一种可快速脱模的陶瓷素坯压坯模具的制作方法
1.本实用新型涉及陶瓷压坯模具技术领域,具体为一种可快速脱模的陶瓷素坯压坯模具。
背景技术:
2.中国专利公开了陶瓷坯件高压注浆成型工艺专用模具(公开号:cn102514087a),该专利包括有外模和密封外模的支撑板,其特征在于:外模包括吸水透气的k石膏模具和设置在k石膏模具外壁的钢套,钢套上设置有透气孔,支撑板上设置有注浆口和注气口。
3.上述专利中,陶瓷成型后脱模操作复杂,整体安装和拆卸效率较低,无法快速实现脱模,降低成型效率;同时,对于烧制后的陶瓷坯体一旦变形之后,没有加工余量,陶瓷坯体就报废,或需要增加加工余量,浪费资源,废品率提高,工作效率降低,增加了生产成本。
4.为了解决上述缺陷,现提供一种技术方案。
技术实现要素:
5.本实用新型的目的在于提供一种可快速脱模的陶瓷素坯压坯模具。
6.本实用新型的目的可以通过以下技术方案实现:
7.一种可快速脱模的陶瓷素坯压坯模具,包括胶套,所述胶套的顶部和底部均设置有堵头,胶套的外侧壁上设置有两个卡箍,且两个卡箍分别位于两个堵头的外侧,胶套的内部设置有用于填充粉料的填充腔,填充腔的内部设置有模芯,填充腔和模芯之间填充有陶瓷素坯材料,堵头的外部侧壁上设置有若干个伸缩式的卡头,胶套内侧壁上开设有与卡头相适配的卡孔,卡头的一端为半球形结构,卡头的另一端固定有导向杆,堵头的外部侧壁上开设有若干内腔,导向杆设置在内腔的内部,内腔的侧壁设置有滑槽,滑槽和卡头相适配,导向杆的外表面套设有弹簧,弹簧的一端与卡头相固定,弹簧的另一端固定在堵头上。
8.进一步的,所胶套顶部设置的堵头被模芯顶部贯穿,胶套底部设置的堵头底面和模芯的底面相平齐。
9.进一步的,所述模芯的截面为梯形结构,模芯的顶部直径小于模芯的底部直径。
10.进一步的,所述堵头为圆形结构,且堵头的中部设置有通孔。
11.进一步的,所述卡箍为不闭合圆环形结构,胶套的外壁开设有两个卡槽,卡箍位于胶套外壁上的卡槽内。
12.进一步的,所述卡箍不闭合的两端分别固定有第一连接杆和第二连接杆,第一连接杆与第二连接杆之间设置有卡紧螺栓。
13.本实用新型的有益效果:
14.通过设置的圆台型结构的模芯能够让陶瓷粉料压制后得到的陶瓷素坯快速的脱模,陶瓷素坯在取出后经过加工外圆和端面,将内孔较小的一端作为承重面放置在窑炉的承烧板上,由于重力作用,承重面在烧结过程中收缩受到阻力的影响,容易产生变形,由于小端内孔余量较大,不会造成因产品变形没有余量而报废,从而提高了陶瓷毛坯合格率,降
低生产成本。
15.通过设置的卡箍能够使得该模具整体便于安装和拆卸。通过设置的卡头能够和胶套内侧壁上的卡孔相卡接,从而能够使得堵头和胶套卡接牢固,并且在需要进行拆除的时候,只需要将堵头向上提起即可,设置堵头便于对模具进行安装和快速脱模,提高模具的制造效率。
16.通过卡箍不闭合的两端分别固定有第一连接杆和第二连接杆,第一连接杆与第二连接杆之间设置有卡紧螺栓,第一连接杆与第二连接杆之间通过卡紧螺栓进行紧固,通过设置的卡箍能够使得该模具整体便于安装和拆卸,通过设置卡紧螺栓,使得第一连接杆与第二连接杆之间的卡紧度实现调节,便于适应不同尺寸的胶套,同时满足不同的卡紧需求。
附图说明
17.下面结合附图和具体实施例对本实用新型作进一步详细描述。
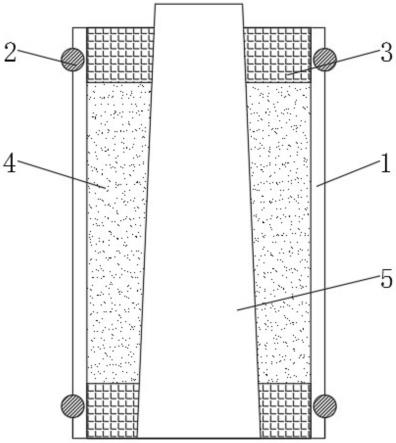
18.图1是本实用新型一种可快速脱模的陶瓷素坯压坯模具的结构示意图;
19.图2是本实用新型卡箍的结构示意图;
20.图3是本实用新型图2中a处的放大图;
21.图4是本实用新型堵头的俯视图;
22.图5是本实用新型图4中b处的放大图。
23.图中:1、胶套;2、卡箍;21、第一连接杆;22、第二连接杆;23、卡紧螺栓;3、堵头;31、通孔;32、卡头;33、滑槽;34、内腔;35、导向杆;36、弹簧;4、填充腔;5、模芯。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.请参阅图1-图5,本实用新型提供一种技术方案:
