一种加气混凝土铝粉及外加剂的智能添加搅拌系统的制作方法
1.本实用新型属于加气混凝土生产线技术领域,尤其涉及一种加气混凝土铝粉及外加剂的智能添加搅拌系统。
背景技术:
2.加气混凝土作为革新的墙体材料是建筑节能的重要组成部分,据实践证明是一种可替代粘土砖的理想墙体材料,具有质量轻、保温效果好和吸音效果好等优点,拥有一定的强度和可加工的特点,目前已作为围护结构的填充和保温材料被广泛地应用于建筑中。
3.其中铝粉(膏)是加气混凝土生产所需的材料之一,铝粉搅拌机是铝粉搅拌的专用设备。目前,现有的用于加气混凝土生产线的铝粉搅拌计量装置在生产时,每模加气砖生产都要向搅拌机中人工添加一次铝粉,再进行搅拌计量,此种生产方式每个生产周期的生产量小,生产效率低,且浪费人力,提高了生产成本。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型的目的在于提供一种加气混凝土铝粉及外加剂的智能添加搅拌系统。
5.为解决上述问题,本实用新型采用如下的技术方案:
6.一种加气混凝土铝粉及外加剂的智能添加搅拌系统,其特征在于,包括储罐组、拨料器圆盘单元组、机架组、计量斗单元组和水量称重搅拌组,所述储罐组中包括储料罐和外加剂储液罐,两者焊接于机架组的顶部,其中所述储料罐的上方为加料口,内腔底部则为安装有刮料刀和下料缓冲隔板的落料口;所述拨料器圆盘单元组固设于储料罐落料口的下方;所述水量称重搅拌组中包括搅拌装置及搅拌罐,所述搅拌罐顶部为接料口,底部为出料口,其活动连接于机架组的称重传感器上;所述计量斗单元组设置于机架组内配高速传感器的吊臂上,位于储罐组与水量称重搅拌组之间,其顶部开口及侧面出口分别是为入料口及下料口;所述搅拌罐的接料口位于计量斗单元组下料口的下方,而储料罐的落料口则位于计量斗单元组入料口的上方;所述机架组中包括控制电箱和机架,所述控制电箱固装于机架上的一侧;所述控制电箱配置有plc模块、电控元件、控制面板和汇流排,通过电源导线来与气缸、电磁阀、减速机、高速传感器、阀门气动执行器、称重传感器、气动阀、搅拌电机、过滤阀、调压阀和气动球阀相连接以控制工作。
7.优选的,所述外加剂储液罐的底部焊接有安装了第一气动球阀、定量罐和第二气动球阀的输料管道,其中输料管道有一端延伸至搅拌罐的上方。
8.优选的,所述拨料器圆盘单元组通过减速机固定座来与配有刮料拨料主轴的减速机相装配,其中刮料拨料主轴依次穿过拨料器圆盘单元组中的拨料叶片和储料罐内的刮料刀来带动两者工作。
9.优选的,所述拨料器圆盘单元组包括拨料叶片、拨料盘和第一气缸闸门,其中所述第一气缸闸门对应设置在拨料盘的放料口处。
10.优选的,所述计量斗单元组包括下料叶片刀、计量斗、下料减速机和第二气缸闸门,所述下料减速机带动下料叶片刀转动工作,而所述第二气缸闸门则设置在计量斗的外壁面上,位于下料口处。
11.优选的,所述搅拌罐的上边缘处焊接有一环形水管,其接驳有安装了气动阀、调压阀和电磁阀的进水管道。
12.优选的,所述搅拌装置包括搅拌电机、联轴器、轴承座、支座和带浆式搅拌叶片的搅拌轴,所述搅拌轴通过联轴器与搅拌电机相装配后由轴承座将其固装于支座上。
13.优选的,所述储罐组配置有上料装置。
14.优选的,所述搅拌装置通过支座固定于搅拌罐的上边缘。
15.优选的,所述环形水管上等距开设有多个斜向于搅拌罐内壁面的出水口。
16.本实用新型的有益效果
17.相比于现有技术,本实用新型的优点在于:
