一种进收线侧金刚线斜拉纠偏系统及其纠偏方法与流程
【】本发明涉及单晶硅加工中的金刚线纠偏技术,尤其涉及一种进收线侧金刚线斜拉纠偏系统及其纠偏方法。
背景技术
0、
背景技术:
1、随着光伏行业的发展,对多晶硅的生产工艺和产品质量要求越来越高,现有技术中,金刚线多线切片机通过金刚线对多个硅棒进行切割加工,金刚线在高速往复运动时对硅棒等硬脆材料进行摩擦而达到切割效果;现有技术中,为保证金刚线切割长时间稳定运行,确保排线平顺,需要使过线轮和移动排线的线轮之间的金刚线段尽可能保持竖直,尽量保持竖直向出线或回线。但是,由于生产金刚线的绕线设备与切片机之间的排线间距有误差,且排线间距之间的差值会因为绕线圈数而累加,导致金钢线斜拉严重,很难实现竖直排线;一旦出现大角度的排线偏差,一方面容易造成金刚线发生跑偏,由于金刚线硬脆材料的特性将导致半导体切割缝口不齐、脆裂等不良问题,切割品质不高,另一方面造成金刚线产生断线,严重影响金刚线多线切片机的运行,造成设备运行稳定性差等问题。
2、针对以上技术问题,在金刚线切割过程中,通过设置张力传感器,金刚线多线切片机通过张力传感器感应金刚线的波动,识别金刚线是否斜拉,同时感应斜拉方向为锐角还是钝角,最后通过控制排线导轮走速进行横移纠偏来控制斜拉程度,进而完成金刚线的斜拉纠偏;由于金刚线多线切片机是通过张力传感器感应金刚线的波动来判断金刚线是否斜拉,但是在切割过程中出现张力波动的原因很多,导致张力传感器纠偏系统经常误判操作,不能有效进行金刚线监控纠偏,反而因为误操作而导致斜拉断进收的金刚线。
技术实现思路
0、
技术实现要素:
1、本发明提供一种进收线侧金刚线斜拉纠偏系统及其纠偏方法,通过多组两两正向对应的传感器组多点读取金钢线位置的方式来获得金钢线的运动姿态,实现金刚线的实时自动纠偏。
2、本发明至少一个实施例所采用的技术方案是:
3、一种进收线侧金刚线斜拉纠偏系统,包括控制器、金刚线、排线轮和收线辊,所述排线轮相对所述收线辊的轴向平行、且间隔一段距离设置;
4、所述收线辊用于缠绕从所述排线轮导出的金刚线,所述排线轮带动所述金刚线沿所述收线辊轴向做平行往复移动;
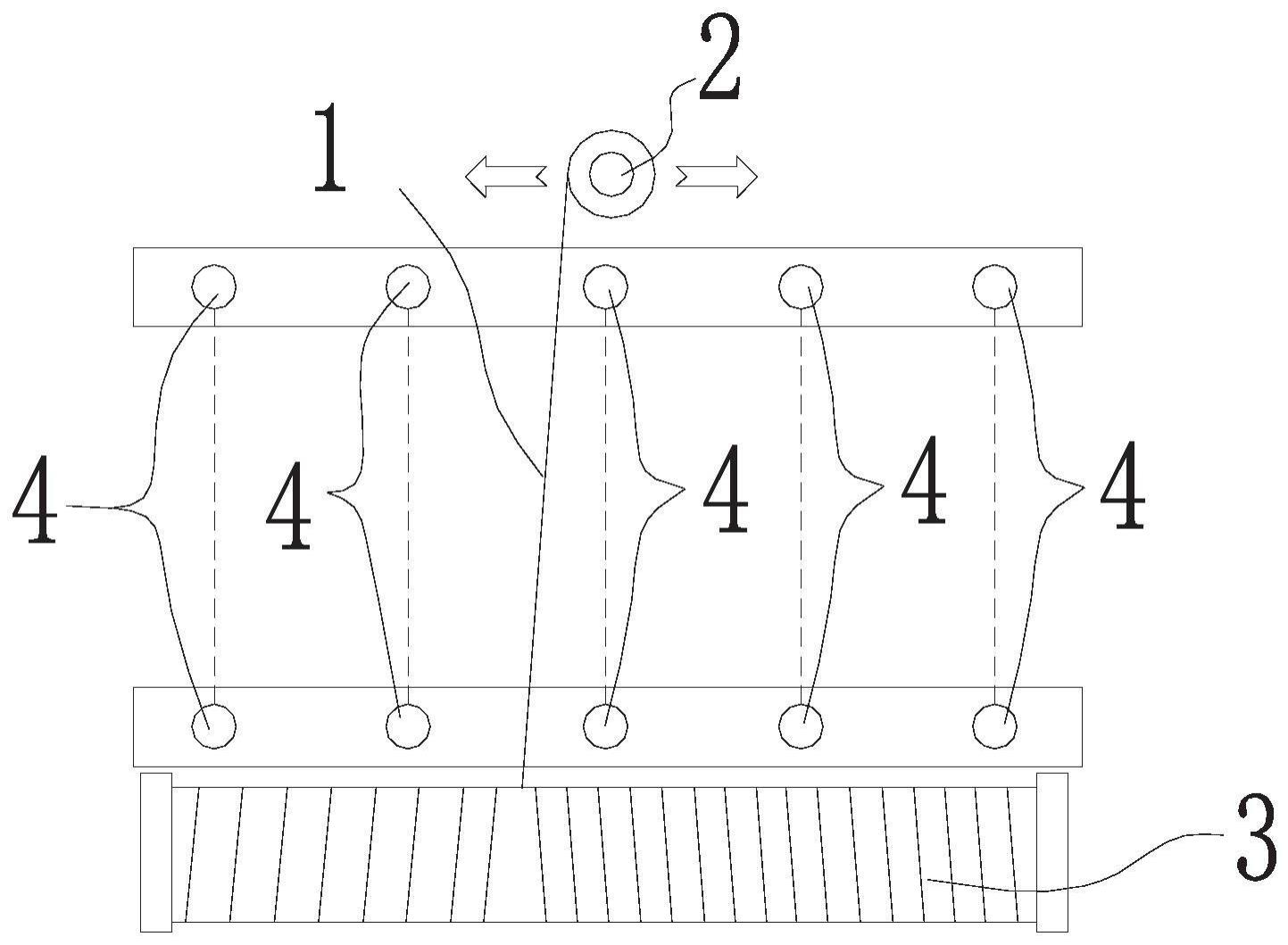
5、沿所述收线辊轴向的所述排线轮与所述收线辊的对应侧分别平行的设置有多组与对侧互相两两正向对应的传感器,所述排线轮侧的一个传感器与所述收线辊侧正对的一个传感器构成一组相互感应金刚线经过的结对传感组,两两正向对应的结对传感组分别与所述控制器电性连接;
