切割设备的制作方法
1.本实用新型有关于一种切割设备,尤指一种在电子元件的工艺中将陶瓷基板移载至载台上进行切割的切割设备。
背景技术:
2.已知在被动元件的工艺中,常有对例如陶瓷基板的被切割物进行切割的需求;专利号第cn1260049c号「片式多层陶瓷电容电感切割机」已公开一种切割设备,其由控制系统、载台、摄像装置和切刀机构所组成;该载台供陶瓷基板(巴片)放置,并被该控制系统控制进行水平前、后位移及旋转;该摄像装置对准该载台的上表面,可提供该控制系统该陶瓷基板上的丝印线的方位信息;该切刀机构设置在该载台的上方,可被该控制系统控制进行垂直上、下位移对该载台上的该陶瓷基板进行切割;在该切割设备进行切割时,该控制系统依该陶瓷基板上的丝印线的方位信息,控制该载台前、后位移或旋转,以调整丝印线对应该切刀机构。
3.专利号第i327951号「被动元件切割机的装卸机构及其通用套件」另公开一种切割设备,其设有装载手臂与卸料手臂,并定义装载区与卸料区在切割区的两侧;该装载手臂的装载吸盘可活动于该装载区与该切割区之间,将储放在该装载区内未切割的陶瓷基板移入至该切割区以进行切割;该卸料手臂的卸料吸盘可活动于该切割区与该卸料区之间,将已切割的陶瓷基板移出并储放在该卸料区内。
4.实务上储放在装载区内未切割的陶瓷基板,放置的方位可能会有歪斜状况,导致移入至切割区的陶瓷基板以歪斜的方位放置在载台上,造成后续花费较多时间在调整丝印线对应切刀机构上;若歪斜状况超乎预期(如过于偏左、偏右或偏转超出预设角度),仅靠该载台的位移不足以调整到丝印线可对应该切刀机构;当控制系统判断该载台上的该陶瓷基板歪斜状况超乎预期时,该控制系统将控制该切割设备停机并发出警报通知操作人员前来排除状况;上述缺点皆会造成切割作业的效率不佳。
技术实现要素:
5.因此,本实用新型的目的在于提供一种能克服现有技术至少一个缺点的切割设备。
6.依据本实用新型目的的切割设备,设有:一装卸载装置,设有一装载机构可移载被切割物至一载台装置的一载台上;一切割装置,设于该装卸载装置的一侧可切割该载台上的被切割物;一入料取像器,可对被移载至该载台之前的被切割物取像;一控制单元,可依据取像结果调整被移载的被切割物的方位或该载台的方位。
7.本实用新型实施例的切割设备,在被切割物被该装载机构移载于该载台前,以该入料取像器对被切割物取像,该控制单元可依据取像结果调整被移载的被切割物的方位或该载台的方位;借此使被切割物在移载中即获得方位调整,以提升切割作业的效率。
附图说明
8.图1是本实用新型实施例中被切割物的示意图。
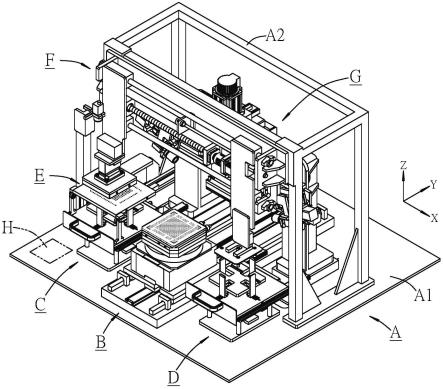
9.图2是本实用新型实施例中切割设备的立体示意图。
10.图3是本实用新型实施例中载台装置的立体示意图。
11.图4是本实用新型实施例中入料装置的立体示意图。
12.图5是本实用新型实施例中入料装置与预热装置配置关系的示意图。
13.图6是本实用新型实施例中预热装置的立体示意图。
14.图7是本实用新型实施例中被切割物保持于取像平台上与入料取像器的视野范围的示意图。
15.图8是本实用新型实施例中装卸载装置之前视示意图。
16.图9是本实用新型实施例中切割装置之前视示意图。
17.图10是本实用新型实施例中被切割物的预设方位的示意图。
18.图11是本实用新型实施例中被切割物的实际方位与预设方位之间x轴向与y轴向的偏差值的示意图。
19.图12是本实用新型实施例中被切割物的实际方位与预设方位之间θ轴向偏差值的示意图。
20.图13是本实用新型另一实施例中入料取像器设于入料装置相对该载台装置的一侧的示意图。
21.【符号说明】
22.a:机体
23.a1:台面
24.a2:骨架
25.b:载台装置
26.b1:载台
27.b11:载置面
28.b111:载置区
29.b12:标记
30.b13:吸孔
31.b14:加热器
32.b2:轨座
33.b21载台驱动器
34.b3:移动座
35.b4:旋转座
36.c:入料装置
37.c1:料架
38.c11:滑轨
39.c12:料座
