三彩泼釉陶瓷的制作设备及制作工艺
本发明涉及三彩泼釉陶瓷制作,具体涉及一种三彩泼釉陶瓷的制作设备及制作工艺。
背景技术:
1、三彩泼釉陶瓷是用三彩泼釉在已成型晾干的素坯(即半成品)上绘制各种纹饰,然后罩以白色透明釉或者其他浅色面釉,一次烧成。烧成后的图案被一层透明的釉膜覆盖在下边,表面光亮柔和、平滑不凸出,显得晶莹透亮。
2、传统釉下陶瓷绘画材料都是用水与胶调制的。但是水与胶调制出的三彩泼釉,它不能很好的自然流淌出形成预期图案,使得三彩色釉图案的成品率较低。
3、鉴于现有技术中的不足,有必要设计一种新的三彩泼釉陶瓷的制作设备及制作工艺。
技术实现思路
1、因此,本发明要解决的技术问题在于水与胶调制出的三彩泼釉,在素坯上不能很好的自然流淌形成预期图案,使得三彩色釉图案的成品率低,从而提供一种三彩泼釉陶瓷的制作设备及制作工艺。
2、为解决上述技术问题,本发明的技术方案如下:
3、一种三彩泼釉陶瓷的制作设备,包括:
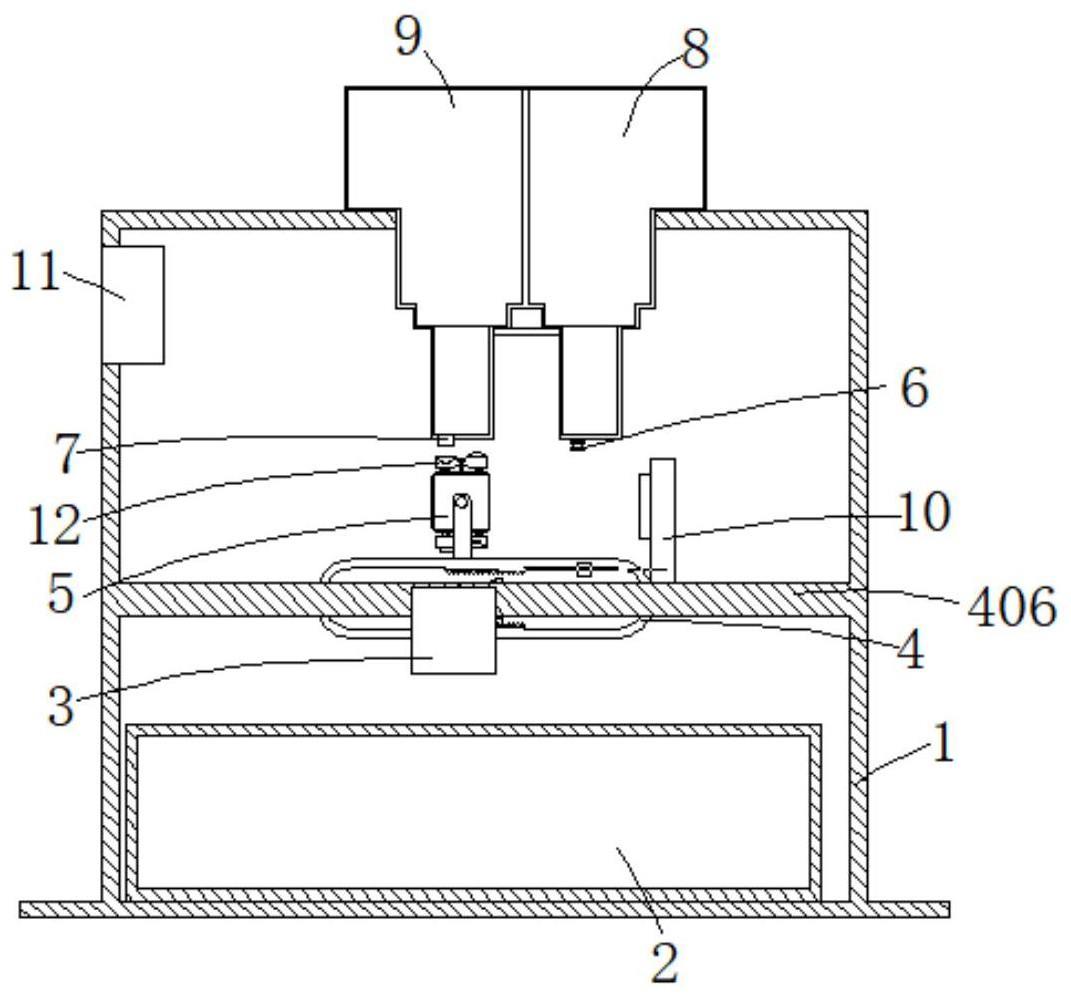
4、机壳,中部设有横向延伸的分隔板,所述分隔板将所述机壳的内腔分为上空腔和下空腔;
5、泥坯盛放箱,安装于所述机壳的顶部;
6、拨坯器,与所述泥坯盛放箱相连通且固定于所述泥坯盛放箱的下端,所述拨坯器的出口连通所述上空腔;
7、三彩泼釉箱,安装于所述机壳的顶部;
8、雾化喷头,可摆动地连接于所述三彩泼釉箱的下端,所述雾化喷头的进液口与所述三彩泼釉箱相连通,且出液口位于所述上空腔内,所述雾化喷头与雾化喷头控制机构电性连接,所述雾化喷头控制机构适于控制所述雾化喷头的摆动幅度和角度;
9、陶瓷模具,所述陶瓷模具包括相互配合的凹模体和凸模体,所述凹模体位于所述拨坯器的下方,适于承接由所述拨坯器拨落的泥坯,所述陶瓷模具具有合模状态和开模状态,在所述合模状态,所述凸模体和所述凹模体相对合拢,所述凸模体适于压制所述凹模体内的泥坯形成预制陶瓷,在所述开模状态,所述凸模体相对所述凹模体打开,所述凸模体适于向上支撑所述预制陶瓷;
10、往复装置,安装于所述隔板上,所述往复装置与所述陶瓷模具相连,所述往复装置沿第一方向运动适于将所述凸模体上的所述预制陶瓷送至所述雾化喷头的下方进行三彩泼釉喷涂、沿与所述第一方向相反的第二方向运动适于将所述陶瓷模具带回所述拨坯器的下方。
11、进一步地,所述雾化喷头连接有静电发生器。
12、进一步地,所述雾化喷头包括竖向间隔设置的上雾化头和下雾化头,所述上雾化头和所述下雾化头分别适于对所述凸模体上的所述预制陶瓷的上部外壁面和下部外壁面进行喷涂。