18.1)针对铝粉膏粘稠难下料、下料精度低的问题,本实用新型采用了刀片送料及重量感应,所述刀片、叶片共设置有三把,分别是刮料刀、拨料叶片和下料叶片刀,每把的作用各有不同,刮料刀是在储料桶内对待加工的铝粉膏作打散和初筛的作用,避免铝粉膏结块难下料的同时亦能往拨料盘刮料,而拨料盘的拨料叶片则是对已打散并存储于盘内的铝粉膏作推料的工作,最后落料至计量斗的定量铝粉膏便通过下料叶片刀来推落至搅拌罐中进行搅拌加工,其中减速机和下料减速机能以快、中、慢的三挡转速调节,从而达到可控制铝粉膏添加至搅拌罐内的克数,因搅拌罐及计量斗均配置有重量的感应器,所以可以在保证铝粉膏自动、稳定、高效下料的同时还兼顾材料与添加剂与水之间所需的占比,解决了人工下料的大误差和繁琐流程;
19.2)本实用新型设置有一外加剂储液罐,其作用是存储脱脂剂,以在搅拌罐搅拌铝粉膏时添加在内,从而用化学的方法来去除铝粉膏表面的硬脂酸,其配置有安装了两个气动球阀及定量罐的输料管道,输料管道延伸至搅拌罐的上方,这样设计的目的是,经过计算后的定量罐剂量是刚好够一桶次的铝粉膏搅拌加工,气动球阀各实现一开一关,变便可进行精确的添加和补充,从而进一步提升本实用新型的精度、效率;
20.3)本实用新型的搅拌罐设置于称重传感器上,从而可通过plc模块来实时监控其重量变化,继而控制各减速机的速度,转速一般设置为先快后慢,具体是当搅拌罐的重量数值接近临界值时受减速机带动工作的叶片或刮料刀的转速就会越来越慢,以达到控制铝粉下落至搅拌罐内的克数,从而保证浓度和比例;
21.4)本实用新型加水于搅拌罐内进行加工搅拌的装置是环形水管,其输水管道上配装了气动阀、调压阀和电磁阀,能通过plc模块来控制加水的水量和节点,其中环形水管设置在搅拌罐的上方边缘处,需要注意的是,其所开设的出水孔位并不与搅拌罐的内壁面相平行,具体是斜向于内壁面进行开设的,目的是让出水孔位流出的水能喷淋至搅拌罐的内壁上,实现除了搅拌加工的加水以外,还能起到在加工后的清洁或日常维护的自清洁作用,一定程度减少人工的劳动强度,且在每次加工后由plc模块再次加水清理壁面能避免残留物对下次搅拌加工所造成的重量或比例错误;
22.5)本实用新型的控制电箱设置有控制面板,其内置有控制工作的系统,能手动操控、设置各个数据的值和部件的启停,当然也能设定要求来实现自动化加工,配备有警报提
示,让操作员更直观地了解本实用新型的运行情况。
附图说明
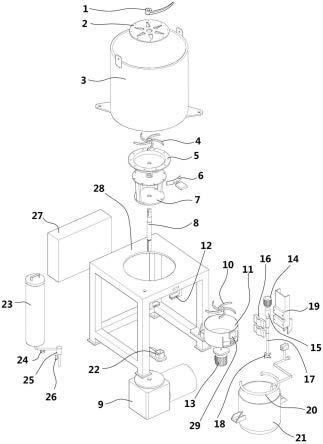
23.图1为本实用新型的爆炸图;
24.图2为本实用新型储料罐的剖视结构图;
25.图3为本实用新型机架组的结构示意图;
26.图4为本实用新型水量称重搅拌组的结构示意图;
27.图5为本实用新型计量斗单元组的结构示意图;
28.图6和图7均为本实用新型的局部装配示意图;
29.图8为本实用新型上料装置的结构示意图;
30.图9为本实用新型的完整装配图。
31.图中各标记分别代表的是:刮料刀(1)、下料缓冲隔板(2)、储料罐(3)、加料口(300)、落料口(301)、拨料叶片(4)、拨料盘(5)、放料口(500)、第一气缸闸门(6)、减速机固定座(7)、刮料拨料主轴(8)、减速机(9)、下料叶片刀(10)、计量斗(11)、入料口(110)、下料口(111)、高速传感器(12)、下料减速机(13)、搅拌电机(14)、联轴器(15)、轴承座(16)、搅拌轴(17)、浆式搅拌叶片(18)、支座(19)、环形水管(20)、搅拌罐(21)、接料口(210)、出料口(211)、称重传感器(22)、外加剂储液罐(23)、第一气动球阀(24)、定量罐(25)、第二气动球阀(26)、控制电箱(27)、机架(28)、吊臂(280)、第二气缸闸门(29)、上料装置(30)。
具体实施方式
32.为了更好地了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型做进一步详细的描述。
