一种使用层叠式马桶模具的注浆成型机的制作方法
本发明涉及陶瓷注浆成型设备,尤其涉及一种使用层叠式马桶模具的注浆成型机。
背景技术:
1、现有技术中的马桶坯体由座圈坯体、水道坯体和外壳坯体粘接而成,并通过高温烧结制成陶瓷马桶。
2、为了提高陶瓷马桶大规模制造的生产效率,现有技术采用座圈模、水道模和外壳模并分别由不同的注浆成型机注浆制成座圈坯体、水道坯体和外壳坯体,然后将座圈坯体、水道坯体和外壳坯体分别用三条输送线输送至机器人装配工位,由机器人通过三个机械臂分别抓取座圈坯体、水道坯体和外壳坯体,然后分别对座圈坯体、水道坯体和外壳坯体的需要粘接的部位喷涂粘接胶,再将座圈坯体、水道坯体和外壳坯体由下至上叠放并粘接为一体,之后送往高温窑炉烧结即制得陶瓷马桶。
3、采用上述生产模式,虽然具有较高的生产效率,但制造设备占用场地大,生产线转产时间长,转产成本高,且最小订单批量的数量大。
4、随着经济水平的提高,人们对位于产品的个性化要求越来越高,陶瓷马桶的款式不断增加,导致每一款陶瓷马桶的生产订单的批量都不能满足大规模生产的最小订单批量的要求,造成采用大规模生产模式的陶瓷马桶制造商的产生严重的亏损。
技术实现思路
1、针对上述问题,本发明的目的在于提出一种使用层叠式马桶模具的注浆成型机,可以在一个机位完成座圈坯体、水道坯体和外壳坯体的注浆成型,既具有最小订单批量的要求低,占用生产场地面积小的优点。
2、为达此目的,本发明采用以下技术方案:
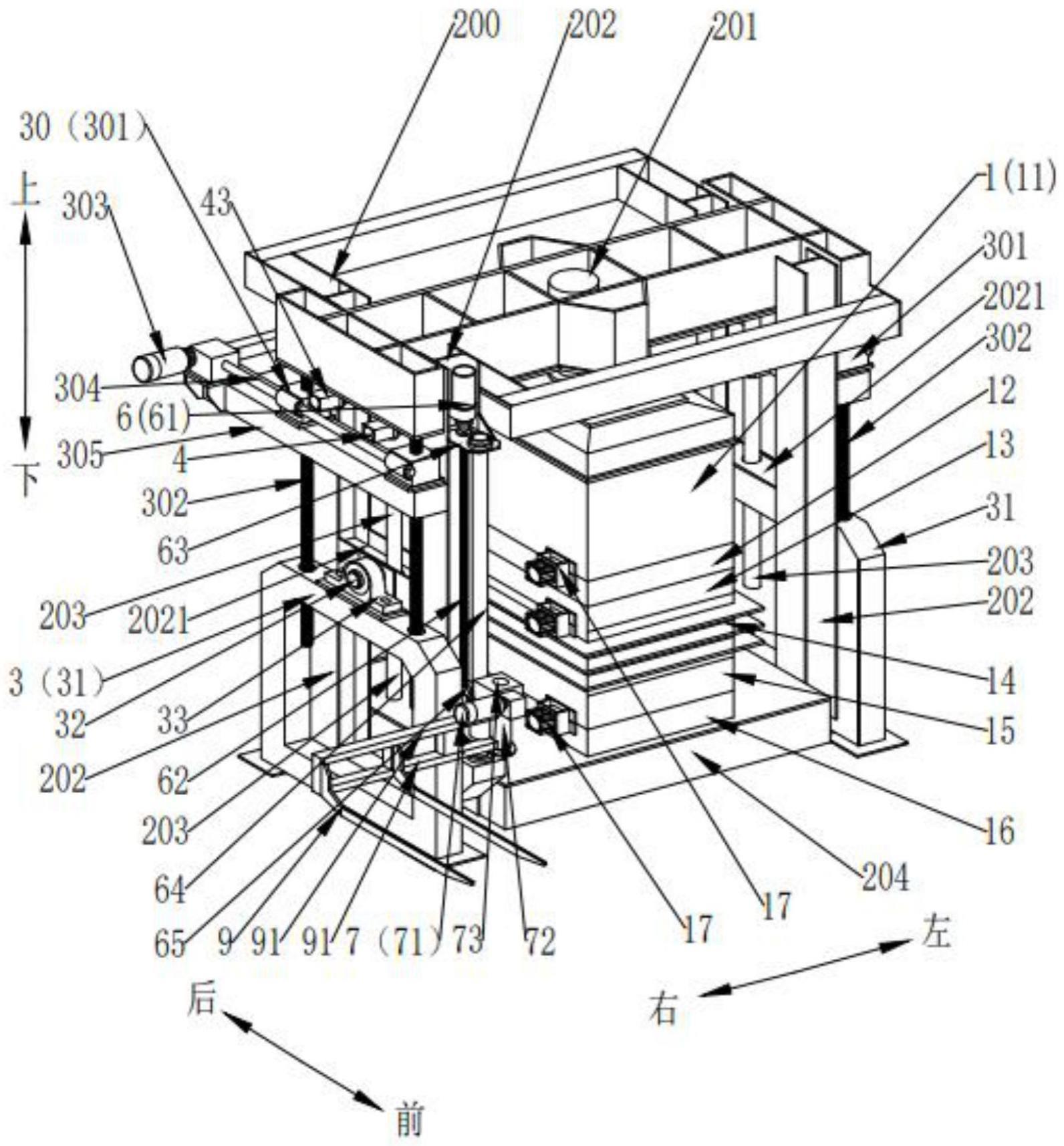
3、一种使用层叠式马桶模具的注浆成型机,包括提升装置、旋转装置、托坯板和机械臂;
4、所述马桶模具包括由上至下依次架装的外壳上模、外壳下模、水道上模、水道下模、座圈上模和座圈下模,以及至少三对锁模气缸;
5、所述外壳下模的底面与所述水道上模的顶面相连接;所述水道下模的底面与所述座圈上模的顶面相连接;
6、所述外壳下模的顶部的左右两侧、所述水道下模的顶部的左右两侧和所述座圈下模的顶部的左右两侧均安装有一对所述锁模气缸;
7、所述旋转装置和所述提升装置前后相邻地安装于所述机架的前端面,并靠近于所述马桶模具的右侧面;所述提升装置与所述旋转装置传动配合,所述提升装置带动所述旋转装置上下移动;
