增减材协同混凝土3D打印方法及设备
本发明涉及结构优化和增减材,尤其涉及一种增减材协同混凝土3d打印方法及设备。
背景技术:
1、混凝土3d打印技术是一种不需要模板的增材制作技术,通过对混凝土材料的合理布置,采用层层堆积的方式可以实现三维设计结构的灵活构建。近年来,其凭借着自动化、自由化、快速化的优势在建筑行业得到了广泛应用。
2、混凝土3d打印利用软件建模的数据即可完成相关建造,可以在短时间内完全大量复杂结构的建造,大大减少相关构件的建造时间。除此以外,混凝土3d打印技术,可以将待打印的模型一体化建造,省去非必要构件的建造过程。
3、然而,由于混凝土材料的流变性能与打印工艺的协调性难以有效地控制,在打印过程中难以避免的会出现由于中断或空隙而形成的孔洞缺陷,还有由于粘连物料形成的多余物料的轮廓误差,导致成型后的结构中会出现很多的缺陷,成型质量难以满足设计者的要求。
技术实现思路
1、本发明实施例提供了一种增减材协同混凝土3d打印方法及设备,以解决目前成型后的打印构件中会出现很多缺陷的问题。
2、第一方面,本发明实施例提供了一种增减材协同混凝土3d打印方法,包括:
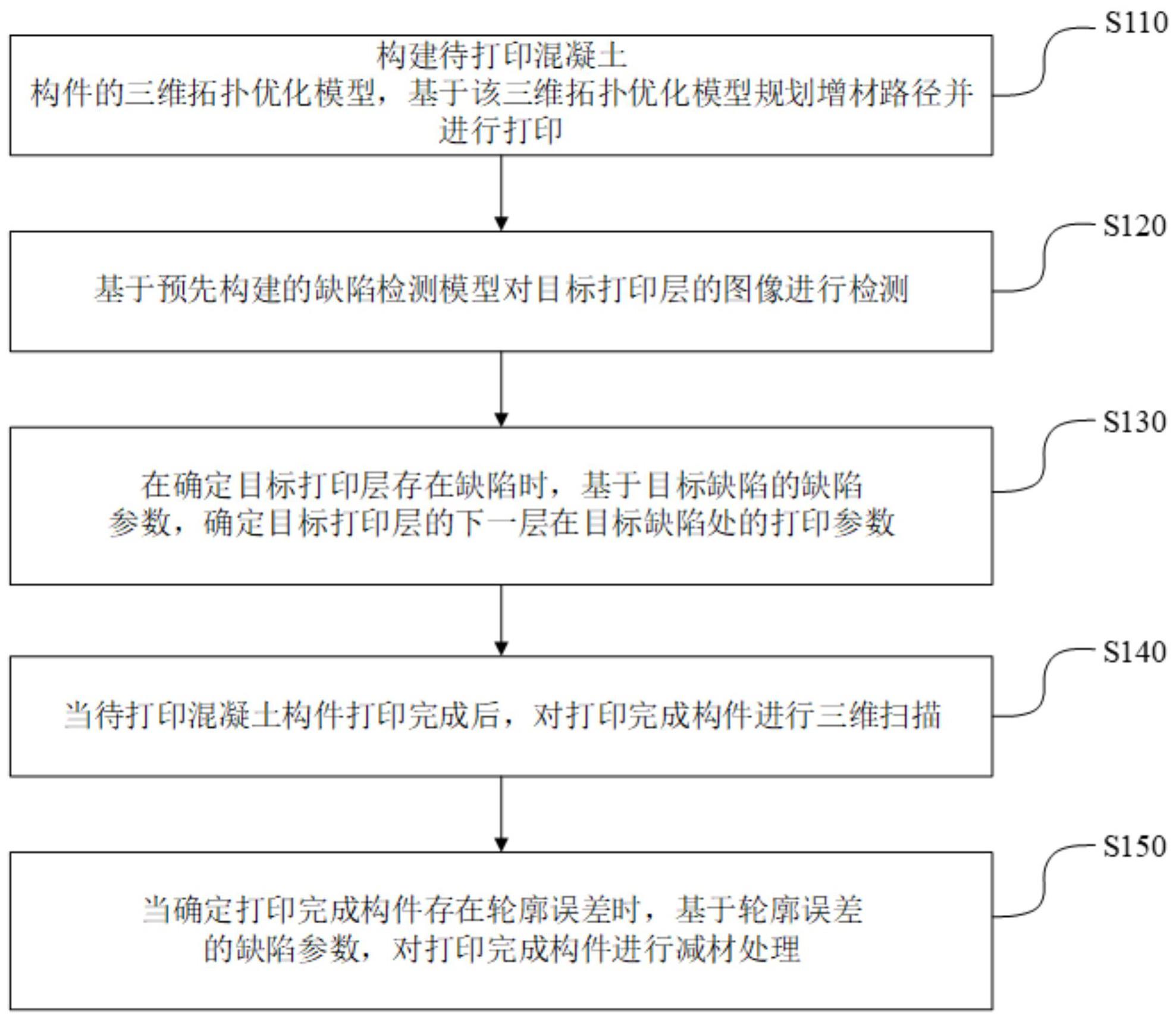
3、构建待打印混凝土构件的三维拓扑优化模型,基于该三维拓扑优化模型规划增材路径并进行打印;
4、基于预先构建的缺陷检测模型对目标打印层的图像进行检测;其中,目标打印层为3d打印系统刚打印完成的层且不包括最后一层;
5、在确定目标打印层存在缺陷时,基于目标缺陷的缺陷参数,确定目标打印层的下一层在目标缺陷处的打印参数;其中,目标缺陷为目标打印层中存在的任一缺陷,缺陷为目标打印层存在的孔洞;
6、当待打印混凝土构件打印完成后,对打印完成构件进行三维扫描;
7、当确定打印完成构件存在轮廓误差时,基于轮廓误差的缺陷参数,对打印完成构件进行减材处理;其中,轮廓误差至少包括多余物料缺陷。
8、在一种可能的实现方式中,构建待打印混凝土构件的三维拓扑优化模型,包括:
9、基于待打印混凝土构件的三维结构,确定待打印混凝土构件的设计域,并将设计域离散为多个有限元单元;
10、以每个有限元单元的单元密度和打印角度向量为设计变量,以最小化结构应变能为目标函数,以混凝土材料用量为约束条件,确定每个有限元单元的最优单元密度和最优打印角度向量;
11、基于每个有限元单元的最优单元密度和最优打印角度向量,构建待打印混凝土构件的三维拓扑优化模型。
12、在一种可能的实现方式中,基于目标缺陷的缺陷参数,确定目标打印层的下一层在目标缺陷处的打印参数,包括:
13、基于目标打印层的二维切片的包络圆的圆心的坐标和直径,以及目标打印层的图像的包络圆的圆心的坐标和直径,对目标打印层的二维切片和目标打印层的图像进行坐标变换,确定目标打印层的二维切片和目标打印层的图像的相对坐标;
14、基于目标打印层的二维切片和目标打印层的图像的相对坐标,确定目标缺陷在目标打印层的二维切片上的位置;