33.如图1至图9所示,本实用新型为一种加气混凝土铝粉及外加剂的智能添加搅拌系统。
34.本实用新型能大体分为五个部分:储罐组、拨料器圆盘单元组、机架组、计量斗单元组和水量称重搅拌组。
35.所述储罐组主要由储料罐(3)和外加剂储液罐(23)组成。
36.所述储料罐(3)包括刮料刀(1)和下料缓冲隔板(2),而固设于所述储料罐(3)落料口(301)下方的拨料器圆盘单元组则包括拨料叶片(4)、拨料盘(5)和第一气缸闸门(6)。其中所述拨料盘(5)所配置的第一气缸闸门(6)为带挡板的复位气缸,对拨料盘(5)的放料口(500)起到遮挡作用,避免搅拌过程中铝粉膏因震动掉落;所述下料缓冲隔板(2)设置于储料罐(3)底部的台阶型落料口(301)上,落料口(301)对所述下料缓冲隔板(2)起到承托作用,落料口(301)上还开设有螺孔,通过使用螺栓和螺母来对配置有拨料叶片(4)的拨料盘(5)进行固定装配,以设置于在其下方。而拨料盘(5)的下方亦同样使用螺栓配合减速机固定座(7)来将减速机(9)进行安装固设,其中所述减速机(9)配有刮料拨料主轴(8)。所述刮料拨料主轴(8)由下到上依次穿过减速机固定座(7)、拨料盘(5)、拨料叶片(4)、储料罐(3)的落料口(301)、下料缓冲隔板(2)和刮料刀(1),其中套置于刮料拨料主轴(8)上的拨料叶片(4)和刮料刀(1)均通过与其键槽的配合实现固定装配,进而在减速机(9)的带动下旋转工作,达到对铝粉膏进行打散和拨料。
37.所述外加剂储液罐(23)顶部配置有罐盖,以进行遮盖、密封,而其重点是其底部焊接有安装了第一气动球阀(24)、定量罐(25)和第二气动球阀(26)的输料管道,其所述输料管道有一端延伸至搅拌罐(21)的上方,这样设计的目的是,经过计算后的定量罐(25)的剂量是刚好够一桶次的铝粉膏搅拌加工,加以气动球阀实现一开一关,便可进行精确的添加和补充,如需要将定量罐(25)中的外加剂添加至搅拌桶(21)内时,第一气动球阀(24)是关闭的,第二气动球阀(26)时打开的,而定量罐(25)中的外加剂用完后,第二气动球阀(26)便关闭,让第一气动球阀(24)打开,从而令外加剂储液罐(23)内的外加剂补充至定量罐(25)内,这样的固定设计能进一步提升本实用新型的精度、效率。
38.所述机架组主要包括控制电箱(27)和机架(28)。
39.所述控制电箱(27)固装于机架(28)上的一侧;所述控制电箱(27)配置有plc模块、电控元件、控制面板和汇流排,通过电源导线来与气缸、电磁阀、减速机(9)、阀门气动执行器、称重传感器(22)、气控阀、搅拌电机(7)和调压阀、气动球阀相连接以控制工作。
40.所述机架(28)的顶部除了开设有两个孔位来分别焊接安装储料罐(3)和外加剂储液罐(10)外,还焊接有安装板来对称固设称重传感器(22),内腔顶部还焊接安装了有高速传感器(12)的吊臂(280)来装配计量斗单元组。
41.所述搅拌组主要包括搅拌装置和搅拌罐(18)。
42.所述搅拌装置包括搅拌电机(14)、联轴器(15)、轴承座(16)、支座(19)和带浆式搅拌叶片(18)的搅拌轴(17),所述搅拌轴(17)通过联轴器(15)与搅拌电机(14)相装配后由轴承座(16)将其固装于支座(19)上。
43.所述搅拌罐(18)上边缘处焊接有一环形水管(17),其接驳有安装了调压阀、电磁阀、气动球阀的进水管道。