26.一种可快速脱模的陶瓷素坯压坯模具,包括胶套1,胶套1的顶部和底部均设置有堵头3,胶套1的外侧壁上设置有两个卡箍2,且两个卡箍2分别位于两个堵头3的外侧,胶套1的内部设置有用于填充粉料的填充腔4,填充腔4的内部设置有模芯5,填充腔4和模芯5之间填充有陶瓷素坯材料,胶套1顶部设置的堵头3被模芯5顶部贯穿,胶套1底部设置的堵头3底面和模芯5的底面相平齐;通过将陶瓷素坯粉料填充到填充腔4的内部,从而使得填充腔4被填充充实,得到陶瓷素坯,在胶套1底部的堵头3安装好之后,将模芯5直径大的一端放入到安装在胶套1底部的堵头3内部,从而堵头3会将模芯5稳定住,再向填充腔4的内部填充陶瓷素坯粉料,当陶瓷素坯粉料将填充腔4和模芯5之间的间隙填充完成后,再将胶套1顶部的堵头3卡入到模芯5的内部,并且堵头3会将填充腔4内部的陶瓷素坯粉料密封,密封完成后,将填充好的模具放置在等静压液压缸中压力为200mpa的环境下进行挤压,从而能够使得陶瓷粉料形成陶瓷素坯。
27.模芯5的截面为梯形结构,模芯5的顶部直径小于模芯5的底部直径。通过设置模芯5不仅能够让陶瓷粉料压制后得到的陶瓷素坯快速的脱模,陶瓷素坯在取出后经过加工外
圆和端面,将内孔较小的一端作为承重面放置在窑炉的承烧板上,由于重力作用,承重面在烧结过程中收缩受到阻力的影响,容易产生变形,由于小端内孔余量较大,不会造成因产品变形没有余量而报废,从而提高了陶瓷毛坯合格率,降低生产成本。
28.堵头3为圆形结构,且堵头3的中部设置有通孔31。通过设置的通孔31,便于模芯5的安装。
29.请参阅图2-图3,卡箍2为不闭合圆环形结构,胶套1的外壁开设有两个卡槽,卡箍2位于胶套1外壁上的卡槽内,其中,卡箍2不闭合的两端分别固定有第一连接杆21和第二连接杆22,第一连接杆21与第二连接杆22之间设置有卡紧螺栓23,第一连接杆21与第二连接杆22之间通过卡紧螺栓23进行紧固,通过设置的卡箍2能够使得该模具整体便于安装和拆卸,通过设置卡紧螺栓23,使得第一连接杆21与第二连接杆22之间的卡紧度实现调节,便于适应不同尺寸的胶套1,同时满足不同的卡紧需求;
30.请参阅图4-图5,堵头3的外部侧壁上设置有若干个伸缩式的卡头32,胶套1内侧壁上开设有与卡头32相适配的卡孔,卡头32的一端为半球形结构,卡头32的另一端固定有导向杆35,堵头3的外部侧壁上开设有若干内腔34,导向杆35设置在内腔34的内部,内腔34的侧壁设置有滑槽33,滑槽33和卡头32相适配,导向杆35的外表面套设有弹簧36,弹簧36的一端与卡头32相固定,弹簧36的另一端固定在堵头3上。通过设置的卡头32能够和胶套1内侧壁上的卡孔相卡接,从而能够使得堵头3和胶套1卡接牢固,并且在需要进行拆除的时候,只需要将堵头3向上提起即可,胶套1底部的卡头32在安装的时候,先让卡头32抵在胶套1的侧壁上,朝向胶套1的内部滑动,使得卡头32卡入到胶套1侧壁上的卡孔的内部,从而使得堵头3和胶套1固定,在安装胶套1顶部的堵头3的时候先让卡头32抵接在胶套1的内侧壁上,向下滑动堵头3,使得堵头3和胶套1固定,在卡头32接触到胶套1内侧壁的时候,卡头32会挤压弹簧36,弹簧36压缩,当卡头32进入到卡孔的内部后弹簧36会推动卡头32进入到卡孔的内部,从而将堵头3和胶套1卡接。
31.工作原理:
32.本实用新型在使用时,在胶套1底部的堵头3安装好之后,将模芯5直径大的一端放入到安装在胶套1底部的堵头3内部,从而堵头3会将模芯5稳定住,再向填充腔4的内部填充陶瓷素坯粉料,当陶瓷素坯粉料将填充腔4和模芯5之间的间隙填充完成后,再将胶套1顶部的堵头3卡入到模芯5的内部,将卡箍2放在卡槽内,并通过卡紧螺栓23将第一连接杆21和第二连接杆22进行卡紧,并且堵头3会将填充腔4内部的陶瓷素坯粉料密封,密封完成后,将填充好的模具放置在等静压液压缸中压力为200mpa的环境下进行挤压,从而能够使得陶瓷粉料形成陶瓷素坯;脱模时,将卡紧螺栓23打开,松开卡箍2,并将顶部的堵头3向上提起即可。
33.以上对本实用新型的一个实施例进行了详细说明,但内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1