一种带排水槽集装箱房顶用封边设备的制作方法
1.本实用新型涉及集装箱加工领域,具体涉及一种带排水槽集装箱房顶用封边设备。
背景技术:
2.集装箱房顶均设有保温棉等进行保温,不能有水进入保温层,集装箱的排水槽封边的要求高,不能渗漏。集装箱房顶部位一般设置排水沟槽,排水沟槽高度宽度一般较小,大约为40mmx50mm 宽,高度约为40mm,整体较为狭窄,常规的做法是对集装箱房顶进行封边采用人工将房顶的铁皮进行敲打,再用工具将其顶起封边,工人劳动强度高,耗时长,加工效率低下,质量比较没有保证,加工成本高。
技术实现要素:
3.本实用新型提供一种带排水槽集装箱房顶用封边设备,能够快速对集装房顶部进行封边,封边质量高,耗时短,效率高,加工成本低。
4.为实现上述目的,本实用新型采用如下技术方案:
5.一种带排水槽集装箱房顶用封边设备,包括支座和封边机构,所述支座两侧上均设有电动推杆一和电动推杆二与封边机构连接,所述封边机构上设有移动装置,所述移动装置设有移动板,所述移动板下设有压刀,所述封边机构还设有平压横杆,所述平压横杆位于压刀一侧并互相平行设置。
6.进一步的,所述移动装置还设有导轨,所述移动板位于导轨上,所述移动板上设有气缸三、气缸四连接压刀,所述封边机构还设有气缸一、气缸二连接平压横杆。
7.进一步的,所述移动装置还设有气缸五、气缸六连接移动板,通过气缸五、气缸六带动移动板、气缸三、气缸四及压刀移动,所述气缸三、气缸四位于压刀顶部,所述气缸一、气缸二位于平压横杆顶部。
8.具体的,所述压刀为呈“l”形的压刀。
9.进一步的,所述封边机构两侧均设有电磁铁,所述电磁铁位于压刀下方,所述电磁铁下还设有感应片。
10.具体的,所述电磁铁单个吸力至少为800kg。
11.进一步的,所述封边机构两侧还设有扣压杆。
12.所述封边机构上还设有控制总箱,所述电磁铁、感应片、气缸一、气缸二、气缸三、气缸四、气缸五、气缸六分别与控制总箱电性连接。
13.与现有技术相比,本实用新型具有如下有益效果:
14.1.本实用新型通过气缸带动平压横杆将铁皮压紧固定在排水沟的反边上,再通过气缸带动压刀自动将铁皮依次压入、折弯、反扣使其紧紧箍在排水沟槽的反边上完成集装箱房顶的封边,实现排水沟上的封边,封边速度快,人工操作少,缩短加工周期,加工效率高。
15.2.通过两侧电磁铁吸住集装箱钢梁将封边设备固定,再通过手动扣压杆扣在排水沟外侧进一步固定,保证设备在封边时不发生偏移,保证了封边时铁皮能平整且牢固贴紧反边,提高封边质量,密封性高,能有效阻止水进入集装箱保温层。
附图说明
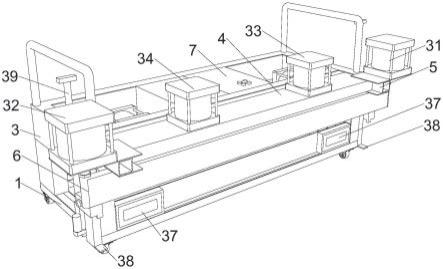
16.图1为本实用新型正面立体结构示意图。
17.图2为本实用新型后面立体结构示意图。
18.图3为本实用新型侧面结构示意图。
19.图4为集装箱房顶结构示意图。
20.图5为集装箱排水沟部位示意图。
21.图6为本实用新型加工示意图。
22.图中:1-支座;2-电动推杆一;3-封边机构;4-移动板;5-导轨;6-平压横杆;7-控制总箱;8
‑ꢀ
排水沟;9-钢梁;21-电动推杆二;31-气缸一;32-气缸二;33-气缸三;34-气缸四;35-气缸五;36-气缸六;37-电磁铁;38-感应片;39-扣压杆;41-压刀;81-反边。
具体实施方式
23.以下结合附图对本实用新型作进一步详细说明。
24.如图1-3所示,一种带排水槽集装箱房顶用封边设备,包括支座1和封边机构3,较优是,支座1两侧上均设有电动推杆一2和电动推杆二21与封边机构3连接,封边机构3可以通过电动推杆一2和电动推杆二21进行上下移动,所述封边机构3上设有移动装置,所述移动装置设有移动板4,移动板4下方设有压刀41,所述封边机构3还设有平压横杆6,所述平压横杆6位于压刀41 一侧且互相平行设置。
25.具体的,移动装置还设有导轨5,导轨5位于移动板4两侧,所述移动板4上设有气缸三33、气缸四34连接压刀41,移动装置还设有气缸五35、气缸六36连接移动板4,通过气缸五35、气缸六36带动移动板4、气缸三33、气缸四34及压刀41移动,气缸三33、气缸四34位于压刀41 顶部,所述气缸一31、气缸二32位于平压横杆6顶部。
26.气缸三33和气缸四34带动压刀41上下移动,通过气缸五35和气缸六36带动移动板4在导轨5上移动,进而实现移动板4下的压刀41左右移动。封边机构3还设有气缸一31、气缸二32 连接平压横杆6,平压横杆6通过气缸一31和气缸二32实现上下移动。气缸三33、气缸四34、气缸五35、气缸六36使压刀41能以呈“口”字边顺延往复移动,具体为:如图6所示流程,先往下运动,再横向另一边移动,再向上移动,最后向内侧槽移动,参考图6流程,完成后再以原路返回。
