铸造模具及电熔砖砂型结构的制作方法
1.本实用新型涉及铸造设备技术领域,特别是涉及一种铸造模具及电熔砖砂型结构。
背景技术:
2.电熔材料铸造工艺在生产实践中采用的呋喃树脂砂造型工艺,硅砂、硬化剂、呋喃树脂按照一定比例混炼制作砂型,由于电熔材料高温浇铸成型,对硅砂质量要求较高,现使用的硅砂为机械破碎矿砂,对于生产电熔azs观察孔砖,受砂型及砖材特性的影响,砖材退火后孔内槽面极易出现裂纹。
技术实现要素:
3.基于此,本实用新型在于克服现有技术存在的问题,提供一种可减少裂纹的铸造模具及电熔砖砂型结构。
4.其技术方案如下:
5.一种铸造模具,包括:
6.外型模,所述外型模围成型腔;及
7.内芯模,所述内芯模设于所述型腔内,所述内芯模与所述型腔的内壁间隔设置形成铸型空间,所述内芯模的外表面上设有脱模剂层及醇基涂层,所述醇基涂层位于所述脱模剂层远离所述内芯模的一侧。
8.上述铸造模具,可向铸型空间内注入原料用于成型,外型模及内芯模可分别对最终成型的产品的形状进行限定,在成型结束后,可将产品取出,由于内芯模外具有脱模剂层及醇基涂层,脱模剂层能够降低内芯模表面上的粗糙度,而醇基涂层能够耐高温,且能够减少与原料之间的结合力,使原料成型后的产品脱模更顺利,减少对产品表面的损伤,通过设置脱模剂层及醇基涂层,且醇基涂层位于脱模剂层远离内芯模的一侧,在设置了脱模剂层的技术上,醇基涂层表面更光滑,可进一步减少与原料之间的结合力,脱模过程中对产品的损伤更小,则产品表面不易产生裂纹等缺陷。此外,醇基涂层可对石墨粉层进行覆盖,防止石墨粉层在脱模过程中飞散到空气中形成大量粉尘,因此可保护操作人员的身体健康,减少对操作人员呼吸道的影响。
9.在其中一个实施例中,所述内芯模的两端分别为第一端及第二端,所述第一端为圆锥状结构,所述第一端的外径沿靠近所述第二端的方向逐渐减小,所述第二端为圆柱状结构,所述第一端的最小外径大于或等于所述第二端的外径,当所述内芯模位于所述型腔内时,所述第二端设于所述第一端的上方。
10.在其中一个实施例中,所述第一端及所述第二端的外侧壁上均设有所述脱模剂层及所述醇基涂层。
11.在其中一个实施例中,所述内芯模包括至少两个分体,不同的所述分体沿所述内芯模的周向依次设置,所有的所述分体通过拼接形成所述内芯模。
12.在其中一个实施例中,所述脱模剂层为石墨粉层。
13.在其中一个实施例中,所述脱模剂层的厚度为0.5mm-2.5mm。
14.在其中一个实施例中,所述醇基涂层的厚度为0.5mm-2mm。
15.在其中一个实施例中,所述外型模包括至少三个型板,所有的所述型板依次首尾连接并围成所述型腔,所述型板靠近所述型腔的侧面上设有白刚玉板。
16.在其中一个实施例中,所述内芯模的材质为白刚玉。
17.一种电熔砖砂型结构,包括如上述任一项所述的铸造模具。
18.上述电熔砖砂型结构,可向铸型空间内注入原料用于成型,外型模及内芯模可分别对最终成型的产品的形状进行限定,在成型结束后,可将产品取出,由于内芯模外具有脱模剂层及醇基涂层,脱模剂层能够降低内芯模表面上的粗糙度,而醇基涂层能够耐高温,且能够减少与原料之间的结合力,使原料成型后的产品脱模更顺利,减少对产品表面的损伤,通过设置脱模剂层及醇基涂层,且醇基涂层位于脱模剂层远离内芯模的一侧,在设置了脱模剂层的技术上,醇基涂层表面更光滑,可进一步减少与原料之间的结合力,脱模过程中对产品的损伤更小,则产品表面不易产生裂纹等缺陷。此外,醇基涂层可对石墨粉层进行覆盖,防止石墨粉层在脱模过程中飞散到空气中形成大量粉尘,因此可保护操作人员的身体健康,减少对操作人员呼吸道的影响。
附图说明
19.构成本技术的一部分的附图用于来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
