一种用于高温多晶绝热纤维成型压模装置及其使用方法与流程
本发明涉及成型压模装置,具体为一种用于高温多晶绝热纤维成型压模装置及其使用方法。
背景技术:
1、高温多晶绝热纤维属高档新型绝热材料,具有很大的发展潜力,高温多晶绝热纤维压模成型后制品具有较好的高温强度、抗高温蠕变性、抗热震性和抗侵蚀性,是一种常用的耐火材料,原料易得,价格适中,可根据形状、材质、用途等方便的选用不同的生产工艺,在石化、电力、废物处置等许多行业获得了广泛的应用,目前广泛应用于新型高炉、加热窑等各种窑以及高温热风炉的衬里和背衬方面。
2、现有技术中成型压模装置存在的缺陷是:
3、1、专利文件cn218892258u公开了井盖生产用成型压模装置,“本实用新型包括基座,基座一侧连接有支撑板,且基座和支撑板上表面间通过导轨滑动连接有滑动座;基座上表面连接有匚形支撑块,匚形支撑块连接有匚形挡板;滑动座上表面转动连接有条形板,且条形板的两端均连接有底模,用于通过条形板转动,调节两底模的位置;底模侧面与匚形挡板内侧面适配,用于通过匚形挡板对底模进行位置定位,底模底面与匚形支撑块上表面相抵,用于在合模时通过匚形支撑块对底模进行支撑。本实用新型通过在条形板两端均连接底模,使得两个底模可交替作业,实现上料和取出井盖与合模成型同步进行,解决了现有停机时间长,导致生产效率低的问题。”该成型压模装置不能根据生产规格不同对底模进行调节,需对底模进行整体更换,增加工作人员劳动强度的同时降低了井盖的生产效率。
4、2、专利文件cn214353134u公开了一种耐火砖成型压模装置,“包括安装座、压模成型组件、模框上下料组件、模腔、长条底块、底板、铁垫板、顶板、卸料口、安装板、第一液压杆、压板、架设侧板、安装槽和滚轮,安装座的顶端中部外壁上设置有压模成型组件;安装座的顶端中部两侧外壁上焊接固定有安装架,安装架的顶端外壁上开设有移动槽,移动槽的内部安装有移动块,移动块一侧的外壁上贯通开设有第一螺孔,第一螺孔的内部螺合连接有第一螺杆;该实用新型中压模成型组件和模框上下料组件的配合使用,能实现耐火砖成型的自动加工,解决了传统人工分步进行,整体过程人工多工序进行,较为费力,且生产效率低的问题,方便了耐火砖的成型加工。”该成型压模装置不能对压模过程中耐火砖产生的空气进行排出,生产后的模腔会残留材料碎屑,无法保证耐火砖的生产质量。
