一种宽幅锯切芯层的二层实木复合地板的制作方法
1.本实用新型涉及地板加工技术领域,具体是涉及一种宽幅锯切芯层的二层实木复合地板。
背景技术:
2.现有的实木复合地板,以三层结构为主,其芯层以小木条依次排列拼接而成,小木条的加工过程比较复杂。先是由原木或方材经过锯切加工成一定厚度的板材(通常25-50mm厚),然后对板材进行干燥,干燥后的板材,再进行锯切加工得到一定厚度的小木条(通常8-12mm厚),剖分后的小木条拼接成帘作为地板的芯层,每延长米的地板芯层通常会有20-40块小木条。这种芯层具有以下缺点:(1)、从原木或方材到板材再由板材到小木条,经过了2次锯切加工,产生了大量的边角余料和剩余物,加工过程比较复杂,木材利用率也比较低;(2)板材进行干燥,厚度通常25-50mm,干燥周期较长,所以能源消耗也比较高。(3)三层实木复合地板背板为封闭结构,导热性差不适合地热铺装。故亟需解决。
技术实现要素:
3.本实用新型提供一种宽幅锯切芯层的二层实木复合地板,其目的在于解决现有实木复合地板芯层小木条横截面尺寸太小易断裂增加非必要损耗、加工过程复杂、木材利用率低、干燥周期长能源消耗大,及三层实木复合地板背板为封闭结构,导热性差不适合地热铺装的技术问题。
4.本实用新型的技术方案如下:
5.一种宽幅锯切芯层的二层实木复合地板,由多块实木复合地板块拼接构成,所述的实木复合地板块包括表板a、实木复合地板芯层,其特征在于,
6.所述的实木复合地板芯层,包括芯板b1,所述芯板b1长度为压合组坯所需长度,宽度为100-400mm、厚度为8-15mm;所述芯板b1上、下表面设置切口,所述的切口沿木材纹理方向切割呈直线切口;所述木材纹理方向与所述芯板长度方向同向,所述的切口长度方向沿芯板长度方向,切口长度为所述芯板整个长度;所述的切口包括多个上切口s和多个下切口x,所述上切口沿芯板上表面向下纵向切割,所述下切口沿芯板下表面向上纵向切割,相邻两个切口的位置均为一上一下依次设置,上切口、下切口交错设置,每相邻两个上切口之间设有一个下切口,每相邻两个下切口之间设有一个上切口;相邻的两个切口的水平间距相等,即任意一个下切口分别与两侧相邻的上切口的水平间距相等,或者任意一个上切口分别与两侧相邻的下切口的水平间距相等;相邻的两个切口的水平间距设置为30-60mm;所述切口(s、x)的深度为芯板厚度的1/2,所述的切口(s、x)宽度为1-3mm,所述的切口(s、x)长度同芯板长度;
7.多块所述芯板b1进行横向拼接,即沿长度侧边拼接芯板帘,得到实木复合地板芯层,相邻两块芯板b1之间有闭合的接缝f;每延长米芯板帘通常由3-5块芯板拼成;
8.所述的表板a幅面为整幅或拼接板;所述的实木复合地板芯层单面涂胶后经热压
或冷压与表板粘接复合为一体构成二层实木复合地板块。
9.所述的一种宽幅锯切芯层的二层实木复合地板,其中,切有所述切口的宽幅板片b按长度锯切加工成多块所述芯板b1;所述宽幅板片b长度为压合组坯所需长度的整倍数,宽度为100-400mm、厚度为8-15mm;所述宽幅板片b是经过干燥处理的板片。
10.所述的一种宽幅锯切芯层的二层实木复合地板,其中,所述宽幅板片b是经原木或方材木材原料锯切的板片。
