一种适用于石质板材的厨卫面板加工用生产线的制作方法
1.本实用新型涉及一种适用于石质板材的厨卫面板加工用生产线,属于厨卫面板加工技术领域。
背景技术:
2.橱柜和浴柜是人们日常生活中必不可少的家用产品之一,由于橱柜和浴柜长期处在潮湿的环境之中,因此现有的大部分橱柜和浴柜皆采用石质板材制成,其中就包括了石英石、大理石、人造石和岩板等。橱柜和浴柜的面板在加工时,一般需要切割出适合安装洗碗盘或洗漱盆的内孔,并且在面板的前端和左右两端粘贴上挡水板(后端靠墙安装则无需粘贴挡水板),阻隔水流从面板上流下。由于石英石、大理石、人造石等天然石材的硬度、纹理与岩板不同,因此天然石材面板和岩板面板的切孔方式有所不同,天然石材面板一般采用磨头磨孔,而岩板面板则采用水刀切孔。并且天然石材面板和岩板面板的挡水板粘贴方式也不相同,天然石材面板与其挡水板之间的粘贴方式为:将挡水板内侧面垂直粘贴在天然石材面板四周的外侧面(如图12所示);岩板面板与其挡水板之间的粘贴方式为:将挡水板和岩板面板的粘贴面分别切割成45度角的倾斜面,再将其两者的粘贴面粘贴在一起(如图13所示)。
3.基于上述原因,现有的石质板材厨卫面板加工用生产线,一般分类为天然石材面板生产线或岩板面板生产线,两者之间互不适用。作为石质板材厨卫面板生产商而言,购买两条生产线的设备成本高,而且需要配备两条生产线的工作人员,人工成本高。
4.为此,如何提供一种适用于天然石材面板和岩板面板的厨卫面板加工用生产线,是本实用新型的研究目的。
技术实现要素:
5.针对上述技术的不足,本实用新型提供一种适用于石质板材的厨卫面板加工用生产线,通过纵向切割机从面板上切下挡水板,并由链式分拣机将挡水板输送至切磨机或磨边机,进行45度切磨或磨边,面板主体则输送至多板材切磨一体机中,进行水刀切孔或磨头磨孔,完成面板主体和挡水板的加工。
6.为解决现有技术问题,本实用新型所采用的技术方案是:
7.一种适用于石质板材的厨卫面板加工用生产线,其特征在于:包括滚筒输送线、依次设在该滚筒输送线上的上板机、多功能横向切割机、数控多刀切割机、链式分拣机、多板材切磨一体机、下板机和面板切磨机;所述链式分拣机的两侧分别设有挡水板切磨机和挡水板磨边机;所述挡水板切磨机与所述链式分拣机之间设有第一辅助滚筒输送线;所述挡水板磨边机与所述链式分拣机之间设有第二辅助滚筒输送线;所述多板材切磨一体机的一侧装配式设有水刀增压器和控制柜;所述多板材切磨一体机上设有可横向移动的多功能切割头;所述多功能切割头包括一组可升降的水刀和若干组可升降的钻孔磨头。
8.进一步的,所述上板机包括门式支架和用于吊装面板的升降式吸盘;所述门式支
架横跨式设在所述滚筒输送线的上方;所述升降式吸盘通过导轨和行走轮安装在所述门式支架上。
9.进一步的,所述多功能横向切割机包括两组可横向移动的横向切刀、以及设在两组所述横向切刀下方的废料槽。
10.进一步的,所述数控多刀切割机包括第一输送皮带、设在该第一输送皮带上方的第一压板胶轮和若干组纵向切刀组件。
11.进一步的,所述链式分拣机上设有可横向输送挡水板的输送链条。
12.进一步的,所述面板切磨机包括第二输送皮带、设在该第二输送皮带上方的第二压板胶轮、倾斜设置在该第二输送皮带后端的面板切刀和面板磨边磨头。
13.本实用新型的有益效果是:该生产线适用于天然石材厨卫面板和岩板厨卫面板加工使用,无需装配两条生产线,有效降低设备成本和人工成本,提高生产效率。
