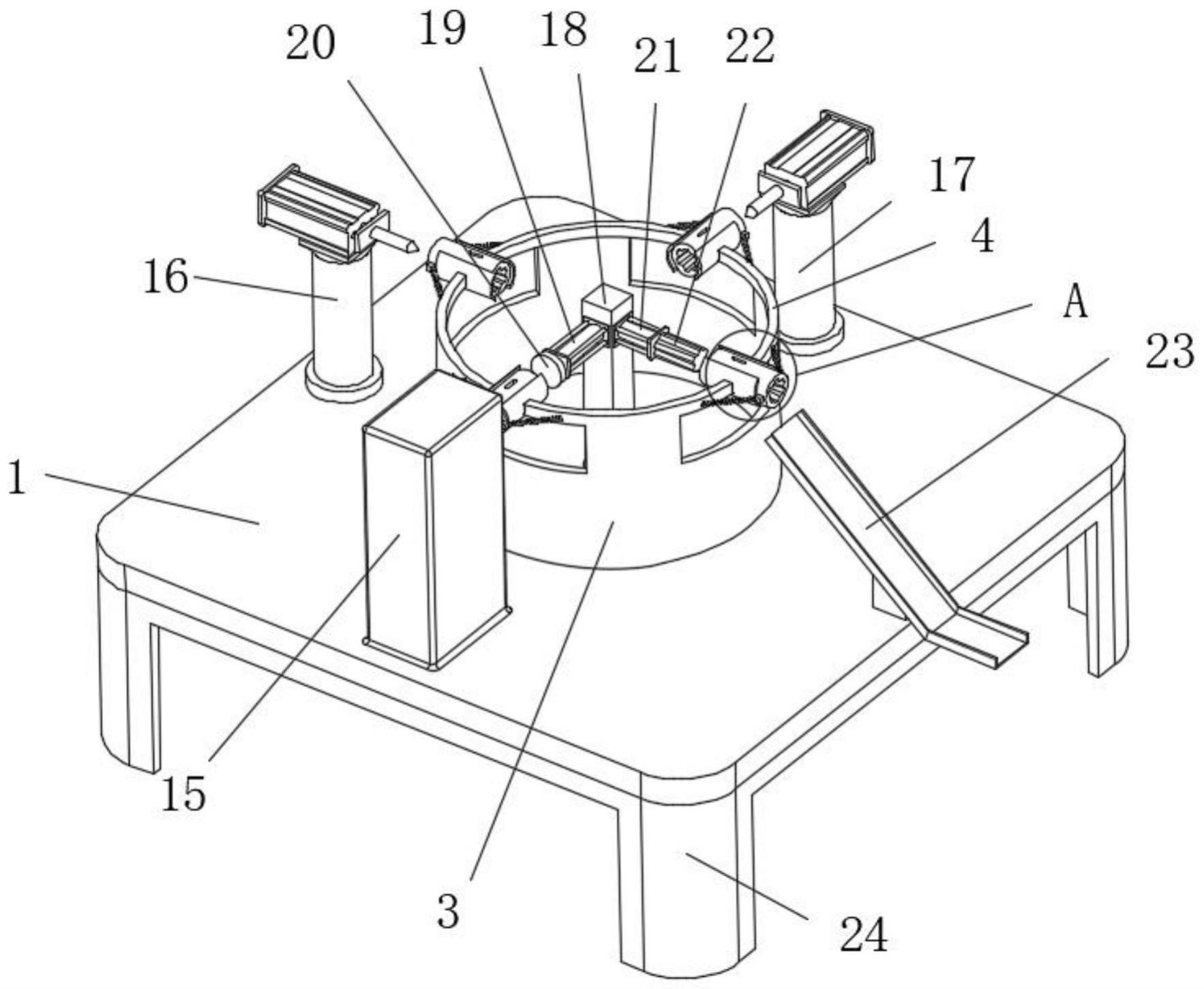
3、步骤一:利用固定柱上部的第一电动推杆推动第一推板,使第一推板将成型套顺着夹套的约束方向推入到挤出机内部;
4、步骤二:挤出机挤出填料,使填料进入成型套的穿入孔内并充满,随后第一电动推杆收回第一推板,利用拉簧的回弹作用和挡块的约束,使成型套复位;
5、步骤三:工作台底端一侧的电机驱动第二传动轮转动,利用第一传动轮和皮带的配合带动转轴转动,从而带动转筒和固定环跟随转动,使得成型套转动九十度后对准第一成孔组件的方向;
6、步骤四:利用第一成孔组件的推头伸出并穿过成型套的内部及插入孔的位置,完成填料的一组通孔成型,随后成型套再次旋转九十度,再利用第二成孔组件进行相同的操作,完成多组通孔及插入孔成型;
7、步骤五:控制成型套再次旋转九十度,利用固定柱上部的第二电动推杆推动第二推杆,将成型套内部的成型的填料推出,并通过下料槽滑出设备外,利用拉簧的回弹作用和挡块的约束,使成型套复位,即完成全瓷组合环的填料自动化生产过程。
8、优选的,所述夹套设置为一对且形状设置为弧形,所述成型套的外壁设置为柱状,所述固定环的外径上设有多组夹套且夹套内部均活动连接有成型套,用于实现连续生产的目的。
9、优选的,所述工作台的底端四角均固定连接有支撑腿,所述下料槽为倾斜设置。
10、优选的,所述第一推板形状设置为圆形,且大小略小于成型套的内径,所述第二推板形状与多边形且与穿入孔的形状相同。
11、优选的,所述固定柱的底端固定连接在工作台的上表面中部,所述转轴的内部为空心且转筒焊接在转轴的顶部。
12、本发明提供了一种全瓷组合环的自动化生产方法。具备以下有益效果:
13、本发明通过固定环的不停转动,带动成型套进行位置方向的转换,同时设置多个成型套,并在工作台上架设挤出机和成孔组件,实现全瓷组合环的自动化生产,结构简单,工作高效,同时生产过程中产生的废料还会落入到转筒内部,方便回收。