40.c121:料座开口
41.c122:限位件
42.c123:支撑件
43.c124:滚轮
44.c13:握把
45.c14:升降板
46.c141:让位口
47.c2:入料取像机构
48.c21:入料取像器
49.c211:视野范围
50.c22:支架
51.c3:升降机构
52.c31:升降座
53.c32:升降杆
54.c33:驱动杆
55.c34:连结件
56.c35:驱动器
57.d:收料装置
58.e:预热装置
59.e1:加热机构
60.e11:取像平台
61.e111:加热面
62.e112:吸孔
63.e113:加热器
64.e114:靠件
65.e12:台架
66.e2:平移机构
67.e21驱动器
68.f:装卸载装置
69.f1:横梁
70.f11:导杆
71.f12:第一滑座
72.f13:第二滑座
73.f14:第一驱动机构
74.f141:第一驱动器
75.f142:螺杆
76.f15:第二驱动机构
77.f151:第二驱动器
78.f2:装载机构
79.f21:第三驱动器
80.f22:第四驱动器
81.f23:安装座
82.f24:装载座
83.f25:吸嘴
84.f3:卸载机构
85.f31:第五驱动器
86.f32:卸载座
87.f33:吸嘴
88.g:切割装置
89.g1:机架
90.g11:支柱
91.g12:横梁
92.g13:滑轨
93.g2:进给机构
94.g21:滑座
95.g22:切割驱动器
96.g23:驱动杆
97.g3:切割机构
98.g31:切刀
99.g4:切割取像机构
100.g41:切割取像器
101.h:控制单元
102.m:预设方位信息
103.m1:预设中心
104.m2:预设边
105.n:实际方位信息
106.n1:实际中心
107.n2:实际边
108.w:被切割物
109.w1:被切线
110.w2:第一边
111.w3:第二边
112.w4:第三边
113.c2':入料取像机构
114.c21':入料取像器
具体实施方式
115.请参阅图1,本实用新型实施例的被切割物w可以如图所示用于制造被动元件的薄片状陶瓷基板为例进行说明,该被切割物w呈矩形且设有多条被切线w1于其侧表面。
116.请参阅图2,本实用新型实施例可以如图所示的切割设备为例进行说明,其设有:
117.一机体a,设有一台面a1与一骨架a2;
118.一载台装置b,设于该台面a1上;
119.一入料装置c,设于该台面a1上,位于该载台装置b的一侧(该载台装置b的左侧);
120.一收料装置d,设于该台面a1上,位于该载台装置b相对该入料装置c的另一侧(该载台装置b的右侧);
121.一预热装置e,设于该台面a1上,位于该入料装置c的一侧(该入料装置c的后侧);
122.一装卸载装置f,设于该骨架a2上,悬设于该载台装置b、该入料装置c与该收料装置d的上方;
123.一切割装置g,设于该台面a1上,位于该装卸载装置f的一侧(该装卸载装置f的后侧);
124.一控制单元h,可控制该载台装置b、该入料装置c、该收料装置d、该预热装置e、该装卸载装置f与该切割装置g进行预设作业。
125.请参阅图2、3,该载台装置b设有略呈矩形的一载台b1供该被切割物w载置;该载台b1设有一载置面b11于其上表面,并设有四个呈l形的标记b12于其四个角落,所述标记b12围设出对应该被切割物w外缘形状的一载置区b111,该载置面b11上设有多个吸孔b13于该载置区b111,该被切割物w可经该吸孔b13的负压吸力吸附保持于该载置面b11上;该载台b1设有多个加热器b14可对保持于该载置面b11上的该被切割物w进行加热;
126.该载台装置b设有呈y轴向设置的一轨座b2于该台面a1上,该轨座b2的一端伸经该入料装置c与该收料装置d之间至该机体a的一侧(该机体a的前侧),另一端伸经该装卸载装置f与该切割装置g至该机体a的另一侧(该机体a的后侧);该轨座b2设有例如线性马达的一载台驱动器b21,可驱动一移动座b3进行y轴向的水平位移;该移动座b3上设有例如直驱马达的一旋转座b4,该载台b1设于该旋转座b4上并可被其驱动而相对该移动座b3以z轴向为旋转中心水平地进行旋转,该载台b1可被控制由一初始方位开始进行不同角度的旋转,该载台b1在旋转后将复位至该初始方位等待后续作业,该初始方位是该载台b1的四个较长外边可垂直或平行x轴向;该载台b1可受该移动座b3的连动在该机体a的前、后两侧之间进行y轴向的水平位移。