27.具体的,集装箱排水沟8两侧分别为内侧和外侧,反边81位于内侧上朝向集装箱外。
28.压刀41为呈“l”形的压刀,压刀41与平压横杆6位于压刀41的正前方。在集装箱房顶封边时平压横杆先将铁皮紧紧压在反边81上,压刀41进一步将铁皮折弯反扣住反边81完成固定。
29.具体的,由于排水沟8的尺寸变化,压刀41的尺寸可以根据现场情况进行调整。
30.封边机构3两侧均设有电磁铁37,单个电磁铁37吸力至少为800kg,所述电磁铁37
位于压刀 41下方两侧,两个电磁铁37均设有感应片38。
31.感应片38用于检测集装箱的钢梁9底部的距离,电动推杆一2和电动推杆二21受到自身侧感应片38的控制,当两侧感应片38工作时,感应片38检测与集装箱钢梁9的距离,如感应片38 没有触碰到集装箱钢梁9,感应片38发出信号,电动推杆一2和电动推杆二21同时启动,控制封边机构3向上移动,直到感应片38触碰到集装箱钢梁9,发出停止信号,电动推杆一2和电动推杆二21停止运动。通过感应片38确保了封边机构3与集装房顶板的平行高度,进而使得封边时铁皮能够平整的压入排水沟内,保证封边后铁皮能完好贴合排水沟的反边。
32.请参考图4、5,当封边机构3与集装房顶板高度平齐时,位于封边机构3两侧的电磁铁37启动吸住集装箱钢梁9,完成封边机构3的固定。封边机构3两侧还设有扣压杆39,当电磁铁37吸住集装箱钢梁9时,同时两侧扣压杆39从排水沟8外侧扣住固定,用于辅助受力,进一步固定封边机构3,避免封边时因集装箱反向推力而导致封边机与集装箱之间产生位移,最后影响成品质量。
33.封边机构3上还设有控制总箱7,气缸一31、气缸二32、气缸三33、气缸四34、气缸五35、气缸六36、电磁铁37、感应片38分别与控制总箱7电性连接。控制总箱7用于控制气缸一31、气缸二32、气缸三33、气缸四34、气缸五35、气缸六36的先后启动顺序和感应片38的启动,减少人工操作。
34.气缸一31、气缸二32、气缸三33、气缸四34、气缸五35、气缸六36均选用压力为800kg的气缸,集装箱封边使铁皮能平整贴紧反边81,保证密封性,提高封边质量。
35.具体的,支座1底部四角均设有万向轮,移动封边设备,可方便使封边设备沿着集装箱的排水沟8进行封边。
36.结合附图,对本实用新型工作原理进行详细的说明:垫高集装箱房顶,约垫高120mm左右,架起集装房顶部骨架,将封边设备贴近集装房顶边,封边机构3两侧的感应片38检测与集装箱钢梁9的距离,若没有触碰到集装箱钢梁9,则电动推杆一2和电动推杆二21同时启动,推动封边机构 3向上移动,直到封边机构3与集装房顶板高度平齐停止移动,两侧电磁铁37启动吸住集装箱钢梁9,同时将封边机构3两侧的扣压杆39扣住排水沟8外侧,当封边机构3固定好后,气缸一31 和气缸二32同时启动,平压横杆6下降将铁皮压住固定在反边81上,气缸三33和气缸四34向下运动,压刀41将铁皮压入进排水沟8内,后气缸五35和气缸六36同时启动,带动压刀41平移,铁皮折弯压入反边81侧,气缸三33和气缸四34同时启动,压刀41向上运动,将铁皮紧紧反扣在反边81的底部,压刀41再向内侧槽移动,进一步加固铁皮,完成集装箱房顶的封边。
37.复位,气缸三33和气缸四34同时向下运动,脱离铁皮,气缸五35和气缸六36同时动作将压刀41拉回,气缸三33和气缸四34向上运动,将压刀41回复到初始位置,气缸一31和气缸二同时向上运动,平压横杆6回复到初始位置,同时断开电磁铁37的电源,解开两侧扣压杆39,两侧电动推杆一2和电动推杆二21复位到初始状态。封边机上部整体复位到初始状态。
38.移动设备,重复以上操作,对下一部位进行操作,直到完成集装箱房顶的整体封边工作。
39.本实用新型具有的有益效果:
40.1.本实用新型通过气缸带动平压横杆将铁皮压紧固定在排水沟的反边上,再通过气缸带动压刀自动将铁皮依次压入、折弯、反扣使其紧紧箍在排水沟槽的反边上完成集装箱房顶的封边,实现排水沟上的封边,封边速度快,减少人工操作,缩短加工周期,加工效率高。
41.2.通过两侧电磁铁吸住集装箱钢梁将封边设备固定,再通过手动扣压杆扣在排水沟外侧进一步固定,保证设备在封边时不发生偏移,保证了封边时铁皮能平整且牢固贴紧反边,提高封边质量,密封性高,能有效阻止水进入集装箱保温层。
42.以上所述,仅为本实用新型较佳实施例而已,故不能依此限定本实用新型实施的范围,即依本实用新型专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1