附图说明
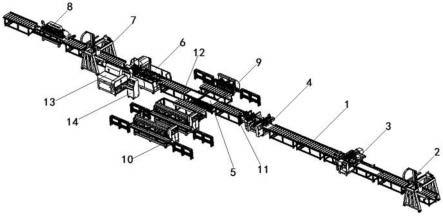
14.图1是本实用新型的结构示意图。
15.图2是本实用新型的俯视图。
16.图3是本实用新型多板材切磨一体机的结构示意图。
17.图4是本实用新型多功能切割头的结构示意图。
18.图5是本实用新型上板机的结构示意图。
19.图6是本实用新型多功能横向切割机的结构示意图。
20.图7是本实用新型数控多刀切割机的结构示意图。
21.图8是本实用新型数控多刀切割机的俯视图。
22.图9是本实用新型链式分拣机的结构示意图。
23.图10是本实用新型面板切磨机的结构示意图。
24.图11是本实用新型面板切刀和面板磨边磨头的安装示意图。
25.图12是天然石材面板与其挡水板的粘贴示意图。
26.图13是岩板面板与其挡水板的粘贴示意图。
27.其中:滚筒输送线1、上板机2、多功能横向切割机3、数控多刀切割机4、链式分拣机5、多板材切磨一体机6、下板机7、面板切磨机8、挡水板切磨机9、挡水板磨边机10、第一辅助滚筒输送线11、第二辅助滚筒输送线12、水刀增压器13、控制柜14、多功能切割头15、水刀16、钻孔磨头17、门式支架18、升降式吸盘19、横向切刀20、废料槽21、第一输送皮带22、第一压板胶轮23、纵向切刀组件24、输送链条25、第二输送皮带26、第二压板胶轮27、面板切刀28、面板磨边磨头29。
具体实施方式
28.为了使本领域技术人员更加理解本实用新型的技术方案,下面结合附图1-13对本实用新型做进一步分析。
29.如图1-11所示,一种适用于石质板材的厨卫面板加工用生产线,其特征在于:包括滚筒输送线1、依次设在该滚筒输送线1上的上板机2、多功能横向切割机3、数控多刀切割机4、链式分拣机5、多板材切磨一体机6、下板机7和面板切磨机8;所述链式分拣机5的两侧分
别设有挡水板切磨机9和挡水板磨边机10;所述挡水板切磨机9与所述链式分拣机5之间设有第一辅助滚筒输送线11,用于将挡水板从链式分拣机5输送到挡水板切磨机9中;所述挡水板磨边机10与所述链式分拣机5之间设有第二辅助滚筒输送线12,用于将挡水板从链式分拣机5输送到挡水板磨边机10中;所述多板材切磨一体机6的一侧装配式设有水刀增压器13和控制柜14,水刀增压器13的作用在于将低水压增压成高水压,控制柜14则用于控制多板材切磨一体机6的运行;所述多板材切磨一体机6上设有可横向移动的多功能切割头15;所述多功能切割头15包括一组可升降的水刀16和若干组可升降的钻孔磨头17,水刀16用于岩板面板切内孔使用,钻孔磨头17用于天然石材面板切内孔使用。
30.本实施例中,优选地,所述上板机2包括门式支架18和用于吊装面板的升降式吸盘19;所述门式支架18横跨式设在所述滚筒输送线1的上方;所述升降式吸盘19通过导轨和行走轮安装在所述门式支架18上,通过升降式吸盘19将面板搬运到滚筒输送线1上;同理,加工完成后,通过相同结构的下板机7将面板从滚筒输送线1上搬下。
31.本实施例中,优选地,所述多功能横向切割机3包括两组可横向移动的横向切刀20、以及设在两组所述横向切刀20下方的废料槽21,横向切刀20用于将面板原材横向切断,得到所需长度的面板。