11.所述的一种宽幅锯切芯层的二层实木复合地板,其中,每块所述实木复合地板块在侧面开槽(d)或榫(e),多块所述实木复合地板块通过槽榫插接拼接成二层实木复合地板。
12.所述的一种宽幅锯切芯层的二层实木复合地板,其中,多块所述实木复合地板块拼接的接口方式为锁扣、平扣方式。
13.本实用新型的有益效果:
14.本实用新型芯层加工简单,宽幅板片b是木材经过一次锯切剖分得到幅面较宽的板片,板片的厚度直接符合压合的要求不再进行二次剖分节省材料,木材利用率高。降低入窑干燥的厚度,节省能源;芯板的切口宽度统一、间距统一、上下切口的深度统一,内在应力更加均匀、更加能适应温湿度不同的使用环境,从而提高了地板成品的使用性能。本实用新二层实木复合地板背板为开放结构,导热性好适合地热铺装。
附图说明
15.图1是本实用新型的单块宽幅板片左视示意图,
16.图2是本实用新型的单块宽幅板片右视示意图,
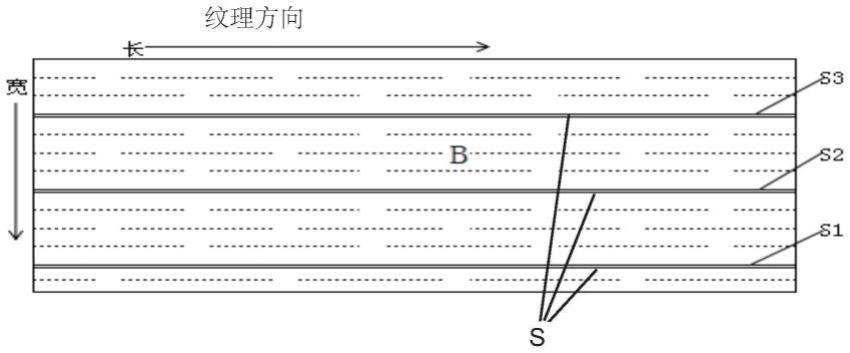
17.图3是本实用新型的单块宽幅板片俯视示意图,
18.图4是本实用新型的单块宽幅板片仰视示意图,
19.图5是本实用新型的成品地板块侧剖面示意图,
20.图6是本实用新型的成品地板块俯视示意图,
21.图7是本实用新型的成品地板块仰视示意图,
22.附图编号说明:
23.表板a、宽幅板片b、芯板b1、槽d、榫e、接缝f、上切口s、下切口x、上切口按排列顺序依次为第一上切口s1、第二上切口s2
···
,下切口按排列顺序依次为第一下切口x1、第二下切口x2
···
,
具体实施方式
24.为了更清楚的理解本实用新型,下面结合附图详细说明本实用新型的具体实施方式。
25.参见图5-7所示,一种宽幅锯切芯层的二层实木复合地板,由多块实木复合地板块拼接构成,所述的实木复合地板块包括表板a、实木复合地板芯层,其特征在于,
26.所述的实木复合地板芯层,包括芯板b1,所述芯板b1长度为压合组坯所需长度,宽度为100-400mm、厚度为8-15mm;所述芯板b1上、下表面设置切口,所述的切口沿木材纹理方向切割呈直线切口;所述木材纹理方向与所述芯板长度方向同向,所述的切口长度方向沿
芯板长度方向,切口长度为所述芯板整个长度;所述的切口包括多个上切口s和多个下切口x,所述上切口沿芯板上表面向下纵向切割,所述下切口沿芯板下表面向上纵向切割,相邻两个切口的位置均为一上一下依次设置,上切口、下切口交错设置,每相邻两个上切口之间设有一个下切口,每相邻两个下切口之间设有一个上切口;相邻的两个切口的水平间距相等,即任意一个下切口分别与两侧相邻的上切口的水平间距相等,或者任意一个上切口分别与两侧相邻的下切口的水平间距相等;相邻的两个切口的水平间距设置为30-60mm;所述切口(上切口s、下切口x)的深度为芯板厚度的1/2,所述的切口(上切口s、下切口x)宽度为1-3mm,所述的切口(上切口s、下切口x)长度同芯板长度;
27.多块所述芯板b1进行横向拼接,即沿长度侧边拼接芯板帘,得到实木复合地板芯层,相邻两块芯板b1之间有闭合的接缝f;每延长米芯板帘通常由3-5块芯板拼成;
28.所述的表板a幅面为整幅或拼接板;所述的实木复合地板芯层单面涂胶后经热压或冷压与表板粘接复合为一体构成二层实木复合地板块。