6、当所述金刚线水平正向切割或竖向垂直切割时,所述金刚线输入端和金刚线输出端同时经过一组正向对应的结对传感组;当所述金刚线水平倾斜切割或竖向斜拉切割时,一组正向对应的结对传感组中、一个传感器提前感应金刚线输入端或金刚线输出端经过、另一个传感器延迟一段时间感应金刚线输出端或金刚线输入端经过,所述控制器通过一组结对传感组中的两个传感器感应到的金钢线时间差计算并判读金刚线的斜拉信息、斜拉方向及斜拉倾斜量,所述控制器进一步控制所述排线轮横移来消除斜拉。
7、一种如上述的进收线侧金刚线斜拉纠偏系统的纠偏方法,沿收线辊轴向的排线轮与收线辊的对应侧分别平行的设置有多组与对侧互相两两正向对应的传感器,所述排线轮侧的一个传感器与所述收线辊侧正对的一个传感器构成一组相互感应金刚线经过的结对传感组,两两正向对应的结对传感组分别与控制器电性连接,该纠偏方法包括以下步骤:
8、步骤s1,排线轮带动金刚线沿收线辊轴向做平行往复移动;
9、步骤s2,当金刚线水平正向切割或竖向垂直切割时,金刚线输入端和金刚线输出端同时经过一组正向对应的结对传感组,由于两个传感器感应到的金钢线不存在时间差,控制器控制排线轮正常行走切割;
10、步骤s3,当金刚线水平倾斜切割或竖向斜拉切割时,在一组正向对应的结对传感组中,一个传感器提前感应金刚线输入端或金刚线输出端经过,另一个传感器延迟一段时间感应金刚线输出端或金刚线输入端经过,控制器通过一组结对传感组中的两个传感器感应到的金钢线存在时间差,控制器判读金刚线存在斜拉状态,并根据接收到的时间差信息计算金刚线的斜拉方向和斜拉倾斜量,控制器进一步控制排线轮横移来消除斜拉。
11、进一步地,所述步骤s3中还包括:在消除斜拉的过程中,紧邻的结对传感组或其他组的结对传感组、同时确认金刚线的斜拉异常情况是否得到消除,并根据处理的结果,控制器决定是否需要进一步的通过控制排线轮再次调整的横移来消除斜拉。
12、本发明的有益效果是:
13、本发明通过多组两两上下竖直相对应或前后水平正对的传感器来分别感应金刚线的出线端和收线端,并根据感应到金刚线时间差来计算金刚线的斜拉信息、斜拉方向和斜拉倾斜量,进而控制排线轮的移动来消除斜拉,提升金刚线斜拉的识别精准度,有效降低金刚线斜拉的误判率。