32.本实施例中,优选地,所述数控多刀切割机4包括第一输送皮带22、设在该第一输送皮带22上方的第一压板胶轮23和若干组纵向切刀组件24,通过第一压板胶轮23压住在第一输送皮带22上的面板,再通过纵向切刀组件24纵向切割面板的两侧,将面板分割成面板主板和挡水板。
33.本实施例中,优选地,所述链式分拣机5上设有可横向输送挡水板的输送链条25,输送链条25用于将挡水板输送至挡水板切磨机9或挡水板磨边机10。
34.本实施例中,优选地,所述面板切磨机8包括第二输送皮带26、设在该第二输送皮带26上方的第二压板胶轮27、倾斜设置在该第二输送皮带26后端的面板切刀28和面板磨边磨头29,通过第二压板胶轮27压住在第二输送皮带26上的面板主板,再通过面板切刀28和面板磨边磨头29将面板主板的边沿切割成倾斜的45度角,并对切割面进行打磨。
35.本实用新型的工作原理:当石英石、大理石、人造石等天然石材面板加工使用时,人工设定链式分拣机5的输送链条25逆时针转动,即将挡水板往挡水板磨边机10方向输送;首先,人工操作上板机2将面板原材搬运到滚筒输送线1上,由滚筒输送线1将面板原材输送到多功能横向切割机3中,调节横向切刀20的切割角度,使其垂直切断面板原材,得到所需长度的面板原材,然后继续由滚筒输送线1将裁断好的面板原材输送至数控多刀切割机4中,将面板纵向分割成面板主板和挡水板,面板主板和挡水板由滚筒输送线1继续输送至链式分拣机5中,人工操作链式分拣机5将挡水板输送至挡水板磨边机10中进行磨边,而面板主板则由滚筒输送线1继续输送至多板材切磨一体机6中,由多功能切割头15的钻孔磨头17对面板主板进行切内孔和磨孔,切完内孔后的面板主板由滚筒输送线1继续输送至下板机7中,由下板机7完成面板主板的下料,再通过叉车等其他转运设备将面板主板转移到粘贴工作台上,由人工将磨边后的挡水板裁成相应长度,并通过胶水粘贴在面板主板的前端和左右两端,完成天然石材面板的切内孔和粘贴挡水板。
36.当岩板面板加工使用时:人工设定链式分拣机5的输送链条25顺时针转动,即将挡水板往挡水板切磨机9方向输送;首先,人工操作上板机2将面板原材搬运到滚筒输送线1
上,由滚筒输送线1将面板原材输送到多功能横向切割机3中,调节横向切刀20的切割角度,使其45度倾斜切断面板原材,得到所需长度的面板原材,然后继续由滚筒输送线1将裁断好的面板原材输送至数控多刀切割机4中,将面板纵向分割成面板主板和挡水板,面板主板和挡水板由滚筒输送线1继续输送至链式分拣机5中,人工操作链式分拣机5将挡水板输送至挡水板切磨机9中进行45度切边和磨边,而面板主板则由滚筒输送线1继续输送至多板材切磨一体机6中,由多功能切割头15的水刀16对面板主板进行切内孔,切完内孔后由钻孔磨头17对内孔边沿进行打磨,切完内孔后的面板主板由滚筒输送线1继续输送至面板切磨机8中,通过面板切刀28和面板磨边磨头29将面板主板的边沿切割成倾斜的45度角,并对切割面进行打磨;移动下板机7到面板切磨机8的后端,由下板机7完成面板主板的下料,再通过叉车等其他转运设备将面板主板转移到粘贴工作台上,由人工将切磨后的挡水板裁成相应长度,并通过胶水粘贴在面板主板的前端和左右两端,完成岩板面板的切内孔和粘贴挡水板。
37.以上对本技术所提供的技术方案进行了详细介绍,本文中应用了实施例对本技术的原理及实施方式进行了阐述,以上实施例的说明只用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1