一种抱夹搬运器工装夹具的制作方法
1.本实用新型涉及一种抱夹搬运器工装夹具。
背景技术:
2.抱夹式小车搬运器是应用在立体停车库中对车辆进行智能搬运的装置,其是通过驱动装置将车辆的车轮进行夹持而将车辆固定在搬运器上,然后自动寻路将车辆停在车库中,由于其每组抱夹装置上的夹持板需要保证绝对的平行且同心,才能保证两个夹持板对车轮的夹持力在同一直线上,才能够保证在夹持的过程中不会对车辆造成损害,并且搬运器的车架由很多相互垂直或平行的板材组成,所以保证车架板材之间的垂直度或平行度就能够保证夹持板之间同心且平行。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种抱夹搬运器工装夹具。
4.本实用新型通过以下技术方案得以实现。
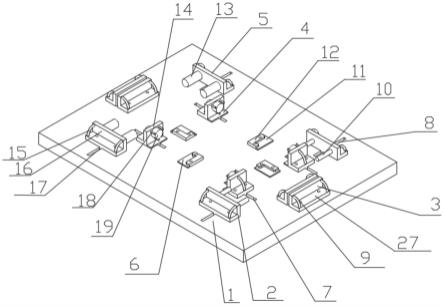
5.本实用新型提供的一种抱夹搬运器工装夹具,包括平台及平台上安装的小轴同心夹具、侧板夹具、蜗杆同心夹具、大轴同心夹具、垫板;小轴同心夹具和大轴同心夹具分别在平台的两端相对安装有两个,两个小轴同心夹具之间的连线和两个大轴同心夹具之间的连线平行,侧板夹具在平台的两端分别安装一个,侧板夹具之间的连线与两个小轴同心夹具之间的连线垂直,垫板在平台的中部安装有四个,四个蜗杆同心夹具分别两两相对安装在两个侧板夹具之间且与侧板夹具分别相邻;
6.所述小轴同心夹具包括调节支撑板,调节支撑板的立面上固接有固定小轴;
7.所述侧板夹具包括两个相对安装的大支撑板;
8.所述蜗杆同心夹具包括小支撑板,小支撑板的立面上固接有定位头和限转杆;
9.所述大轴同心夹具包括调节支撑板,调节支撑板的立面上固接有定位大轴;
10.所述垫板包括底板,底板上固接有限位台。
11.所述大支撑板和调节支撑板均为相同大小的90
°
角铁,大支撑板和调节支撑板的两个内侧面之间还分别连接有支撑杆,调节支撑板的一侧通过螺栓固定在平台上,大支撑板的一外侧面上上加工有两个定位孔且下端固接有与两个侧面均垂直的滑板,大支撑板通过滑板装配在平台上加工出的竖滑槽内。
12.所述支撑杆在大支撑板或调节支撑板的内侧面两端分别固接有一个。
13.所述小支撑板为长度小于大支撑板或调节支撑板的90
°
角铁,小支撑板的一外侧面上加工有两个定位孔且下端固接有与两个侧面均垂直的滑板,小支撑板通过滑板装配在平台上加工出的横滑槽内。
14.所述固定小轴在大轴同心夹具上固接有两个,所述定位大轴在大轴同心夹具上固接有两个。
15.所述定位头固接在蜗杆同心夹具里面的中心,限转杆绕定位头均匀固接有三根。
16.所述限位台为l型,相邻的限位台之间垂直设置,四个限位台的夹角均朝外。
17.本实用新型的有益效果在于:通过在搬运器加工平台上安装同心夹具和侧板夹具,侧板夹具和同心夹具能够保证外框架的板材之间相互垂直,同心夹具上的定位轴保证涡轮固定板和立板之间相互平行、同组涡轮固定板之间同心,并且夹具能够在未焊接情况下将搬运器车架进行组装,能够在焊接对各板材进行调节。
附图说明
18.图1是本实用新型的结构示意图;
19.图2是本实用新型的对搬运器车架的装夹结构示意图;
20.图中:1-平台,2-小轴同心夹具,3-侧板夹具,4-蜗杆同心夹具,5-大轴同心夹具,6-垫板,7-横滑槽,8-竖滑槽,9-定位销,10-固定小轴,11-底板,12-限位台,13-定位大轴,14-小支撑板,15-支撑杆,16-大支撑板,17-滑板,18-限转杆,19-定位头,20-长板,21-连接板,22-立板,23-涡轮固定板,24-车架底板,25-侧板,26-右立板,27-调节支撑板。
具体实施方式