15、基于缺陷检测模型对目标打印层的图像的检测结果的标识,确定目标缺陷的体积;其中,当缺陷检测模型检测到目标打印层的图像上存在缺陷时,则由一规则图形标识该缺陷;
16、基于目标缺陷在目标打印层的二维切片上的位置和目标缺陷的体积,确定目标打印层的下一层在目标缺陷处的打印参数。
17、在一种可能的实现方式中,确定目标打印层的下一层在目标缺陷处的打印参数,包括:
18、基于不同泵送压力下的挤出流量的流量压力曲线,拟合确定3d打印系统的拟合系数;
19、基于目标缺陷的体积,以及拟合系数,确定3d打印系统在目标打印层的下一打印层的目标缺陷处的泵送压力、打印层高和打印速度;
20、;
21、其中,v为目标缺陷的体积,h为下一层在目标缺陷处的打印层高,p为下一层在目标缺陷处的泵送压力,f为下一层在目标缺陷处的打印速度,a和b为拟合系数,d为打印喷嘴的直径。
22、在一种可能的实现方式中,当确定打印完成构件存在轮廓误差时,基于轮廓误差的缺陷参数,对打印完成构件进行减材处理之前,包括:
23、基于三维激光扫描仪对打印完成构件扫描得到的三维点云模型、打印完成构件在构建时的三维cad模型,以及icp算法,对打印完成构件的三维点云模型以及三维cad模型进行坐标系对齐处理;
24、基于坐标对齐处理后的三维点云模型,以及坐标对齐处理后的三维cad模型,确定打印完成构件是否存在轮廓误差。
25、在一种可能的实现方式中,当确定打印完成构件存在轮廓误差时,基于轮廓误差的缺陷参数,对打印完成构件进行减材处理,包括:
26、当坐标对齐处理后的三维点云模型上的尺寸大于坐标对齐处理后的三维cad模型上的尺寸时,确定打印完成构件存在多余物料缺陷;
27、基于轮廓误差在坐标对齐处理后的三维点云模型上的尺寸和位置,以及轮廓误差在坐标对齐处理后的三维cad模型上的尺寸和位置,确定第一目标缺陷的缺陷尺寸误差值和位置;其中,第一目标缺陷为多余物料缺陷中的任意一个;
28、基于所有多余物料缺陷的缺陷尺寸误差值和位置,对打印完成构件中存在的多余物料缺陷进行减材处理。
29、在一种可能的实现方式中,轮廓误差还包括表面粗糙缺陷;
30、当确定打印完成构件存在轮廓误差时,基于轮廓误差的缺陷参数,对打印完成构件进行减材处理,还包括:
31、当三维点云模型的粗糙度大于预设粗糙度时,确定打印完成构件存在表面粗糙缺陷;
32、基于三维点云模型的粗糙度和预设粗糙度,确定打印完成构件存在第二目标缺陷的位置和第二目标缺陷的粗糙度误差;
33、基于第二目标缺陷的粗糙度误差,以及混凝土的表面硬度,确定3d打印系统的减材头在第二目标缺陷处的打磨参数,以对打印完成构件中存在的表面粗糙缺陷进行减材处理。
34、在一种可能的实现方式中,打磨参数包括磨头半径、磨头转速以及磨头的进给速度;
35、磨头半径r、磨头转速n以及磨头的进给速度v的计算方法为:
36、;
37、其中,q1、q2、q3分别为针对不同的材料和不同的工艺对应的磨削参数,h为混凝土的表面硬度,为粗糙度误差,k和n为操作系数。
38、第二方面,本发明实施例提供了一种增减材协同混凝土3d打印装置,包括:
39、构建模型模块,用于构建待打印混凝土构件的三维拓扑优化模型,基于该三维拓扑优化模型规划增材路径并进行打印;
40、图像检测模块,用于基于预先构建的缺陷检测模型对目标打印层的图像进行检测;其中,目标打印层为3d打印系统刚打印完成的层且不包括最后一层;
41、修复缺陷模块,用于在确定目标打印层存在缺陷时,基于目标缺陷的缺陷参数,确定目标打印层的下一层在目标缺陷处的打印参数;其中,目标缺陷为目标打印层中存在的任一缺陷,缺陷为目标打印层存在的孔洞;
42、三维扫描模块,用于当待打印混凝土构件打印完成后,对打印完成构件进行三维扫描;
43、减材处理模块,用于当确定打印完成构件存在轮廓误差时,基于轮廓误差的缺陷参数,对打印完成构件进行减材处理;其中,轮廓误差至少包括多余物料缺陷。
44、在一种可能的实现方式中,构建模型模块,用于基于待打印混凝土构件的三维结构,确定待打印混凝土构件的设计域,并将设计域离散为多个有限元单元;
45、以每个有限元单元的单元密度和打印角度向量为设计变量,以最小化结构应变能为目标函数,以混凝土材料用量为约束条件,确定每个有限元单元的最优单元密度和最优打印角度向量;
46、基于每个有限元单元的最优单元密度和最优打印角度向量,构建待打印混凝土构件的三维拓扑优化模型。
47、在一种可能的实现方式中,修复缺陷模块,用于基于目标打印层的二维切片的包络圆的圆心的坐标和直径,以及目标打印层的图像的包络圆的圆心的坐标和直径,对目标打印层的二维切片和目标打印层的图像进行坐标变换,确定目标打印层的二维切片和目标打印层的图像的相对坐标;
48、基于目标打印层的二维切片和目标打印层的图像的相对坐标,确定目标缺陷在目标打印层的二维切片上的位置;
49、基于缺陷检测模型对目标打印层的图像的检测结果的标识,确定目标缺陷的体积;其中,当缺陷检测模型检测到目标打印层的图像上存在缺陷时,则由一规则图形标识该缺陷;
50、基于目标缺陷在目标打印层的二维切片上的位置和目标缺陷的体积,确定目标打印层的下一层在目标缺陷处的打印参数。
51、在一种可能的实现方式中,修复缺陷模块,用于基于不同泵送压力下的挤出流量的流量压力曲线,拟合确定3d打印系统的拟合系数;
52、基于目标缺陷的体积,以及拟合系数,确定3d打印系统在目标打印层的下一打印层的目标缺陷处的泵送压力、打印层高和打印速度;
53、;
54、其中,v为目标缺陷的体积,h为下一层在目标缺陷处的打印层高,p为下一层在目标缺陷处的泵送压力,f为下一层在目标缺陷处的打印速度,a和b为拟合系数,d为打印喷嘴的直径。
55、在一种可能的实现方式中,减材处理模块,用于基于三维激光扫描仪对打印完成构件扫描得到的三维点云模型、打印完成构件在构建时的三维cad模型,以及icp算法,对打印完成构件的三维点云模型以及三维cad模型进行坐标系对齐处理;
56、基于坐标对齐处理后的三维点云模型,以及坐标对齐处理后的三维cad模型,确定打印完成构件是否存在轮廓误差。