44.由上述可知,机架组上、中、下分别布局了储罐组、拨料器圆盘单元组、计量斗单元组和水量称重搅拌组,所述计量斗(11)设置于机架组内的吊臂(280)上,位于储罐组与水量称重搅拌组之间,其顶部开口及侧面出口分别是为入料口(110)及下料口(111);所述搅拌罐(21)的接料口(210)位于计量斗(11)下料口(111)的下方,而储料罐(3)的落料口(301)则位于计量斗(11)入料口(110)的上方。这样的设计能改善粉膏粘稠难下料、下料精度低的问题,具体体现在本实用新型采用了刀片、叶片进行精确有效的下料、送料,所述叶片和刀片共设置有三把,分别是刮料刀(1)、拨料叶片(4)和下料叶片刀(10),每把作用各有不同,刮料刀(1)是在储料罐(3)内对待加工的铝粉膏作打散和初筛的作用,避免铝粉膏结块难下料同时亦能往拨料盘刮料,而拨料盘(5)的拨料叶片(4)则是对已打散并存储于盘内的铝粉膏作推料的工作,最后落料至计量斗(11)中的铝粉膏便通过下料叶片刀(10)来定量地推落至搅拌罐(18)中进行搅拌加工。其中值得一提的是,与三把叶片和刀片配合的减速机可通过控制面板来实现快、中、慢的三挡转速手动或自动调节,从而达到可控制铝粉膏添加至搅拌罐(21)内的克数,因搅拌罐(21)及计量斗(11)分别配置有称重感应器(22)和高速传感器(12),均起到重量感应的作用,所以可以在保证铝粉膏自动、稳定、高效下料的同时还兼顾材料与添加剂与水之间所需的占比,解决了人工下料的大误差和繁琐流程,其中自动调节是由plc模块来实时监控其重量变化达到的,若基于系统常规的加工设置,各刀片、叶片的转速是为先快后慢,只有当搅拌罐(21)的重量数值接近临界值时刀转速才会变慢,从而以控制铝粉下落至搅拌罐(21)内的克数,避免仍为高速转动时所导致的铝粉下落过多,能保
证铝浆加工的浓度。当然地,也可根据实际重量数据来再次手动添加对应比例的添加剂或铝粉,从而满足更多情况下的加工需求。
45.值得一提的是,本实用新型加水于搅拌桶内进行加工搅拌的装置是环形水管(20),其输水管道上配装了气动阀、调压阀、电磁阀,能通过plc模块来控制加水的水量和节点,其中环形水管(20)设置在搅拌罐(21)的上方边缘处,需要注意的是,其所开设的出水孔位并不与搅拌罐(18)的内壁面相平行,具体是斜向于内壁面进行开设的,目的是让出水孔位流出的水能喷淋至搅拌罐(21)的内壁上,实现除了搅拌加工的加水以外,还能起到在加工后的清洁或日常维护起到自清洁的作用,一定程度减少人工的劳动强度,且在每次加工后由plc模块再次加水清理壁面能避免残留物对下次搅拌加工所造成的重量或比例错误。
46.本实用新型在使用时还能配以上料装置(30)来辅助工作,详情查看图8和图9,可铺设于储料罐(3)的侧旁,从而减轻人工攀爬加料所存在的劳动强度和危险,上料装置(30)配置有输送液压缸,能将承载有铝粉膏的加料筒向上输送,且上料装置顶端的轨道为弯曲设计,这样便能让加料桶随着轨道变化产生倾斜,进而让加料筒内的铝粉膏原料落入铝粉料筒内实现补充。
47.本实用新型是基于三把叶片、刀片来解决铝粉膏粘稠难下料的现象,加以配装可称量铝粉重量传感器的计量斗(11),能将铝粉膏及外加剂的添加误差值控制在3克以内,具有称重功能的搅拌罐(21)更能对铝粉与水制成的铝浆浓度调整调控,从而生产出优良的铝浆。另外的计量容量能将外加剂定量地添加到搅拌罐(21)内,外加剂添加作用是对铝粉表面的硬脂酸分离脱出及增加混凝土流动性且加速混凝土硬化的化工原料配制而成,且其中带动叶片、刀片工作的减速机能进行三挡控速,在自动添加的过程中能进行先快后慢的转速,从而加快生产速度的同时保证下料的准确性。
48.本实用新型解决人工下料强度大、下料不彻底、误差大的问题,基于控制面板和plc模块的设置能达到准确且自动化,面对各种加工需求亦能满足需求。
49.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1