一种墙板生产用料浆供给系统及墙板生产线的制作方法
本申请公开了一种墙板生产用料浆供给系统及墙板生产线,涉及建筑墙板生产领域。
背景技术:
1、在建筑用墙板的生产过程中,需要将生产墙板所需的原料进行搅拌混合后,再将搅拌混合得到的料浆倒入模具进行墙板成型制作。现
2、有技术在制作墙板中的料浆时,将墙板原料中的干粉原料、液体原料一同称量并一起混合搅拌,一方面,由于多种干粉原料占比大且加入
3、时多种干粉原料并没有充分混合,加入液体原料结块后搅拌混合,导致制备料浆所需的搅拌混合耗时久;另一方面,当选择成型时间较短的料浆材料时,现有技术中的料浆供给系统效率低下,导致料浆供给
4、系统的供给速度与墙板成型系统生产速度不匹配,影响墙板生产整个生产线的生产效率。
技术实现思路
1、本申请提供了一种墙板生产用料浆供给系统及墙板生产线,该墙板生产用料浆供给系统,一方面,通过添加干粉混料机对多种干粉原
2、料进行预混合之后可以大大减少后续料浆搅拌机中所需的搅拌时间,另一方面还在料浆搅拌机之前设置有集料仓,在需要生产料浆时,可
3、以直接使用缓存于集料仓的预混合的干粉原料,提高料浆供给的效率,从而可以与成型时长缩短的墙板成型系统高效配合,使得墙板生产的效率大大提高。
4、根据本申请的一个方面,提供一种墙板生产用料浆供给系统,包括:
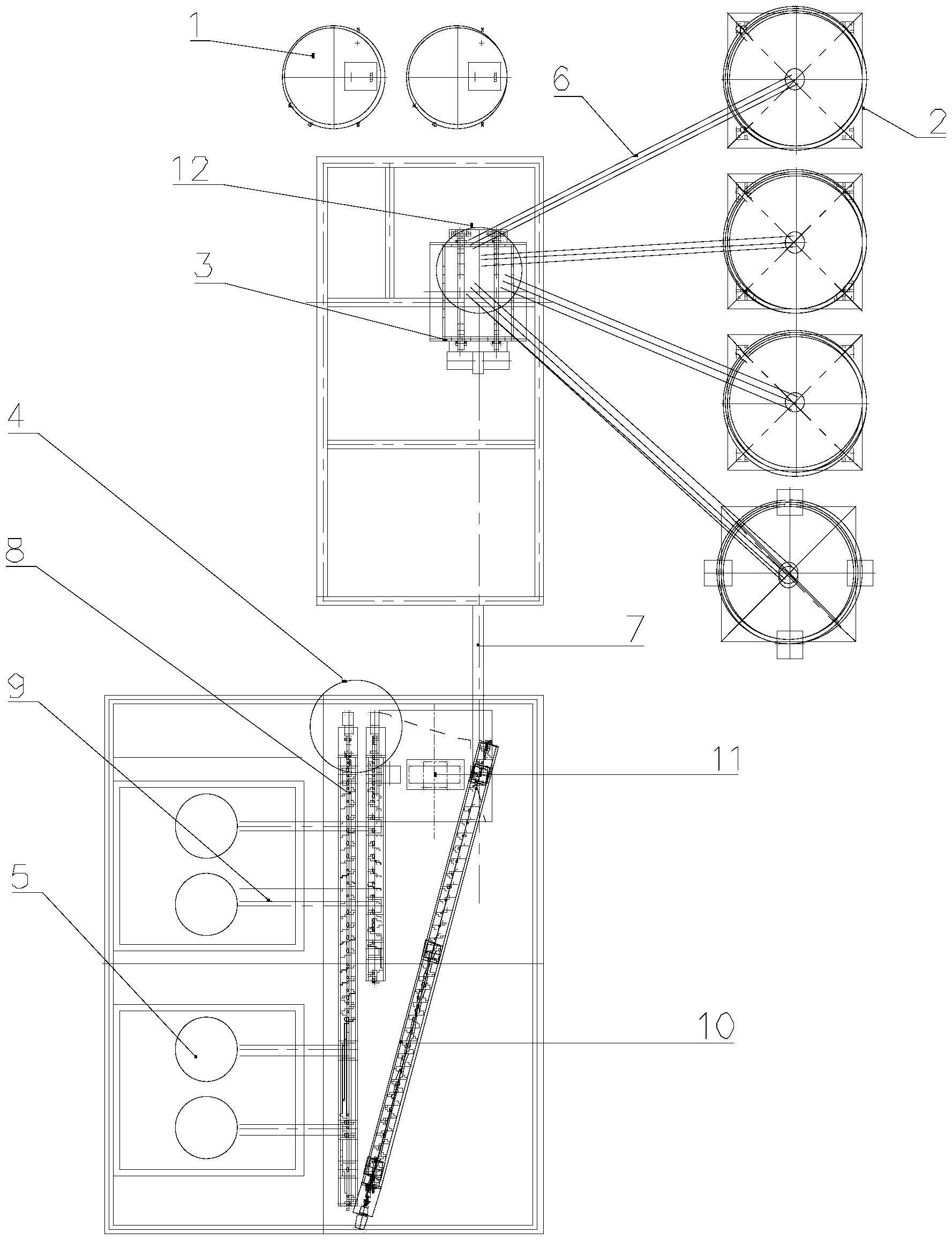
5、液体原料罐和干粉原料罐,所述干粉原料罐用于储存干粉原料,所述液体原料罐用于储存液体原料;
6、干粉混料机,所述干粉混料机与所述干粉原料罐之间设置有干粉原料管道并通过所述干粉原料管道连通,所述干粉原料管道用于将所述干粉原料罐中的干粉原料运送至所述干粉混料机中,所述干粉混料机用于将干粉原料进行搅拌预混合;
7、集料仓,所述集料仓与所述干粉混料机之间设置有预混给料管道并通过所述预混给料管道连通,所述集料仓用于暂存经所述干粉混料机预混合后的干粉原料;
8、料浆搅拌机,所述料浆搅拌机与所述集料仓之间设置有送料管道并通过所述送料管道连通,所述料浆搅拌机与所述液体原料罐之间设置有送液管道并通过所述送液管道连通,所述料浆搅拌机能将预混合后的干粉原料与液体原料进行搅拌混合后,并将混合得到的生产墙板用料浆供给至下一系统。
9、优选的,所述送料管道包括送料主管、送料支管和回料管道,所述送料主管的输入端与所述集料仓连通,所述送料主管的输出端与所述回料管道的输入端连通,所述回料管道的输出端与所述集料仓连通,所述送料主管的管壁开设有通孔,所述送料支管的输入端通过所述通孔,与所述送料主管连通,所述送料支管的输出端与所述料浆搅拌机连通。
10、优选的,所述集料仓与所述预混给料管道之间还设置有提升机,所述提升机的输入端与所述预混给料管道的输出端连通,所述提升机的输出端与所述集料仓连通。
11、优选的,所述回料管道的输出端,通过所述提升机与所述集料仓连通,所述提升机还用于将所述回料管道中的预混合干粉原料提升至集料仓中。
12、优选的,所述料浆搅拌机至少为两个,所述送料支管的数量与料浆搅拌机的数量相等,至少两个送料支管均与所述送料主管连通。
