一种超精密设备预埋件安装调平装置的制作方法
1.本实用新型涉及一种超精密设备预埋件安装调平装置,属于预埋件调平技术领域。
背景技术:
2.以往大型设备基础预埋件传统的施工方法为:现场由汽车吊吊起预埋件至安装位置,将预埋件放置在加固支架上后始终保持吊装状态,人工调平后在预埋板下加入垫板或垫铁,通过人工对齐、找正、调平,不断点焊、调整、固定,完成大型预埋件安装;传统施工方法安装大型预埋件,钢板对齐、找正、调平等每块预埋件整体完成所需安装时间1.5小时左右,时间过长,且汽车吊需全过程配合,造成了各项费用的增加,施工效率低下;同时在预埋件对正,尤其是安装调平的过程中不易调节,累计偏差大等问题的出现,造成了安装质量一般;在安装过程中存在长时间机械吊装作业,过程中存在机械伤害、物体打击、高空坠落等危险的发生。为解决上述问题,特提供一种新的技术方案。
技术实现要素:
3.本实用新型的目的在于提供一种超精密设备预埋件安装调平装置,以解决上述背景技术中提出的问题。
4.为实现上述目的本实用新型采用以下技术方案:一种超精密设备预埋件安装调平装置,包括基础垫层,所述基础垫层由混凝土浇筑而成,基础垫层上嵌套有若干个定位柱,所述定位柱顶部沿基础长方向焊接有下水平支撑杆,所述下水平支撑杆顶部上方放置有若干个预埋钢板,所述预埋钢板底部边角处放置有螺纹套筒,所述螺纹套筒与定位柱的位置相对称,且螺纹套筒底部通过螺纹连接有纵向支撑杆,所述纵向支撑杆底部与下水平支撑杆顶部相焊接。
5.优选的,所述纵向支撑杆上端焊接有上水平支撑杆,所述上水平支撑杆与预埋钢板之间的间距为200mm,且上水平支撑杆底部与纵向支撑杆之间对称焊接有拉杆,所述拉杆底部与下水平支撑杆顶部呈45
°
角焊接。
6.优选的,所述预埋钢板之间的间距大于等于两米时,预埋钢板之间的上水平支撑杆与下水平支撑杆中间交错焊接有斜拉杆。
7.优选的,所述定位柱由φ16的钢筋加工而成。
8.优选的,所述下水平支撑杆、纵向支撑杆、上水平支撑杆、拉杆、斜拉杆均由φ25的钢筋加工而成。
9.与现有技术相比,本实用新型的有益效果是:本实用新型基础垫层上嵌套有若干个定位柱,可轻松对预埋钢板进行定位;上水平支撑杆底部与纵向支撑杆之间对称焊接有拉杆,可有效提高纵向支撑杆的稳定性;预埋钢板之间的间距大于等于两米时,预埋钢板之间的上水平支撑杆与下水平支撑杆中间交错焊接有斜拉杆,可有效提高上水平支撑杆的稳定性;综合上述本实用新型可有效减少预埋件高度安装时的误差范围,有效提高了施工效
率。
附图说明
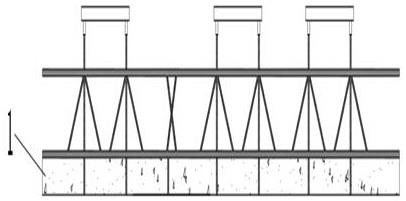
10.图1为本实用新型结构示意图;
11.图2为本实用新型下水平支撑杆结构示意图;
12.图3为本实用新型预埋钢板结构示意图;
13.图中:1-基础垫层;2-定位柱;3-下水平支撑杆;4-预埋钢板;5-螺纹套筒;6-纵向支撑杆;7-上水平支撑杆;8-拉杆;9-斜拉杆。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整的阐述。
15.如图1-3所示,一种超精密设备预埋件安装调平装置,包括基础垫层1,基础垫层1由混凝土浇筑而成,基础垫层1上嵌套有若干个定位柱2,定位柱2顶部沿基础长方向焊接有下水平支撑杆3,下水平支撑杆3顶部上方放置有若干个预埋钢板4,预埋钢板4底部边角处放置有螺纹套筒5,螺纹套筒5与定位柱2的位置相对称,且螺纹套筒5底部通过螺纹连接有纵向支撑杆6,纵向支撑杆6底部与下水平支撑杆3顶部相焊接,纵向支撑杆6上端焊接有上水平支撑杆7,上水平支撑杆7与预埋钢板4之间的间距为200mm,且上水平支撑杆7底部与纵向支撑杆6之间对称焊接有拉杆8,拉杆8底部与下水平支撑杆3顶部呈45
°
角焊接,预埋钢板4之间的间距大于等于两米时,预埋钢板4之间的上水平支撑杆7与下水平支撑杆3中间交错焊接有斜拉杆9,定位柱2由φ16的钢筋加工而成,下水平支撑杆3、纵向支撑杆6、上水平支撑杆7、拉杆8、斜拉杆9均由φ25的钢筋加工而成。
