一种纤维米字组合梁预制体及其制备方法与流程
本发明涉及纤维预制体制备,特别是涉及一种纤维米字组合梁预制体及其制备方法。
背景技术:
1、米字组合梁因其优异的稳定性、承重性和载荷传递性而被广泛应用于航空航天、轨道交通等各种主承力结构或次级结构中。现有的米字组合梁大多采用不锈钢、铝合金、钛合金等金属材料制成,因而质量大,降低了承力结构所能承受的有效载荷,且难以满足极端环境的使用需求。
2、高性能碳纤维复合材料具有质轻、高模量、高强度、可设计性好、耐高温、热稳定性优异、抗疲劳、耐腐蚀、工艺性好等特点,随着空间技术的发展和对轻质复合材料需求的牵引,高性能碳纤维复合材料作为结构件正逐步应用在导弹、卫星、火箭、飞船、空间站、太空望远镜、轨道交通装备等系统的承力结构、次级结构、防热结构及其他功能结构中。然而,受限于纤维复合材料预制体成型工艺的不成熟性,目前的高性能碳纤维复合材料作为结构件的应用还较为有限。比如纤维米字组合梁结构件,为了避免其预制体在交叉节点处厚度与其他地方厚度不均一而导致承载强度大幅下降的问题,往往会在铺层时进行断口设置,即保持一个方向(如纵向)连续,另两个方向(如横向、斜向)在交叉处设置断口,然后通过蒙皮界面实现层间结合,这样成型的纤维米字组合梁预制体虽然解决了整体厚度均匀性问题,在一定程度上有助于改善承载强度问题,但预制体仅仅在一个方向保持连续既不利于承重时载荷的传递,也不利于结构的稳定性,总而言之对承载强度的改善有限。此外,这种整体成型的方式每一个环节都必须精准控制,加大了生产难度,制备过程中或制成后不便进行各部位尺寸的调整,降低了成品率。
3、鉴于此,有必要通过研究提供一种纤维米字组合梁预制体及其制备方法,以解决上述问题。
技术实现思路
1、为了克服现有技术的不足,本发明的目的是提供一种纤维米字组合梁预制体及其制备方法,先通过将预留有搭接缝的纵向c型梁与带有翻边的横向c型梁先进行单侧的拼接缝合再进行整体缝合的方式得到双向连续的十字交叉件预制体,然后将4个带有2个搭接边的工字梁插件分别与十字交叉件预制体的四个交叉区域相对应的腹板完全缝合在一起,最后将交叉处再整体缝合得到本发明的纤维米字组合梁预制体,既提高了预制体整体的稳定性,又使其在多个方向都能保持连续,从而保证了纤维米字组合梁预制体承力时,载荷能在多个方向连续传递,大大提高了其承载能力。此外,本发明的纤维米字组合梁预制体采取的这种组装式的制备方法,各处尺寸均可调可控,制备过程中或者成品后亦可根据需要进行局部的调整。
2、为实现上述目的,本发明提供了如下方案:
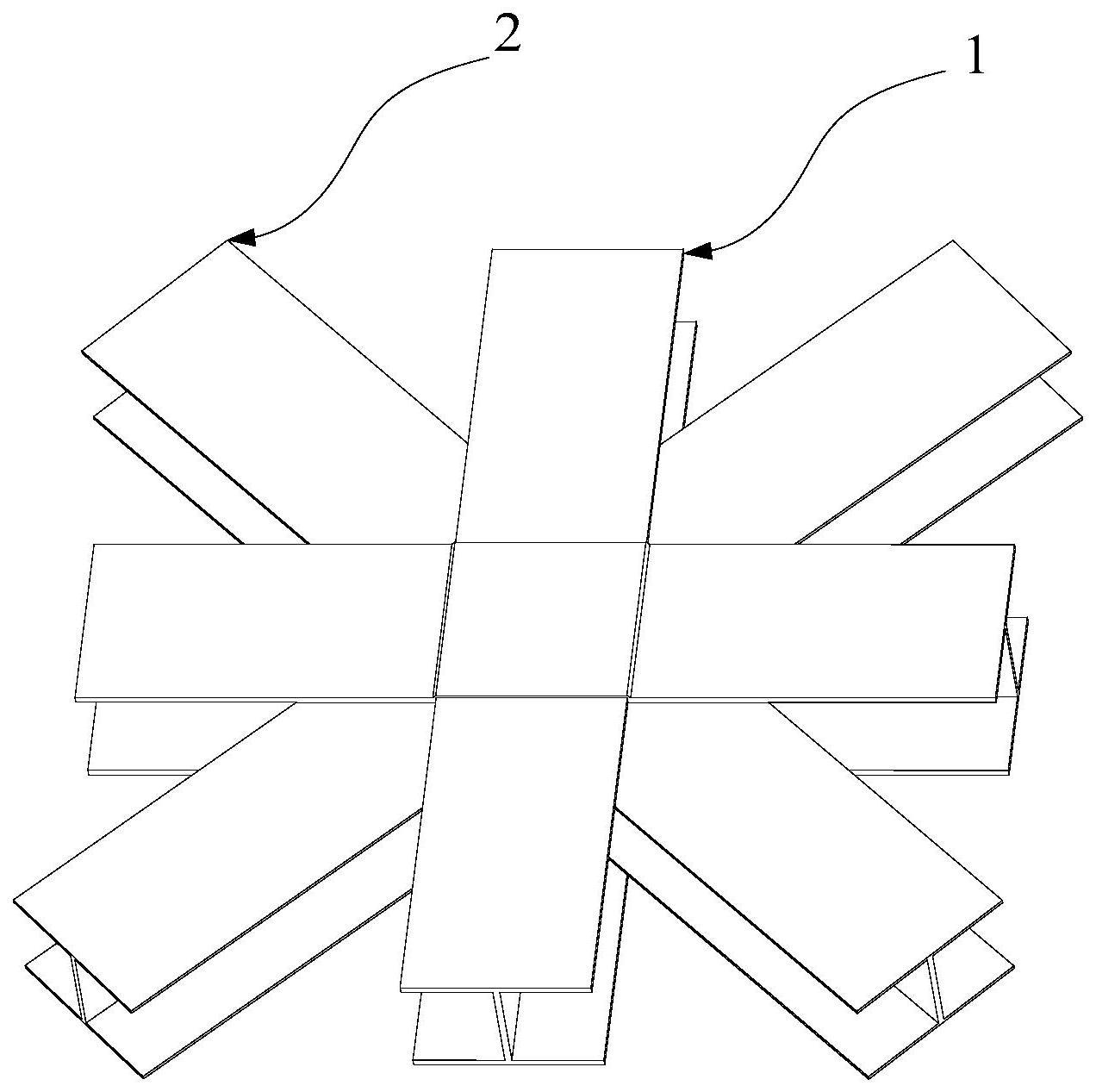
3、本发明的第一个方面提供了一种纤维米字组合梁预制体,包括
4、双向连续的十字交叉件预制体,是由两个t字型预制体通过其第一腹板完全缝合而成;
5、四个工字梁插件,每个所述的工字梁插件的一端均预留有两个搭接边,每个所述的工字梁插件的两个搭接边分别与所述的十字交叉件预制体的四个交叉区域相对应的腹板完全缝合在一起,形成米字结构,并在米字结构的交叉处采取整体缝合处理,即得所述的纤维米字组合梁预制体。
6、进一步地,所述的t字型预制体包括一个纵向c型梁和两个横向c型梁,其中,所述的纵向c型梁的第一腹板的中部预留有搭接缝,每个所述的横向c型梁的一端沿其第二腹板均设有翻边,两个所述的横向c型梁的翻边于纵向c型梁的同一侧插入其搭接缝并分别与搭接缝两侧的第一腹板完全缝合固定。
7、更进一步地,两个所述的横向c型梁的第二腹板也完全缝合在一起。
8、更进一步地,所述的横向c型梁和纵向c型梁均是由碳纤维织物和碳纤维网胎通过针刺缝合制成,层间密度为28-32层/10mm。
9、再进一步地,所述的针刺缝合为:以10-20针/cm2的针刺密度先进行针刺定型,再采用3k或6k碳纤维以(4-7)mm×(4-7)mm的缝合间距进行缝合加固。
10、更进一步地,所述的纵向c型梁的第一腹板和横向c型梁的第二腹板的高度相同。
11、更进一步地,所述的搭接缝的缝长与第一腹板的高度的(0.6~1)倍。
12、更进一步地,所述的翻边的高度与搭接缝的缝长相匹配。
13、进一步地,在所述的十字交叉件预制体的横向还设有纤维连续加强布,所述的纤维连续加强布的一端从一个t字型预制体的搭接缝中贯穿而过,插入相应的两个横向c型梁的第二腹板中间并与之缝合固定,另一端以同样的方式与另一个t字型预制体的两个横向c型梁的第二腹板缝合固定。
14、更进一步地,所述的纤维连续加强布的长度与十字交叉件预制体的横向长度相一致;所述的纤维连续加强布的宽度与横向c型梁的第二腹板的高度相一致。
15、再进一步地,所述的维连续加强布是由一层碳纤维织物和一层碳纤维网胎逐层针刺而成,针刺的密度为10-20针/cm2。
16、进一步地,所述的工字梁插件的两个搭接边的一端成直角连接在一起。
17、进一步地,在所述的米字结构的交叉处整体包裹一层纤维加强布。
18、更进一步地,所述的纤维加强布的材质与纤维连续加强布的材质相同。
19、本发明的第二个方面提供了上述纤维米字组合梁预制体的制备方法,包括如下步骤:
20、s1、根据产品尺寸准备2个纵向c型梁、4个横向c型梁以及4个工字梁插件,其中,2个纵向c型梁的第一腹板中部均预留有搭接缝,4个横向c型梁的一端沿其第二腹板均预留有翻边,4个工字梁插件的一端均设有两个搭接边,且两个搭接边的一端成直角连接在一起;
21、s2、取1个纵向c型梁和2个横向c型梁,先将2个横向c型梁的翻边于纵向c型梁的同一侧插入其搭接缝并分别与搭接缝两侧的第一腹板完全缝合固定,然后将2个横向c型梁的第二腹板完全缝合在一起,形成t字型预制体;剩下的1个纵向c型梁和2个横向c型梁也参照上述方式处理成t字型预制体;
22、s3、将步骤s2中所制得的两个t字型预制体的第一腹板完全缝合在一起,形成十字交叉件预制体;
23、s4、将4个工字梁插件的两个搭接边分别与所述的十字交叉件预制体的四个交叉区域相对应的第一腹板和第二腹板完全缝合在一起,形成米字结构件,并在米字结构的交叉处采取整体缝合处理,即得所述的纤维米字组合梁预制体。
24、进一步地,为了提高米字组合梁预制体交叉处的连接强度,在其交叉处整体包裹一层纤维加强布。
25、进一步地,为了提高所述三维立体结构在横向的载荷传递连续性,根据十字交叉件预制体的横向尺寸准备纤维连续加强布,所述的纤维连续加强布的一端从一个t字型预制体的搭接缝中贯穿而过,插入相应的两个横向c型梁的腹板中间并缝合固定,另一端从以同样的方式与另一个t字型预制体的两个横向c型梁的腹板缝合固定。
26、进一步地,所述的缝合的方式为:加捻单股双向缝合,双面锁边。
27、与现有技术相比,本发明具有如下的有益效果:
28、1、本发明的纤维米字组合梁预制体从其部件纵向c型梁和横向c型梁着手拼装,先制成t字型预制体,再制成十字型预制体,然后通过在十字型预制体的四个区域设置工字梁插件的方式实现整体制备,相较于现有技术中采用铺层式的制备方法,本发明的方法在交叉处不会因为纵横交叉的叠加厚度而导致预制体平整性无法满足要求,且本发明这种组装式的制备方法,操作简便,各处尺寸可调可控,且节省了原材料,有利于可持续发展。
29、2、本发明在纵向c型梁和横向c型梁上分别作了预留搭接缝和预留翻边的处理,既降低了缝合难度,又提高了交叉连接处的连接强度,从而提升了交叉件预制体的整体的稳定性以及在交叉的两个方向的连续性。
30、3、本发明还在交叉处整体包裹了一层纤维加强布,进一步提高了交叉处的连接强度,有效地降低了交叉处因外力作用而导致的变形或断裂的问题。
31、4、本发明在横向的纤维连续加强布的设计,提升了米字组合梁预制体横向的连续性,从而大大提升了预制体在受力作用下横向的载荷传递能力。
- 还没有人留言评论。精彩留言会获得点赞!