技术特征:
1.一种全瓷组合环的自动化生产方法,其特征在于,包括以下步骤
2.根据权利要求1所述的一种全瓷组合环的自动化生产方法,其特征在于:所述夹套(5)设置为一对且形状设置为弧形,所述成型套(6)的外壁设置为柱状,所述固定环(4)的外径上设有多组夹套(5)且夹套(5)内部均活动连接有成型套(6),用于实现连续生产的目的。
3.根据权利要求1所述的一种全瓷组合环的自动化生产方法,其特征在于:所述工作台(1)的底端四角均固定连接有支撑腿(24),所述下料槽(23)为倾斜设置。
4.根据权利要求1所述的一种全瓷组合环的自动化生产方法,其特征在于:所述第一推板(20)形状设置为圆形,且大小略小于成型套(6)的内径,所述第二推板(20)形状与多边形且与穿入孔的(7)形状相同。
5.根据权利要求1所述的一种全瓷组合环的自动化生产方法,其特征在于:所述固定柱(18)的底端固定连接在工作台(1)的上表面中部,所述转轴(2)的内部为空心且转筒(3)焊接在转轴(2)的顶部。
技术总结
本发明提供一种全瓷组合环的自动化生产方法,涉及全瓷组合环加工领域。该一种全瓷组合环的自动化生产方法,包括以下步骤,步骤一:成型套顺着夹套的约束方向推入到挤出机内部;步骤二:挤出机挤出填料;步骤三:成型套转动九十度后对准第一成孔组件的方向打孔;步骤四:成型套再次旋转九十度,利用第二成孔组件打孔;步骤五:成型套再次旋转九十度,第二推杆将成型套内部的成型的填料推出。通过固定环的不停转动,带动成型套进行位置方向的转换,同时设置多个成型套,并在工作台上架设挤出机和成孔组件,实现全瓷组合环的自动化生产,结构简单,工作高效,同时生产过程中产生的废料还会落入到转筒内部,方便回收。
技术研发人员:李波林,李亿明,李晓丽
受保护的技术使用者:萍乡市横溪化工填料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!