16.具体使用方式:基础垫层1浇筑完毕后,首先在基础垫层1上测量放线,确定预埋钢板4的位置,并对预埋钢板4的位置采用红漆标注,由此可以对预埋钢板4的位置有一个基本准确的位置定位,便于纵向支撑杆6的焊接;随后根据预埋钢板4定位位置,打孔楔入定位柱2,并将定位柱2与基础垫层1长向通长布置的两根下水平支撑杆3焊接,作为纵向支撑杆6的下部支撑点;随后以定位柱2的位置为依据将纵向支撑杆6焊接于下水平支撑杆3上,并将螺纹套筒5螺纹连接于纵向支撑杆6顶部;随后为确保纵向支撑杆6的稳定性,于预埋钢板4下部200mm处,纵向支撑杆6上对称焊接两根上水平支撑杆7,同时每根纵向支撑杆6采用两根拉杆8对角拉结焊牢,与水平面夹角呈45
°
;当预埋钢板4之间的间距大于等于2米时,上水平支撑杆7与下水平支撑杆3中间交错焊接斜拉杆9;最后通过机械吊运;将预埋钢板4放置于纵向支撑杆6上,此时技术人员配合施工人员抄测埋件钢板标高,初步调平钢板;对预埋钢板4进行水平位置调整时,根据基础垫层1中心线确定各预埋钢板4中心线,基础垫层1两端固定架设计平面放线,用全站仪和钢尺在线架梁上测预埋钢板4中心线并刻点,再挂线拉上中心线,使预埋钢板4顶部中心对准中心线;采用挂线和吊线坠检查校正预埋钢板4垂直度,校正垂直度应在l/50~l/100以内,来回调整,待预预埋钢板4两个方向中心线调整至标准位置;采用螺纹套筒5精调,同时校正预埋钢板4水平位置,待标高及水平位置偏差≤2mm时,将预埋钢板4四角与螺纹套筒5固定焊接;全部预埋钢板4校正固定完毕后,进行一次全面的复查,提出自检记录,交专检复查后进行浇筑混凝土。
17.以上所述为本实用新型较佳实施例,对于本领域的普通技术人员而言,根据本实用新型的教导,在不脱离本实用新型的原理与精神的情况下,对实施方式所进行的改变、修改、替换和变型仍落入本实用新型的保护范围之内。
技术特征:
1.一种超精密设备预埋件安装调平装置,包括基础垫层(1),其特征在于:所述基础垫层(1)由混凝土浇筑而成,基础垫层(1)上嵌套有若干个定位柱(2),所述定位柱(2)顶部沿基础长方向焊接有下水平支撑杆(3),所述下水平支撑杆(3)顶部上方放置有若干个预埋钢板(4),所述预埋钢板(4)底部边角处放置有螺纹套筒(5),所述螺纹套筒(5)与定位柱(2)的位置相对称,且螺纹套筒(5)底部通过螺纹连接有纵向支撑杆(6),所述纵向支撑杆(6)底部与下水平支撑杆(3)顶部相焊接。2.根据权利要求1所述的一种超精密设备预埋件安装调平装置,其特征在于:所述纵向支撑杆(6)上端焊接有上水平支撑杆(7),所述上水平支撑杆(7)与预埋钢板(4)之间的间距为200mm,且上水平支撑杆(7)底部与纵向支撑杆(6)之间对称焊接有拉杆(8),所述拉杆(8)底部与下水平支撑杆(3)顶部呈45
°
角焊接。3.根据权利要求1所述的一种超精密设备预埋件安装调平装置,其特征在于:所述预埋钢板(4)之间的间距大于等于两米时,预埋钢板(4)之间的上水平支撑杆(7)与下水平支撑杆(3)中间交错焊接有斜拉杆(9)。4.根据权利要求1所述的一种超精密设备预埋件安装调平装置,其特征在于:所述定位柱(2)由φ16的钢筋加工而成。5.根据权利要求1所述的一种超精密设备预埋件安装调平装置,其特征在于:所述下水平支撑杆(3)、纵向支撑杆(6)、上水平支撑杆(7)、拉杆(8)、斜拉杆(9)均由φ25的钢筋加工而成。
技术总结
本实用新型公开了一种超精密设备预埋件安装调平装置,包括基础垫层,所述基础垫层由混凝土浇筑而成,基础垫层上嵌套有若干个定位柱,所述定位柱顶部沿基础长方向焊接有下水平支撑杆,所述下水平支撑杆顶部上方放置有若干个预埋钢板,所述预埋钢板底部边角处放置有螺纹套筒,所述螺纹套筒与定位柱的位置相对称,且螺纹套筒底部通过螺纹连接有纵向支撑杆,所述纵向支撑杆底部与下水平支撑杆顶部相焊接。本实用新型可有效减少预埋件高度安装时的误差范围,有效提高了施工效率。有效提高了施工效率。有效提高了施工效率。
技术研发人员:刘鹏 杨吉兴 韩磊 翁孝伟 袁东 赵玉青
受保护的技术使用者:滕州建工建设集团有限公司
技术研发日:2022.07.29
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1