13、优选的,所述料浆搅拌机与所述送料支管之间设置有粉料称重仓,所述粉料称重仓用于称量所述送料支管中输送的干粉原料。
14、优选的,所述干粉原料罐至少为三个,所述干粉原料管道包括第一干粉原料管道和第二原料管道,所述干粉混料机与所述干粉原料罐之间还设置有过渡料仓,所述干粉原料罐与所述过渡料仓通过第一干粉原料管道连通,所述过渡料仓与所述干粉混料机通过第二干粉原料管道连通。
15、优选的,所述过渡料仓内设置有称重器,所述称重器用于称量所述干粉原料罐中的干粉原料。
16、根据本申请的另一个方面,提供一种墙板生产线,包括任一上述的墙板生产用料浆供给系统,还包括墙板成型模具车、上压盖成型装置、墙板铲平装置和生产线轨道;所述墙板成型模具车能够接收所述料浆搅拌机中的生产墙板用料浆,所述墙板成型模具车与所述上压盖成型装置配合用于成型墙板,所述墙板成型模具车能够沿所述生产线轨道行走,所述墙板铲平装置用于将成型后的墙板铲平修整。
17、优选的,所述生产线轨道包括第一生产轨道和第二生产轨道,所述第一生产轨道与第二生产轨道的一端通过第一摆渡车连通,所述第一生产轨道与第二生产轨道的另一端通过第二摆渡车连通,所述上压盖成型装置、墙板铲平装置依次沿所述墙板成型模具车的行走方向设置于所述第一生产轨道的上方;所述生产线还包括墙板拉取机、清理机和涂油机,所述墙板拉取机、清理机和涂油机沿所述墙板成型模具车的行走方向依次设置,所述墙板拉取机设置于所述第二生产轨道的一侧,所述清理机和涂油机设置于所述第二生产轨道的上方;所述墙板拉取机用于将成型后的墙板从所述墙板成型模具车中拉取出来,所述清理机用于清理所述墙板成型模具车,所述涂油机用于在所述墙板成型模具车中涂油。
18、本申请具有的有益效果包括:
19、1.本申请提供的墙板生产用料浆供给系统,一方面先将多种干粉原料进行预混合之后再与液体原料混合进行料浆的制备,可以大大降低料浆制备所需搅拌混合的时间,另一方面,在料浆搅拌机不工作的时候,干粉混料机仍可以工作,并将预混合后的干粉原料缓存于集料仓,从而在料浆搅拌机工作时,可以直接使用集料仓中预混合后的干粉原料,以加快料浆的供给效率。
20、2.本申请提供的墙板生产用料浆供给系统,可以增加系统工作的并行程度,大大提高料浆的供给效率,并缩短了墙板的成型时间,实现与墙板成型系统的高效配合,提高墙板生产的效率。
21、3.本申请提供的墙板生产用料浆供给系统,通过设置回料管道并将剩余的原料送至集料仓继续进行循环供料,混合后的干粉原料在集料仓、送料主管和回料管道之间流动循环,送料支管可以根据需要将混合后的干粉原料输送至料浆搅拌机中,可充分利用混合后的干粉原料,并提高混合后的干粉原料的供给效率。
22、4.本申请提供的墙板生产用料浆供给系统,通过设置提升机,将预混合后的干粉原料提升至位置更高的集料仓中,集料仓中的预混合后的干粉原料通过送料主管、送料支管进入料浆搅拌机中时,从位置高点流动至位置低点,使得预混合后的干粉原料的运输效率更高。
23、5.本申请提供的墙板生产线,将多种干粉原料的预混合过程与干粉原料与液体原料的混合过程分离,可以提高料浆供给系统生产过程中的并行程度,并且通过设置的集料仓缓存混合后的干粉原料,使得料浆搅拌机生产料浆的速度快、效率高,有效提升料浆供给系统的效率,从而提升墙板制造的效率。