21.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
22.一种抱夹搬运器工装夹具,包括平台1及平台1上安装的小轴同心夹具2、侧板夹具3、蜗杆同心夹具4、大轴同心夹具5、垫板6;小轴同心夹具2和大轴同心夹具5分别在平台1的两端相对安装有两个,两个小轴同心夹具2之间的连线和两个大轴同心夹具5之间的连线平行,侧板夹具3在平台1的两端分别安装一个,侧板夹具3之间的连线与两个小轴同心夹具2之间的连线垂直,垫板6在平台1的中部安装有四个,四个蜗杆同心夹具4分别两两相对安装在两个侧板夹具3之间且与侧板夹具3分别相邻;
23.如图2所示,小轴同心夹具2包括调节支撑板27,调节支撑板27的立面上固接有固定小轴10;通过调节支撑板27和长板20的侧面贴合,保证长板20和车架底板及侧板垂直,固定小轴10同时穿过长板20伸入立板22中使右立板26和长板20保持平行。
24.侧板夹具3包括两个相对安装的大支撑板16,两个相对的大支撑板16将侧板25对夹,保证侧板和车架底板及长板垂直。
25.蜗杆同心夹具4包括小支撑板14,小支撑板14的立面上固接有定位头18和限转杆19,小支撑板14与小轴同心夹具垂直设置,通过其立面与涡轮固定板23贴合并通过定位头18限定涡轮固定板的位置,通过限转杆19限制其在焊接过程中晃动,保证涡轮固定板和立板22之间为垂直状态,两个小支撑板14相对保证了一组涡轮固定板之间为平行且同心状态;
26.大轴同心夹具5包括调节支撑板27,调节支撑板27的立面上固接有定位大轴13,通过调节支撑板27和长板20的侧面贴合,保证长板20和车架底板及侧板垂直,固定大轴13同时穿过长板20伸入立板22中使立板22和长板20保持平行;
27.为了保证车架底板的高度,并将对车架底板进行固定,垫板6包括底板11,底板11垫在车架底板下,定位了车架底板的高度,底板11上固接的限位台12,在车架底板内孔内突出来,将车架底板的位置固定。
28.所述大支撑板16和调节支撑板27均为相同大小的90
°
角铁,大支撑板16和调节支
撑板27的两个内侧面之间还分别连接有支撑杆15,调节支撑板27的一侧通过螺栓固定在平台1上,大支撑板16的一外侧面上上加工有两个定位孔且下端固接有与两个侧面均垂直的滑板17,大支撑板16通过滑板17装配在平台1上加工出的竖滑槽8内。调节支撑板27能够在竖滑槽8内滑动,调节长板之间的间距,调节完成后通过定位销将调节支撑板固定在平台1上。
29.所述支撑杆15在大支撑板16或调节支撑板27的内侧面两端分别固接有一个,支撑杆15为弧形,在保证调节支撑板对侧板装夹支撑时,弧形的支撑杆15在调节支撑板27或大支撑板16收到反向压力时,能够形成弹性预紧力,保证装夹力度。
30.所述小支撑板14为长度小于大支撑板16或调节支撑板27的90
°
角铁,小支撑板14的一外侧面上加工有两个定位孔且下端固接有与两个侧面均垂直的滑板17,小支撑板14通过滑板17装配在平台1上加工出的横滑槽7内。
31.所述固定小轴10在大轴同心夹具5上固接有两个,所述定位大轴13在大轴同心夹具5上固接有两个。两个固定小轴能够限制右立板发生转动,保证其与侧板的贴合度。
32.所述定位头19固接在蜗杆同心夹具4里面的中心,限转杆18绕定位头19均匀固接有三根。
33.所述限位台12为l型,相邻的限位台12之间垂直设置,四个限位台12的夹角均朝外,l型的12同时向外抵触在车架底板的内孔的侧面,四个不同方向的抵触力限制车架底板移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1