5、3、专利文件cn216452988u公开了一种月饼成型压模装置,“该成型压模装置旨在解决现有技术的月饼成型压模装置难以实现对整排的月饼进行批量压模,难以将月饼快速移动至压模模具的正下方,月饼摆放的位置需要频繁调试的技术问题。该成型压模装置包括承载台和活动设置于所述承载台上方的压板;所述承载台左端固定安装有支撑体,所述支撑体上端固定安装有第一电动缸。该成型压模装置通过设置多个凸块和多个固定筒,可实现对月饼的批量压模,当限位块碰到压力传感器时,第三电动缸停止运动,此时活动板位于固定筒的正下方,开启第二电动缸使压块进入第一限位槽中可进一步确认活动板的位置,从而实现月饼可快速移动至固定筒的正下方。”该成型压模装置不能对生产后的月饼进行顶出,人工脱模易造成月饼的损坏,降低了月饼的脱模成功率。
6、4、专利文件cn216983351u公开了一种糕点成型压模装置,“包括底台、驱动台和压模台,底台和压模台并列设置,驱动台位于底台上方,在压模台朝向底台的一侧侧面开设有升降轨道,在升降轨道上设有与其滑动连接的模压板,压模台内设有用于驱动模压板升降的液压缸,所述驱动台底部设有平移导向架,在平移导向架下方设有平移布料装置,在驱动台侧面设有平移调节气缸与平移布料装置传动连接,所述底台顶面上设有升降模板,升降模板上设有多个成型孔,成型孔分布在模压板正下方;本装置整体加工过程自动化控制,加工效率高,且连续性好,显著提高生产的效率,并且这种压模成型方式,区别常规的先压后裁方式,能够简化生产工序,也减少原料的浪费。”该成型压模装置不能对生产完成后的糕点进行自动下料,降低了糕点的压模生产效率。
技术实现思路
1、本发明的目的在于提供一种用于高温多晶绝热纤维成型压模装置及其使用方法,以解决上述背景技术中提出的问题。
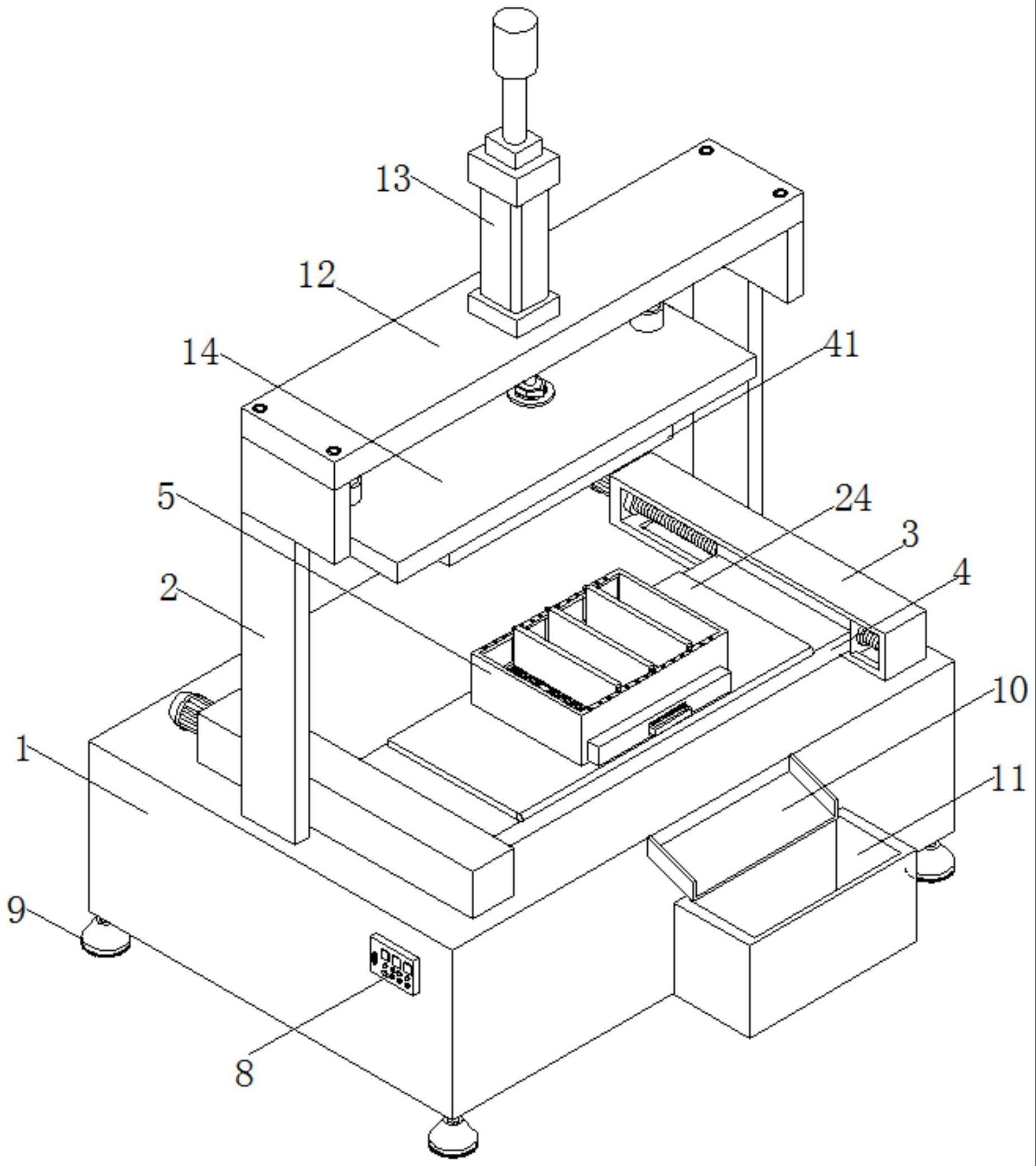
2、为实现上述目的,本发明提供如下技术方案:一种用于高温多晶绝热纤维成型压模装置,包括装置底座、调节框和下料架,所述装置底座的顶部对称安装有调节框,所述调节框的内侧安装有螺纹杆一,所述螺纹杆一的外侧安装有调节架,所述调节架的相对侧安装有下料架,所述下料架的顶部通过转轴安装有活动板,所述下料架的顶部设置有调节腔,所述调节腔的内侧安装有螺纹杆二,所述螺纹杆二的外侧安装有调节块,所述调节块的顶部安装有铰接座,所述铰接座的内侧安装有支撑杆,所述活动板的顶部安装有压模底架。
3、优选的,所述调节框的背面安装有电动机一,且电动机一的输出端与螺纹杆一的输入端连接,调节框的内壁上设置有调节槽,调节腔的内侧安装有安装板,安装板的背面安装有电动机二,且电动机二的输出端与螺纹杆二的输入端连接。