13、进一步地,还包括加热器,所述加热器安装于所述分隔板上,适于加热喷涂三彩泼釉后的预制陶瓷。
14、进一步地,所述往复装置包括环状的往复件、一号液压马达、以及与所述一号液压马达的输出轴固定连接的不完全齿轮;所述往复件的两端各连接有一组导杆,各组导杆分别与装设于所述分隔板上的一组导向轴承滑动配合;所述往复件中部竖向相对的两内壁上分别设有第一齿条和第二齿条,所述不完全齿轮由所述一号液压马达驱动以与所述第一齿条啮合,适于带动所述预制陶瓷随所述陶瓷模具移动至所述雾化喷头下方,所述不完全齿轮由所述一号液压马达驱动以与所述第二齿条啮合,适于带动所述预制陶瓷随所述陶瓷模具移动至所述拨坯器下方。
15、进一步地,还包括模具支撑装置,所述模具支撑装置包括相对设置的两安装板、一号轴、固定套接于所述一号轴上的模具载体、一号棘轮、套接于所述一号轴一端的二号棘轮、以及二号液压马达,所述安装板与所述往复件固定连接,所述一号轴的两端分别转动连接于两所述安装板上,所述模具载体位于两所述安装板之间,所述一号棘轮装设于与所述二号棘轮相邻的所述安装板上,所述二号棘轮与所述一号棘轮相啮合,所述二号液压马达的输出轴与所述一号棘轮固定连接。
16、进一步地,所述陶瓷模具包括呈倒t型的模具固定板,所述模具固定板固定于所述模具载体上,所述凹模体铰接于所述模具固定板的顶端,所述凸模体通过固定柱固定于所述模具固定板的底板上,所述凹模体底部连接一号液压杆的一端,所述一号液压杆的另一端连接于所述底板上,所述一号液压杆适于驱动所述凹模体朝所述凸模体翻转并扣压在所述凸模体上。
17、进一步地,所述拨坯器包括拨坯器隔板,所述拨坯器隔板固定在所述泥坯盛放箱的下端,所述拨坯器隔板上装设有三号液压马达,所述三号液压马达的输出轴上装有旋转切片。
18、本发明技术方案,具有如下优点:
19、1.本发明提供的三彩泼釉陶瓷的制作设备,机壳中部设有横向延伸的隔板,隔板将机壳的内腔分为上空腔和下空腔;泥坯盛放箱安装于机壳的顶部,泥坯盛放箱底部装设有拨坯器,拨坯器的出口连通上空腔;三彩泼釉箱安装于机壳的顶部,与三彩泼釉箱相连通的雾化喷头伸入上空腔内;陶瓷模具包括相互配合的凹模体和凸模体,陶瓷模具具有合模状态和开模状态,在合模状态,压制从拨坯器掉入凹模体内的泥坯形成预制陶瓷,在开模状态,凸模体适于向上支撑预制陶瓷;往复装置安装于隔板上,往复装置沿第一方向运动适于将开模状态的凸模体上的预制陶瓷送至雾化喷头的下方进行三彩泼釉喷涂、沿与第一方向相反的第二方向运动适于将陶瓷模具带回拨坯器的下方,通过雾化喷头控制机构可控制雾化喷头的摆动幅度和角度,使得雾化喷头在预制陶瓷表面喷涂的三彩色釉厚度不同,薄厚不一的三彩色釉在预制陶瓷上形成三彩色釉图案,由于雾化喷头控制机构控制雾化喷头进行喷涂,三彩色釉喷涂厚度较易控制,三彩色釉图案的成品率相应较高。