57、在一种可能的实现方式中,减材处理模块,用于当坐标对齐处理后的三维点云模型上的尺寸大于坐标对齐处理后的三维cad模型上的尺寸时,确定打印完成构件存在多余物料缺陷;
58、基于轮廓误差在坐标对齐处理后的三维点云模型上的尺寸和位置,以及轮廓误差在坐标对齐处理后的三维cad模型上的尺寸和位置,确定第一目标缺陷的缺陷尺寸误差值和位置;其中,第一目标缺陷为多余物料缺陷中的任意一个;
59、基于所有多余物料缺陷的缺陷尺寸误差值和位置,对打印完成构件中存在的多余物料缺陷进行减材处理。
60、在一种可能的实现方式中,轮廓误差还包括表面粗糙缺陷;
61、减材处理模块,用于当三维点云模型的粗糙度大于预设粗糙度时,确定打印完成构件存在表面粗糙缺陷;
62、基于三维点云模型的粗糙度和预设粗糙度,确定打印完成构件存在第二目标缺陷的位置和第二目标缺陷的粗糙度误差;
63、基于第二目标缺陷的粗糙度误差,以及混凝土的表面硬度,确定3d打印系统的减材头在第二目标缺陷处的打磨参数,以对打印完成构件中存在的表面粗糙缺陷进行减材处理。
64、在一种可能的实现方式中,打磨参数包括磨头半径、磨头转速以及磨头的进给速度;
65、磨头半径r、磨头转速n以及磨头的进给速度v的计算方法为:
66、;
67、其中,q1、q2、q3分别为针对不同的材料和不同的工艺对应的磨削参数,h为混凝土的表面硬度,为粗糙度误差,k和n为操作系数。
68、第三方面,本发明实施例提供了一种电子设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上第一方面或第一方面的任一种可能的实现方式所述方法的步骤。
69、第四方面,本发明实施例提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如上第一方面或第一方面的任一种可能的实现方式所述方法的步骤。
70、本发明实施例提供一种增减材协同混凝土3d打印方法及设备,首先,构建待打印混凝土构件的三维拓扑优化模型,基于该三维拓扑优化模型规划增材路径并进行打印。然后,基于预先构建的缺陷检测模型对目标打印层的图像进行检测。接着,在确定目标打印层存在缺陷时,基于目标缺陷的缺陷参数,确定目标打印层的下一层在目标缺陷处的打印参数。次之,当待打印混凝土构件打印完成后,对打印完成构件进行三维扫描。最后,当确定打印完成构件存在轮廓误差时,基于轮廓误差的缺陷参数,对打印完成构件进行减材处理。
71、通过采用缺陷检测模型对刚打印完成的目标打印层进行孔洞缺陷的检测,并当检测到目标打印层存在孔洞缺陷时,通过改变目标打印层的下一层在目标缺陷处的打印参数,实现对目标打印层缺陷的填充修复,从而保证打印完成构件中不会出现孔洞缺陷。此外,在待打印混凝土构件打印完成后,对其轮廓进行三维扫描,当通过扫描结果确定其轮廓上存在轮廓误差时,对其进行减材处理,保证轮廓与设计时的轮廓相同。通过在增材过程中对孔洞缺陷的修复,在减材过程中对多余轮廓的减材处理,保证了打印完成构件的质量满足设计的需求。
- 还没有人留言评论。精彩留言会获得点赞!