技术特征:
1.一种墙板生产用料浆供给系统,其特征在于,包括:
2.根据权利要求1所述的墙板生产用料浆供给系统,其特征在于,所述送料管道包括送料主管、送料支管和回料管道,所述送料主管的输入端与所述集料仓连通,所述送料主管的输出端与所述回料管道的输入端连通,所述回料管道的输出端与所述集料仓连通,
3.根据权利要求2所述的墙板生产用料浆供给系统,其特征在于,所述集料仓与所述预混给料管道之间还设置有提升机,所述提升机的输入端与所述预混给料管道的输出端连通,所述提升机的输出端与所述集料仓连通。
4.根据权利要求3所述的墙板生产用料浆供给系统,其特征在于,所述回料管道的输出端,通过所述提升机与所述集料仓连通,所述提升机还用于将所述回料管道中预混合后的干粉原料提升至集料仓中。
5.根据权利要求2所述的墙板生产用料浆供给系统,其特征在于,所述料浆搅拌机至少为两个。
6.根据权利要求2所述的墙板生产用料浆供给系统,其特征在于,所述料浆搅拌机与所述送料支管之间设置有粉料称重仓,所述粉料称重仓用于称量所述送料支管中输送的干粉原料。
7.根据权利要求1~6任一项所述的墙板生产用料浆供给系统,其特征在于,所述干粉原料罐至少为三个,所述干粉原料管道包括第一干粉原料管道和第二原料管道,所述干粉混料机与所述干粉原料罐之间还设置有过渡料仓,所述干粉原料罐与所述过渡料仓通过第一干粉原料管道连通,所述过渡料仓与所述干粉混料机通过第二干粉原料管道连通。
8.根据权利要求7所述的墙板生产用料浆供给系统,其特征在于,所述过渡料仓内设置有称重器,所述称重器用于称量所述干粉原料罐中的干粉原料。
9.一种墙板生产线,其特征在于,包括权利要求1~8任一项所述的墙板生产用料浆供给系统,还包括墙板成型模具车、上压盖成型装置、墙板铲平装置和生产线轨道;
10.根据权利要求9所述的生产线,其特征在于,所述生产线轨道包括第一生产轨道和第二生产轨道,所述第一生产轨道与第二生产轨道的一端通过第一摆渡车连通,所述第一生产轨道与第二生产轨道的另一端通过第二摆渡车连通,所述上压盖成型装置、墙板铲平装置依次沿所述墙板成型模具车的行走方向设置于所述第一生产轨道的上方;
技术总结
本申请公开了一种墙板生产用料浆供给系统及墙板生产线,涉及建筑墙板生产领域。该供给系统,包括:液体原料罐和干粉原料罐;干粉混料机,干粉混料机与干粉原料罐之间设置有干粉原料管道并通过干粉原料管道连通;集料仓,集料仓与干粉混料机之间设置有预混给料管道并通过预混给料管道连通;料浆搅拌机,料浆搅拌机与集料仓之间设置有送料管道并通过送料管道连通,料浆搅拌机与液体原料罐之间设置有送液管道并通过送液管道连通,料浆搅拌机能将预混合后的干粉原料与液体原料进行搅拌混合。一方面干粉原料预混合可大大减少料浆制备时间,另一方面集料仓缓存预混合的干粉原料,进一步提高料浆供给速度,可与墙板成型系统高效配合,提高墙板生产效率。
技术研发人员:王坤,马辛强,王为彬,仇胜刚
受保护的技术使用者:山东万维智能装备有限公司
技术研发日:20221227
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!