14、当金刚线水平倾斜切割或竖向斜拉切割时,在一组正向对应的结对传感组中,一个传感器提前感应金刚线输入端或金刚线输出端经过,另一个传感器延迟一段时间感应金刚线输出端或金刚线输入端经过,通过一组结对传感组中的两个传感器来感应检测金钢线存在时间差,控制器计算并判读金刚线的斜拉信息、斜拉方向及斜拉倾斜量,来控制排线轮实时横移来消除斜拉。相比现有斜拉纠偏方式,通过多组两两正向对应的传感器组多点读取金钢线位置来获得金钢线的运动姿态,实现金刚线的实时自动纠偏,具有结构简单、易操作,且通过识别金刚线运动姿态来确定金刚线的工作情况,直观精准、误判率低,有效提升金刚线斜拉识别的精准度、有效降低金刚线斜拉的误判率。
15、而且,该纠偏方法无论是加工过程中、还是机台调整过程中,都可以操控使用,有效减少操控人员调整金刚线斜拉的操作,有效提高半导体硬脆材料的切割效率。
技术特征:
1.一种进收线侧金刚线斜拉纠偏系统,其特征在于,包括控制器、金刚线、排线轮和收线辊,所述排线轮相对所述收线辊的轴向平行、且间隔一段距离设置;
2.一种如权利要求1所述的进收线侧金刚线斜拉纠偏系统的纠偏方法,沿收线辊轴向的排线轮与收线辊的对应侧分别平行的设置有多组与对侧互相两两正向对应的传感器,所述排线轮侧的一个传感器与所述收线辊侧正对的一个传感器构成一组相互感应金刚线经过的结对传感组,两两正向对应的结对传感组分别与控制器电性连接,其特征在于,该纠偏方法包括以下步骤:
3.根据权利要求2所述的一种进收线侧金刚线斜拉纠偏系统的纠偏方法,其特征在于:所述步骤s3中还包括:在消除斜拉的过程中,紧邻的结对传感组或其他组的结对传感组、同时确认金刚线的斜拉异常情况是否得到消除,并根据处理的结果,控制器决定是否需要进一步的通过控制排线轮再次调整的横移来消除斜拉。
技术总结
本发明公开的一种进收线侧金刚线斜拉纠偏系统及其纠偏方法,包括控制器、金刚线、排线轮和收线辊,排线轮相对收线辊的轴向平行设置;收线辊用于缠绕从排线轮导出的金刚线,排线轮带动金刚线沿收线辊轴向做平行往复移动;沿收线辊轴向的排线轮与收线辊的对应侧分别平行的设置有多组与对侧互相两两正向对应的传感器,两两正向对应的结对传感组分别与控制器电性连接;当金刚线水平倾斜切割或竖向斜拉切割时,通过一组结对传感组中的两个传感器感应到的金钢线时间差,控制器计算并判读金刚线的斜拉信息、斜拉方向及斜拉倾斜量,来控制排线轮实时横移来消除斜拉,实现金刚线的实时自动纠偏。
技术研发人员:季少力,汤琦,杨振忠,毕喜行
受保护的技术使用者:广东金湾高景太阳能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!