4、优选的,所述压模底架的内侧安装有可调分隔板,可调分隔板的外侧安装有限位板,压模底架的内侧设置有活动槽,且限位板嵌合安装在活动槽的内侧,压模底架的顶部贯穿开设有限位孔,限位孔的内侧贯穿安装有限位螺柱,且限位螺柱的输出端与限位板的顶部相配合,压模底架的内侧安装有过滤板,且过滤板位于可调分隔板的下方,过滤板的顶部贯穿开设有开口。
5、优选的,所述压模底架的内侧活动安装有抽拉框,抽拉框的正面安装有连接块,连接块的正面安装有把手。
6、优选的,所述支撑杆的顶端与活动板的底部相铰接,调节架嵌合安装在调节槽的内侧,限位孔与活动槽相导通,抽拉框位于过滤板的下方。
7、优选的,所述装置底座的外侧设置有控制面板,装置底座的底部安装有支撑脚垫,装置底座的正面安装有下料斜板,下料斜板的底部安装有集料箱。
8、优选的,所述装置底座的顶部安装有立架,立架的顶部安装有固定顶架,固定顶架的顶部安装有驱动气缸,驱动气缸的输出端贯穿固定顶架的顶部安装有压板,压板的底部安装有成型模板。
9、优选的,所述抽拉框的内侧安装有电动伸缩杆,电动伸缩杆的输出端安装有顶撑架,顶撑架的内侧设置有滑槽,滑槽的内侧嵌合安装有滑动板,顶撑架的底壁上安装有阻尼器,阻尼器的外侧设置有缓冲弹簧,且缓冲弹簧的顶端与滑动板的底部相连接,滑动板的顶部安装有橡胶垫。
10、优选的,该成型压模装置的工作步骤如下:
11、s1、首先根据高温多晶绝热纤维成型规格不同对可调分隔板之间的距离进行调节,拉动可调分隔板使限位板在活动槽内侧滑动,可调分隔板调整至合适位置后拧动限位螺柱使其在限位孔内侧向下旋入对限位板进行限位固定实现对可调分隔板的稳固;
12、s2、将高温多晶绝热纤维放置在压模底架内侧后电动机一运行螺纹杆一旋转,螺纹杆一转动使调节架在调节槽内侧滑动带动下料架向靠近装置底座的方向移动,压模底架移动至压板正下方时成型压模装置开始工作;
13、s3、高温多晶绝热纤维成型后电动伸缩杆工作推动顶撑架向上移动对成型的高温多晶绝热纤维块底部进行顶推,橡胶垫贯穿开口的内侧与成型块底部接触使滑动板在滑槽内侧移动对缓冲弹簧进行挤压,阻尼器防止缓冲弹簧带动滑动板在顶撑架内侧连续晃动,高温多晶绝热纤维成型块被顶推至高于压模底架上方;
14、s4、电动机一运行使压模底架向靠近下料斜板的方向移动,电动机二运行带动螺纹杆二旋转,螺纹杆二转动带动调节块在调节腔内侧移动使铰接座进行水平方向上的位置调整,铰接座移动过程中支撑杆使用角度进行改变,支撑杆对活动板底部进行推动使活动板翻转与装置底座顶部相垂直,压模底架内的高温多晶绝热纤维成型块经下料斜板滑落至及集料箱内。