20.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
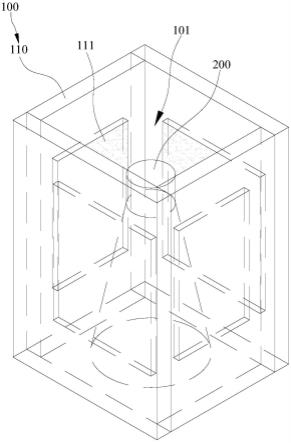
21.图1为本实用新型实施例所述的铸造模具的结构示意图;
22.图2为本实用新型实施例所述的内芯模的俯视图;
23.图3为图2的a-a向剖视图;
24.图4为图3中b处的放大示意图;
25.图5为本实用新型实施例所述的内芯模的斜视图;
26.图6为本实用新型实施例所述的型板的结构示意图。
27.附图标记说明:
28.100、外型模;101、铸型空间;110、型板;111、白刚玉板;200、内芯模; 210、第一端;220、第二端;230、分体;300、脱模剂层;400、醇基涂层。
具体实施方式
29.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公
开的具体实施例的限制。
30.如图1至图4所示,一实施例公开了一种铸造模具,包括外型模100及内芯模200,外型模100围成型腔,内芯模200设于型腔内,内芯模200与型腔的内壁间隔设置形成铸型空间101,内芯模200的外表面上设有脱模剂层300及醇基涂层400,醇基涂层400位于脱模剂层300远离内芯模200的一侧。
31.上述铸造模具,可向铸型空间101内注入原料用于成型,外型模100及内芯模200可分别对最终成型的产品的形状进行限定,在成型结束后,可将产品取出,由于内芯模200外具有脱模剂层300及醇基涂层400,脱模剂层300能够降低内芯模200表面上的粗糙度,而醇基涂层400能够耐高温,且能够减少与原料之间的结合力,使原料成型后的产品脱模更顺利,减少对产品表面的损伤,通过设置脱模剂层300及醇基涂层400,且醇基涂层400位于脱模剂层300远离内芯模200的一侧,在设置了脱模剂层300的技术上,醇基涂层400表面更光滑,可进一步减少与原料之间的结合力,脱模过程中对产品的损伤更小,则产品表面不易产生裂纹等缺陷。此外,醇基涂层400可对石墨粉层进行覆盖,防止石墨粉层在脱模过程中飞散到空气中形成大量粉尘,因此可保护操作人员的身体健康,减少对操作人员呼吸道的影响。
32.可选地,型腔的内壁上也可设置上述的脱模剂层300和/或醇基涂层400。可防止原料成型后与外型模100的结合力过大,影响产品的脱模。
33.在其中一个实施例中,如图5所示,内芯模200的两端分别为第一端210 及第二端220,第一端210为圆锥状结构,第一端210的外径沿靠近第二端220 的方向逐渐减小,第二端220为圆柱状结构,第一端210的最小外径大于或等于第二端220的外径,当内芯模200位于型腔内时,第二端220设于第一端210 的上方。此时原料成型过程中会形成圆锥形的内腔及具有一个与内腔连通的圆柱形的开口,其中圆柱形的开口可作为观察孔方便产品的使用。
34.在其他实施例中,内芯模200也可为其他形状。
35.在其中一个实施例中,第一端210及第二端220的外侧壁上均设有脱模剂层300及醇基涂层400。由于在原料的成型过程中,原料主要与第一端210及第二端220的外侧壁接触,通过在第一端210及第二端220的外侧壁上设置脱模剂层300及醇基涂层400,可有效减小产品与内芯模200之间的结合力,使原料成型后的产品的脱模更顺利,并减少对产品上出现裂纹、损伤等缺陷。
36.在其中一个实施例中,如图2及图3所示,内芯模200包括至少两个分体 230,不同的分体230沿内芯模200的周向依次设置,所有的分体230通过拼接形成内芯模200。通过拼接形成内芯模200可方便根据实际情况调整内芯模200,并在其中部分分体230出现问题后及时更换。
