预制混凝土板蒸养装置的制作方法
1.本实用新型涉及预制混凝土板蒸养装置。
背景技术:
2.预制混凝土板生产过程是在模台上拼接模板,而后喷涂脱模剂,在模板内植筋,接着混凝土下料,对混凝土进行振动刮平后,送入蒸养仓对其进行养护,蒸养完毕后,将预制混凝土板从蒸养仓送出,期间蒸养仓蒸养蒸汽直接排放,导致耗能增加,同时蒸汽飘散在车间内,让车间雾气缭绕,在一定程度上影响了工作环境。
技术实现要素:
3.本实用新型要解决的技术问题是提供预制混凝土板蒸养装置,能够减少蒸汽浪费,节约能源。
4.为了解决上述问题,本实用新型的技术方案为:
5.预制混凝土板蒸养装置,包括蒸汽发生器和多间蒸养仓,蒸养仓内设有第一输送机构,各蒸养仓两侧均安装有电动卷闸门,在多间蒸养仓两侧设有导轨,导轨上设有摆渡车,摆渡车上设有第二输送机构,在导轨一侧设有第三输送机构,还包括进气总管、排气总管和倒汽总管,进气总管一端通过循环管与倒汽总管连通,进气总管另一端连通蒸汽发生器,在循环管上安装有第一风泵;蒸养仓通过进气支管、排气支管和倒汽支管分别与进气总管、排气总管和倒汽总管接通,在进气支管上安装有第一阀门、在排气支管上安装有第二阀门、在倒汽支管上安装有第三阀门。
6.排气总管一端与冷凝箱连通,冷凝箱内设有冷凝盘管,冷凝盘管一端接通自来水源、另外一端与蒸汽发生器进水口连通,冷凝箱底部通过回水管连通冷凝盘管,在回水管上安装有水泵和单向阀。
7.还包括控制器,在进气总管和倒汽总管上分别安装有第一压力传感器和第二压力传感器,第一压力传感器和第二压力传感器连接控制器输入端,第一阀门、第二阀门、第三阀门和电动卷闸门连接控制器输出端。
8.本实用新型的有益效果为:设置多间蒸养仓,在其中一间蒸养仓对混凝土板蒸养完毕后,将该蒸养仓与下一个待输送蒸汽的蒸养仓相连通,让蒸养完毕的蒸养仓中蒸汽进入到待输送蒸汽的蒸养仓内,对混凝土板进行预热,使蒸汽能够重复使用,减少的蒸汽浪费,节约了能源;另外蒸养仓内的残余蒸汽则由排气支管和排气总管送入到冷凝系统中,对蒸汽进行冷凝后排放,首先是可以对水进行预热,减少蒸汽发生器能耗,其次可以避免蒸汽弥散车间。
附图说明
9.下面结合附图对本实用新型做进一步的说明:
10.图1为本实用新型的主视结构示意图,
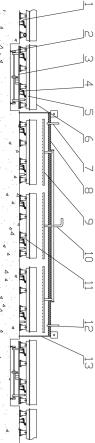
11.图2为本实用新型的俯视结构示意图,
12.图3为本实用新型关于输送机构的结构示意图,
13.图4为本实用新型关于输送机构的结构示意图,
14.图5为本实用新型的结构示意图,
15.图6为本实用新型各电器件间的连接关系示意图。
16.图中:第三输送机构1、导轨2、摆渡车3、第二输送机构4、模台5、预制混凝土板6、排气支管7、蒸养仓8、布气管9、进气支管10、第一输送机构11、倒汽支管12、电动卷闸门13、减速电机14、链条传动机构15、支架16、辊臂17、摩擦轮18、支撑托辊19、第二阀门20、第一阀门21、循环管22、第一风泵23、第二压力传感器24、第三阀门25、进气总管26、倒汽总管27、第一压力传感器28、蒸汽发生器29、单向阀30、回水管31、水泵32、排气总管36、冷凝箱33、冷凝盘管34、行程开关37。
具体实施方式
17.如图1到6所示,预制混凝土板蒸养装置,包括蒸汽发生器29和多间蒸养仓8,蒸养仓8外设保温层(保温层图中未显示),蒸养仓8内设有第一输送机构11,各蒸养仓8两侧均安装有电动卷闸门13,在多间蒸养仓8两侧设有导轨2,导轨2上设有摆渡车3,摆渡车3上设有第二输送机构4,在导轨2一侧设有第三输送机构1,第一输送机构11、第二输送机构4和第三输送机构1都是用于输送模台5,预制混凝土板设置在模台5上,还包括进气总管26、排气总管36和倒汽总管27,进气总管26一端通过循环管22与倒汽总管27连通,进气总管26另一端连通蒸汽发生器29,在循环管22上安装有第一风泵23;蒸养仓8通过进气支管10、排气支管7和倒汽支管12分别与进气总管26、排气总管36和倒汽总管27接通,在进气支管10上安装有第一阀门21、在排气支管7上安装有第二阀门20、在倒汽支管12上安装有第三阀门25,蒸养仓8内设有布气管9,布气管9与进气支管10连通,布气管能够确保蒸汽均匀喷向预制混凝土板。