15、优选的,在所述步骤s2中,还包括如下步骤:
16、s21、驱动气缸运行带动压板向下移动,成型模板与压模底架配合实现对高温多晶绝热纤维的压模成型,高温多晶绝热纤维成型时被挤压的空气会经过滤板排至抽拉框内部;
17、在所述步骤s4中,还包括如下步骤:
18、s41、高温多晶绝热纤维成型块下料后活动板复位,压模底架内残留的高温多晶绝热纤维余料经过滤板落至抽拉框内部,拉动把手将抽拉框从压模底架内侧拉出对内部的收集余料进行集中处理。
19、与现有技术相比,本发明的有益效果如下:
20、1、本发明通过在压模底架的内侧安装有可调分隔板,根据高温多晶绝热纤维成型规格不同对可调分隔板之间的距离进行调节,拉动可调分隔板使限位板在活动槽内侧滑动,可调分隔板调整至合适位置后拧动限位螺柱使其在限位孔内侧向下旋入对限位板进行限位固定实现对可调分隔板的稳固,对可调分隔板使用位置的快速调整减轻了工作人员的劳动强度,提高了高温多晶绝热纤维成型块的生产效率。
21、2、本发明通过在压模底架的内侧活动安装有抽拉框,驱动气缸运行带动压板向下移动,成型模板与压模底架配合实现对高温多晶绝热纤维的压模成型,高温多晶绝热纤维成型时被挤压的空气会经过滤板排至抽拉框内部,高温多晶绝热纤维成型块下料完后后压模底架内残留的高温多晶绝热纤维余料经过滤板落至抽拉框内部,有效防止了余料附着在下一组高温多晶绝热纤维成型块上,保证了高温多晶绝热纤维成型块的生产质量。
22、3、本发明通过在电动伸缩杆的输出端安装有顶撑架,高温多晶绝热纤维成型后电动伸缩杆工作推动顶撑架向上移动对成型的高温多晶绝热纤维块底部进行顶推,橡胶垫贯穿开口的内侧与成型块底部接触使滑动板在滑槽内侧移动对缓冲弹簧进行挤压,阻尼器防止缓冲弹簧带动滑动板在顶撑架内侧连续晃动,高温多晶绝热纤维成型块被顶推至高于压模底架上方,对高温多晶绝热纤维成型块的自动顶出避免了人工脱模对成型块造成的损坏,提高了高温多晶绝热纤维成型块的脱模成功率。
23、4、本发明通过在活动板的顶部安装有压模底架,电动机一运行使压模底架向靠近下料斜板的方向移动,电动机二运行带动螺纹杆二旋转,螺纹杆二转动带动调节块在调节腔内侧移动使铰接座进行水平方向上的位置调整,铰接座移动过程中支撑杆使用角度进行改变,支撑杆对活动板底部进行推动使活动板翻转与装置底座顶部相垂直,压模底架内的高温多晶绝热纤维成型块经下料斜板滑落至集料箱内,对生产完成后的成型块进行自动下料提高了高温多晶绝热纤维的压模生产效率。
- 还没有人留言评论。精彩留言会获得点赞!