127.请参阅图4、5,该入料装置c设有一料架c1、一入料取像机构c2与一升降机构c3;
128.该料架c1设有可相对一滑轨c11进行y轴向拖移的一料座c12,并设有可供手执拖移的握把c13;该料座c12在z轴向上开设有镂空的一料座开口c121且该料座开口c121周围立设有多个限位件c122;该料座c12上设有一升降板c14,其设有对应所述限位件c122的多个让位口c141,所述限位件c122可穿经所述让位口c141并在该升降板c14上围设成供该被切割物w存放的区间;该料座c12以立设的两个支撑件c123支撑两个滚轮c124;
129.该入料取像机构c2设于该入料装置c相对该载台装置b(图2)的另一侧,该入料取像机构c2设有例如ccd相机的一入料取像器c21与一支架c22,该入料取像器c21被该支架c22支撑在高于该料架c1的高度,该入料取像器c11是由上往下垂直进行取像;
130.该升降机构c3设于该料架c1的下方,其设有一升降座c31、一升降杆c32与一驱动杆c33,该升降座c31固设于该升降杆c32的一端,该升降杆c32的另一端与该驱动杆c33以一连结件c34相连接,该驱动杆c33可被一驱动器c35驱动而带动该升降杆c32与该升降座c31进行z轴向的垂直位移;当该升降座c31在进行垂直位移时,该升降座c31可穿经该料座c12
的该料座开口c121而带动该升降板c14一同进行垂直位移。
131.请参阅图2、4,该收料装置d的构造大致与该入料装置c相同,差异仅在于该收料装置d无设置取像机构,兹不赘述该收料装置d的构造。
132.请参阅图5、6、7,该预热装置e设有一加热机构e1与一平移机构e2;
133.该加热机构e1设有一取像平台e11,其一侧固定于一台架e12上,另一侧不受支撑地使该取像平台e11下方悬空设置;该取像平台e11设有一加热面e111于其上表面,该加热面e111上设有多个吸孔e112,该被切割物w可经所述吸孔e112的负压吸力吸附保持于该加热面e111上;该取像平台e11设有多个加热器e113可对保持于该加热面e111上的该被切割物w进行加热;
134.该平移机构e2设有一驱动器e21,该驱动器e21可驱动该台架e12带动该取像平台e11进行y轴向的水平位移,使该取像平台e11可选择性位移至该入料取像器c21的取像定位或离开该入料取像器c21的取像定位,选择性移入或移出该入料取像器c21的下方及该料架c1的所述限位件c122上方的区间;当该取像平台e11移入至该入料取像器c21与该料架c1之间时,该取像平台e11两侧的靠件e114以其下表面受该滚轮c124支撑,该入料取像器c21的中心轴线与该取像平台e11的中心轴线偏置而相隔间距,使该入料取像器c21可以一视野范围c211对保持于该取像平台e11上的该被切割物w的上表面进行取像;其中,该视野范围c211至少可同时取得该被切割物w的一第一边w2的全部轮廓、相邻该第一边w2的一第二边w3的部分轮廓与相邻该第一边w2的一第三边w4的部分轮廓。
135.请参阅图2、8,该装卸载装置f设有一横梁f1、一装载机构f2与一卸载机构f3;
136.该横梁f1呈x轴向设置,并以其后侧固定于该骨架a2上;该横梁f1之前侧设有上、下间隔设置的x轴向的两个导杆f11供一第一滑座f12与一第二滑座f13于上滑移;两个导杆f11之间设有一第一驱动机构f14与一第二驱动机构f15,该第一驱动机构f14可驱动该第一滑座f12在位移起点与位移终点之间作多点的停留,该第二驱动机构f15可驱动该第二滑座f13仅在位移起点或位移终点作停留;在本实用新型实施例中,该第一驱动机构f14可以例如马达的一第一驱动器f141驱动一螺杆f142带动该第一滑座f12,该第二驱动机构f15可以例如气缸的一第二驱动器f151带动该第二滑座f13;