18.如图4所示,第一输送机构11、第二输送机构4和第三输送机构1结构相同,包括多对支撑托辊19和多对输送辊,输送辊包括支架16和辊臂17,辊臂17一端与支架16铰接,另外一端安装有摩擦轮18,在支架16上安装有减速电机14,减速机通过链条传动机构15与摩擦轮18传动连接,辊臂17与支架16之间通过气缸铰接,气缸推动摩擦轮18抵靠模台5底面,电机通过链条传动机构15驱动摩擦轮18旋转,以驱动模台5运动。
19.本实用新型的工作过程为,首先是在摆渡车3的配合下,由第一输送机、第二输送机和第三输送机构1将放置有预制混凝土板的模台5一个个输送到蒸养仓8内,而后蒸汽发生器29发出的蒸汽经过进气总管26和进气支管10将蒸汽送入到蒸养仓8内,对预制混凝土板进行蒸养,在其中一个蒸养仓8内预制混凝土蒸养完成后,开启该蒸养仓8和下一个待输送蒸汽蒸养仓8上的第一阀门21和第三阀门25,同时启动第一风泵23,将该蒸养仓8与下一个待输送蒸汽的蒸养仓8相连通,由第一风泵23将蒸养完毕的蒸养仓8中蒸汽快速送入到待输送蒸汽的蒸养仓8内,对带蒸压混凝土板进行预热,以减少蒸汽浪费。
20.排气总管36一端与冷凝箱33连通,在排气总管36上安装有第二风泵35,冷凝箱33内设有冷凝盘管34,冷凝盘管34一端接通自来水源、另外一端与蒸汽发生器29进水口连通,冷凝箱33底部通过回水管31连通冷凝盘管34,在回水管31上安装有水泵32和单向阀30。在
蒸养仓8对预制混凝土板蒸养和倒汽完成后,可以启动第二风泵35,将蒸养仓8内残余蒸汽抽送到冷凝箱33中,由冷凝盘管34中自来水对残余蒸汽进行冷却后排放,而冷凝盘管34中被蒸汽加热后的水则送入蒸汽发生器29使用,减少蒸汽发生器29的耗能,同时冷凝箱33中冷凝下来的水也可以由水泵32送入到蒸汽发生器29重复使用,以减少水消耗。
21.还包括控制器,控制器为plc控制器,第一阀门21、第二阀门20和第三阀门25均为电磁阀,在进气总管26和倒汽总管27上分别安装有第一压力传感器28和第二压力传感器24,第一压力传感器28和第二压力传感器24连接控制器输入端,第一阀门21、第二阀门20、第三阀门25、第一风机23、第二风机35和电动卷闸门13连接控制器输出端。
22.如图5所示,将图5中的7个蒸养仓8标记1~6号,摆渡车3依次将预制混凝土板送入到1号蒸养仓8到6号蒸养仓8内,每个蒸养仓8装满混凝土板的时间为1小时,在摆渡车3将预制混凝土板装满1号蒸养仓8后,控制器控制蒸汽发生器29启动和1号第一阀门21开启,蒸汽进入到1号蒸养仓8,对预制混凝土板进行进行蒸养,经过6小时后,6号蒸养仓8内刚好装满预制混凝土板,而后1号第一阀门21、6号第三阀门25和第一风泵23开启,蒸汽发生器29和其他第一阀门21、第三阀门25关闭,将1号蒸养仓8内的蒸汽送入到6号蒸养仓8内,经过5~10分钟左右,第一压力传感器28检测到1号蒸养仓8内蒸汽压力低于第二压力传感器246号蒸养仓8内蒸汽压力0.05 mpa ~0.1mpa时,则控制器控制1号第一阀门21、6号第三阀门25和第一风泵23关闭,蒸汽发生器29和其他第一阀门21开启,对其他蒸养仓8内预制混凝土板进行蒸养,接着控制器控制1号第二阀门20和第二风泵35启动,抽取1号蒸养仓8内蒸汽至冷凝箱33,经过5分钟后,1号蒸养仓8内蒸汽被抽走一大部分,蒸养仓8内压力等于大气压力,先后开启电动卷闸门13,在摆渡车3的配合下,由第一输送机、第二输送机和第三输送机构1将1号蒸养仓8内预制混凝土板送出,接着向1号蒸养仓8内送入新的待蒸养预制混凝土板,此时2号蒸养仓8蒸养完毕,按照上述方法,将2号蒸养仓8内的残余蒸汽送入到1号蒸养仓8中进行倒汽,如此反复循环,以实现热能的充分回收和利用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1