37.在其中一个实施例中,脱模剂层300为石墨粉层。石墨粉层耐高温,并能够有效降低内芯模200外表面的粗糙度,并填充内芯模200外表面上的凹凸不平的部分,可降低原料成型为产品时与内芯模200之间的结合力。
38.可选地,石墨粉层由石墨粉及壬基酚聚氧乙烯醚系列醚溶液由重量比为1∶ 2制作,壬基酚聚氧乙烯醚系列醚溶液是由重量比35:1的水和壬基酚聚氧乙烯醚系列醚固体稀释而成。
39.在其中一个实施例中,脱模剂层300的厚度为0.5mm-2.5mm。上述厚度的脱模剂层300能够起到减少内芯模200外表面粗糙度的作用。
40.可选地,脱模剂层300的厚度可为0.5mm、1mm、1.5mm、2mm、2.5mm。
41.可选地,脱模剂层300的厚度为1mm-2mm,此时脱模剂层300也不会太厚,不会影响成型效果。
42.在其中一个实施例中,醇基涂层400的厚度为0.5mm-2mm。醇基涂层400可有效覆盖石墨粉层,同时不会过厚,可减低成本,并减低涂覆难度。
43.可选地,醇基涂层400的厚度为0.5mm、1mm、1.5mm、2mm。
44.可选地,醇基涂层400的厚度为1mm-1.5mm。此时醇基涂层400的涂覆效果好,且操作简单。
45.在其中一个实施例中,如图1及图5所示,外型模100包括至少三个型板 110,所有的型板110依次首尾连接并围成型腔,型板110靠近型腔的侧面上设有白刚玉板111。型板110上的白刚玉板111可耐高温,有利于提高成型效果。
46.可选地,型板110的数量为四个。当然,根据实际情况,型板110的数量也可为设置为其他数值。
47.在其中一个实施例中,内芯模200的材质为白刚玉。白刚玉耐高温,硬度高,有利于提高成型效果,同时不易产生粉尘。
48.一实施例公开了一种电熔砖砂型结构,包括如上述任一实施例的铸造模具。
49.上述电熔砖砂型结构,可向铸型空间101内注入原料用于成型,外型模100 及内芯模200可分别对最终成型的产品的形状进行限定,在成型结束后,可将产品取出,由于内芯模200外具有脱模剂层300及醇基涂层400,脱模剂层300 能够降低内芯模200表面上的粗糙度,而醇基涂层400能够耐高温,且能够减少与原料之间的结合力,使原料成型后的产品脱模更顺利,减少对产品表面的损伤,通过设置脱模剂层300及醇基涂层400,且醇基涂层400位于脱模剂层 300远离内芯模200的一侧,在设置了脱模剂层300的技术上,醇基涂层400表面更光滑,可进一步减少与原料之间的结合力,脱模过程中对产品的损伤更小,则产品表面不易产生裂纹等缺陷。此外,醇基涂层400可对石墨粉层进行覆盖,防止石墨粉层在脱模过程中飞散到空气中形成大量粉尘,因此可保护操作人员的身体健康,减少对操作人员呼吸道的影响。
50.在其他实施例中,上述铸造模具也可用于生产其他类型的铸造件,例如其他种类的耐火砖。
51.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
52.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
53.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
54.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
55.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
56.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
57.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1