137.该装载机构f2设于该第一滑座f12上并被带动在该入料装置c与该载台装置b上方作x轴向的水平位移;该装载机构f2设有例如气缸的一第三驱动器f21与例如气缸的一第四驱动器f22,该第三驱动器f21固设于该第一滑座f12上并可驱动一安装座f23作z轴向的垂直位移,该第四驱动器f22固设于该安装座f23上并可驱动一装载座f24作z轴向的垂直位移;该装载座f24可被该第三驱动器f21与该第四驱动器f22带动进行两个阶段的垂直位移;该第四驱动器f22可单独驱动该装载座f24进行第一阶段的垂直位移,使该装载座f24的下表面可贴近该取像平台e11(图5)的上表面;该第三驱动器f21与该第四驱动器f22可同时驱动该安装座f23与该装载座f24进行第二阶段的垂直位移,使该装载座f24可伸入该料架c1(图5)的所述限位件c122(图5)之间;该装载座f24的下表面设有具挠性的多个吸嘴f25,该被切割物w可经所述吸嘴f25的负压吸力吸附保持于该装载座f24的下表面;该装载座f24内设有多个加热器f241可对保持于该装载座f的该被切割物w进行加热;
138.该卸载机构f3设于该第二滑座f13上并被带动在该载台装置b与该收料装置d上方作x轴向的水平位移;该卸载机构f3设有例如气缸的一第五驱动器f31可驱动一卸载座f32
作z轴向的垂直位移,该卸载座f32的下表面设有多个吸嘴f33,该被切割物w可经所述吸嘴f33的负压吸力吸附保持于该卸载座f32的下表面。
139.请参阅图2、8,该切割装置g设有一机架g1、一进给机构g2、一切割机构g3与一切割取像机构g4
140.该机架g1以两支柱g11与一横梁g12所构成的龙门型式设在该台面a1上,该横梁g12之前侧设有z轴向的两个滑轨g13;
141.该进给机构g2设有一滑座g21于所述滑轨g13上,并以一例如马达的切割驱动器g22驱动一驱动杆g23带动该滑座g21进行z轴向的垂直位移;
142.该切割机构g3设于该滑座g21上,可被该滑座g21带动进行z轴向的垂直位移,使该切割机构g3的一切刀g31进行直线切割作业;
143.该切割取像机构g4设有例如ccd相机的两个切割取像器g41于该切割机构g3的两侧,该切割取像器g41是倾斜进行取像。
144.本实用新型实施例的切割设备在实施上,可先建立一个该被切割物w在该载台b1上被切割时的预设方位信息m(图10),作后续该被切割物w入料时的方位调整基准;操作人员可先将该被切割物w置于位于该初始方位的该载台b1正确方位,使该被切割物w对应该载台b1的该载置区b111且该被切割物w的四个边角对应所述标记b12,令该被切割物w的中心轴线与该载台b1的中心轴线同轴;再借由该装载机构f2的该装载座f24下方的所述吸嘴f25吸取该载台b1上的该被切割物w,将该被切割物w移载至已位移至该入料取像器c21取像定位的该取像平台e11上被该取像平台e11以负压吸附保持;接着该入料取像器c21可对该取像平台e11上的该被切割物w的上表面进行取像,摄取该第一边w2、该第二边w3及该第三边w3的轮廓及方位,并经该控制单元h借由一演算法计算出该预设方位信息m;其中,该预设方位信息m具有一预设中心m1与四个预设边m2;该演算法可例如假设该被切割物w为正方形,在已知正方形的三个边的情况下,计算出正方形的中心及第四边;
145.接着取得该被切割物w被移载至该载台b1之前的一个实际方位信息n(图11);该被切割物w在被切割前是存放于该入料装置c中,该装载机构f2可水平位移至该入料装置c上方,并使该装载座f24向下位移至所述限位件c122之间以所述吸嘴f25吸附该入料装置c中的该被切割物w;在所述吸嘴f25吸附该入料装置c中的该被切割物w后,该装载座f24向上位移至高于该预热装置e的加热机构e1的高度,并使该加热机构e1的该取像平台e11被驱动位移至被所述吸嘴f25吸附的该被切割物w的下方及所述限位件c122的上方,并使该装载座f24向下位移将该被切割物w放置于该取像平台e11上,令该被切割物w被负压吸附保持在该取像平台e11的该加热面e111上进行加热;在该被切割物w在该取像平台e11加热的过程中,该装载座f24向上位移并向一侧(向右)让位,使该入料取像器c21可由上往下对该取像平台e11上处于被加热状态的该被切割物w的上表面进行取像,摄取该第一边w2、该第二边w3及该第三边w3的轮廓及方位,并经该控制单元h借由该演算法计算出该实际方位信息n,该实际方位信息n具有一实际中心n1与四个实际边n2;