另外,可通过拨坯器均匀地向凹模体提供泥坯,并且,凹模体位于拨坯器的下方,泥坯被拨坯器拨落后向下砸进凹模体的模腔内,可让泥坯产生形变,让泥坯在凹模体内分布更均匀些,防止合模时泥坯无法填充到模腔的各个部分,进一步提高成品率。
20、2.本发明提供的三彩泼釉陶瓷的制作设备,雾化喷头连接有静电发生器,静电发生器向雾化喷头上不断输入负电荷,致使从雾化喷头上所喷出的三彩泼釉的雾化颗粒均带有电荷,带有电荷的雾化颗粒与预制陶瓷相接触时具有较强的附着效果,进而使雾化颗粒的附着更牢固,不易乱流淌,提高三彩色釉图案的成品率。
21、一种三彩泼釉陶瓷的制作工艺,包括以下步骤:
22、s11、将泥坯块放入泥坯盛放箱中;
23、s12、用拨坯器从所述泥坯盛放箱中不断向陶瓷模具的凹模体内拨泥坯;
24、s13、合模,陶瓷模具的凸模体配合凹模体对所述凹模体内的泥坯进行压制形成预制陶瓷;
25、s14、待所述预制陶瓷固化后开模,使所述预制陶瓷置于所述凸模体的顶部;
26、s15、启动一号液压马达,往复装置的往复件带动所述陶瓷模具沿第一方向移动至与三彩泼釉箱相连通的雾化喷头的下方;
27、s16、关闭一号液压马达,并启动雾化喷头,通过雾化喷头控制机构控制雾化喷头的摆动幅度和角度,使上雾化头和下雾化头在预制陶瓷的上部外壁面和下部外壁面形成薄厚不一的三彩泼釉图案;
28、s17、关闭所述雾化喷头,启动二号液压马达,以带动模具支撑装置上的陶瓷模具顺时针旋转,使所述预制陶瓷朝向加热器;
29、s18、关闭二号液压马达,并启动加热器对所述预制陶瓷进行初干燥;
30、s19、启动所述一号液压马达,所述往复件动所述陶瓷模具回到拨坯器的下方;
31、s20、关闭一号液压马达,并启动二号液压马达,带动所述模具支撑装置上的所述陶瓷模具顺时针旋转,使所述预制陶瓷朝下落至往复件上。
32、进一步地,还包括如下步骤:s21、将所述预制陶瓷放入电窑烘烤,经1000℃-1300℃烘烤12h-18h后冷却,形成三彩泼釉陶瓷制品。
33、本发明提供的三彩泼釉陶瓷的制作工艺,雾化喷头控制机构可控制雾化喷头的摆动幅度和角度,进而可在预制陶瓷上形成薄厚不一的三彩色釉图案,提高三彩色釉的成品率。
- 还没有人留言评论。精彩留言会获得点赞!