29.参见图1-4所示,所述的一种宽幅锯切芯层的二层实木复合地板,其中,切有所述切口的宽幅板片b按长度锯切加工成多块所述芯板b1;所述宽幅板片b长度为压合组坯所需长度的整倍数,宽度为100-400mm、厚度为8-15mm;所述宽幅板片b是经过干燥处理的板片。
30.所述的一种宽幅锯切芯层的二层实木复合地板,其中,所述宽幅板片b是经原木或方材木材原料锯切的板片。
31.参见图5-7所示,所述的一种宽幅锯切芯层的二层实木复合地板,其中,每块所述实木复合地板块在侧面开槽(d)或榫(e),多块所述实木复合地板块通过槽榫插接拼接成二层实木复合地板。
32.所述的一种宽幅锯切芯层的二层实木复合地板,其中,多块所述实木复合地板块拼接的接口方式为锁扣、平扣方式。
33.实施例
34.本实用新型实施例的具体实施步骤如下:参见图1-4所示,
35.(1)、将原木或方材锯切加工,加工时将木材纹理方向与宽幅板片长度方向同向,参见图3、4,得到形状为矩形的宽幅板片(b),其长度为压合组坯所需长度的整倍数,宽度100-400mm、厚度8-15mm;
36.(2)、对步骤(1)得到的宽幅板片(b)进行切口处理:
37.a.切口沿木材纹理方向切割呈直线切口(上切口s、下切口x)并贯通所述宽幅板片整个长度,参见图3、4所示;
38.b.所述的切口是在宽幅板片b上、下表面沿上下方向纵向切出上切口s和下切口x,相邻两个切口的切口位置均为一个上切口s一个下切口x依次设置;参见图1、2所示,上切口按排列顺序依次为s1、s2
···
,下切口按排列顺序依次为x1、x2
···
,
39.c、其中任一切口与相邻的两个切口的水平间距相等,即图1中的s1至x1间距与x1至s2间距相等;相邻的两个切口的水平间距设置为30-60mm,地板块长度越短间距越小,反之间距越大;
40.d、所述切口的深度为宽幅板片厚度的1/2,切口宽度为1-3mm,切口长度等同宽幅板片长度;参见图1、2所示,
41.(3)、对步骤(2)进行切口处理后得到的宽幅板片b入干燥窑进行干燥处理,得到含
水率符合使用要求的宽幅板片b;
42.(4)、对步骤(3)得到的含水率符合要求的宽幅板片b,沿长度方向先进行截短使之符合压合组坯所需的长度,然后由多块截短后的芯板(b1)进行横向拼接,即沿长度侧边拼接成芯板帘,得到实木复合地板芯层,拼接后的累加宽度与压合组坯所需的目标长度(即表板的长度)相同,得到实木复合地板压合所需的芯层(或称为芯板帘),相邻两块芯板b1之间有闭合的接缝(f)。每延长米(芯板帘)通常由3-5块芯板拼成。
43.(5)、对步骤(4)得到的芯层(芯板帘)进行单面涂胶后经热压或冷压与表板a粘接复合为一体构成二层实木复合地板块,参见图5-7所示。
44.每块所述实木复合地板块在侧面开槽(d)或榫(e),多块所述实木复合地板块通过槽榫插接拼接成二层实木复合地板。
45.本实用新型木材原料优选针叶材为主,把芯板的胶合面的锯切加工提前到干燥过程之前。这种加工方式,对比现有通用的小芯板条的加工方式,可以把芯板的出材率提高10%以上。可以有效的改善实木复合地板行业,由于原材料价格高昂成本高的困境。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1