146.在取得该实际方位信息n后,以该控制单元h计算该实际方位信息n与该预设方位信息m之间的偏差值,在本实用新型实施例中所述偏差值是借由该控制单元h计算该实际中心n1与该预设中心m1在x轴向与y方向的水平距离差异(如图11),或该实际中心n1与该预设中心m1同轴后的水平角度差异(如图12);
147.在该控制单元h计算出所述偏差值后,在该被切割物w被该装载机构f2移载于该载台b1前,依据所述偏差值调整被移载的该被切割物w的方位或该载台b1的方位,使该被切割物w以符合该预设方位信息m的情况下被移载于该载台b1;在该被切割物w被该装载机构f2移载的过程中,该装载座f24再次位移至该取像平台e11上的该被切割物w上方,使该装载座f24向下位移以所述吸嘴f25吸附该取像平台e11上的该被切割物w,随后该装载座f24向上位移将该被切割物w移出该取像平台e11并朝该载台装置b方向位移,借由该控制单元h控制该装载机构f2进行x轴向的水平位移,与控制该载台b1进行y轴向的水平位移,使该实际方位信息n的该实际中心n1先对应该预设方位信息m的预设中心m1,接着再控制该载台b1进行水平地旋转位移,使该实际方位信息n的所述实际边n2对应该预设方位信息m的所述预设边m2;当该实际方位信息n与该预设方位信息m对应匹配时,该装载座f24向下位移将该被切割物w载置于该载台b1使该被切割物w被负压吸附保持在该载置面b11上;在该被切割物w载置于该载台b1上后,该载台b1复位至该初始方位等待后续切割作业;
148.在该被切割物w载置于该载台b1后,该载台b1被驱动水平位移至该机体a的一侧以令其上的该被切割物w可被该切割装置g切割;在进行切割时,该切割机构g3两侧的该切割取像器g41倾斜对该载台b1上的该被切割物w的侧表面进行取像,以取得所述被切线w1的方位信息,并使所述被切线w1对应该切刀g31,再借由该切割装置g的该切割机构g3垂直位移,令该切割机构g3的该切刀g31依所述被切线w1对该被切割物w进行切割;其中,所述被切线w1对应该切刀g31是在该切刀g31不位移的情况下,该控制单元h控制该载台b1进行旋转位移或进行y轴向的水平位移使所述被切线w1对应该切刀g31;
149.在该被切割物w被切割完成后,该卸载机构f3水平位移至该载台装置b上方,并使该卸载座f32向下位移以所述吸嘴f33吸附该载台b1上完成切割的该被切割物w;在所述吸嘴f33吸附该被切割物w后,该卸载座f32向上位移将该被切割物w移出该载台装置b,并使该卸载机构f3水平位移至该收料装置e上方,使该卸载座f32向下位移将该被切割物w移入该收料装置d。
150.本实用新型实施例的切割设备,在被切割物w被该装载机构f2移载于该载台b1前,以该入料取像器c21对被切割物w取像,该控制单元h可依据取像结果调整被移载的被切割物w的方位或该载台b1的方位;借此使被切割物w在移载中即获得方位调整,以提升切割作业的效率。
151.请参阅图13所示,本实用新型另一实施例的入料取像器c21'是设于该入料装置c相对该载台装置b的该载台b1的一侧,该入料取像器c21'是由下往上对该装载机构f2的该装载座f24下方被所述吸嘴f25吸附保持的该被切割物w的下表面进行取像。
152.以上所述仅为本实用新型的较佳实施例而已,当不能以此限定本实用新型实施的范围,即大凡依本实用新型申请专利范围及实用新型说明内容所作的简单的等效变化与修饰,皆仍属本实用新型专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1