8、所述机械臂承托所述托坯板,所述托坯板用于承托注浆成型的外壳坯体、水道坯体或座圈坯体;
9、所述机械臂的一端与所述旋转装置连接,所述旋转装置带动所述机械臂沿水平方向旋转,并使所述机械臂的另一端远离所述马桶模具或靠近并伸入至开启的所述外壳上模与所述外壳下模之间、所述水道上模与所述水道下模之间或所述座圈上模与所述座圈下模之间。
10、进一步的,还包括顶梁、合模油缸、机架、导柱和底座板,以及两组倾斜装置;
11、所述机架的左右两侧安装有多个螺杆提升机和多个升降丝杆,所述机架的左右两侧的中部还设有沿前后方向延伸的横梁;
12、所述顶梁架装于所述机架的顶部,所述底座板架装于所述机架的底部,所述导柱的顶端与所述顶梁的底面相连接,所述导柱的底端可上下移动地贯穿所述横梁;
13、所述马桶模具位于所述机架内;所述合模油缸的输出端向下并与所述外壳上模的顶部相连接,所述合模油缸的顶端与所述顶梁的中部相连接,所述座圈下模的底部固定于所述底座板的顶面;
14、所述倾斜装置包括支撑架、转轴、转轴座、倾斜油缸、连接杆和底板;
15、两块所述底板分别靠近所述机架的底部的左侧和右侧安装,竖立的所述支撑架的底部固定于所述底板的顶面,所述转轴座安装于所述支撑架的顶面,所述转轴的一端可转动地插装于所述转轴座内,所述转轴的另一端与所述机架的左侧面或右侧面相连接,所述机架通过两个所述转轴悬架于两个所述支撑架的顶面,所述机架的底面和所述底座板的底面悬空并位于所述底板的顶面的上方;
16、所述连接杆的一端与所述机架的后端面的左侧或右侧连接,所述倾斜油缸位于所述连接杆的正下方,所述倾斜油缸的底端可转动地连接于所述底板的顶面,所述连接杆的另一端与所述倾斜油缸的向上伸出的输出端活动连接。
17、进一步的,所述提升装置包括提升电机、提升螺杆、支撑板、导向柱和升降板;
18、所述升降板分别设有前后相隔的第一内螺纹孔和导向柱安装孔;
19、所述支撑板的后端固定于所述机架的右前方的前端面;所述提升电机竖立安装于所述支撑板的顶面;
20、竖立的所述提升螺杆的上端穿过所述支撑板并与所述提升电机的输出端传动连接;所述升降板位于所述支撑板的下方,所述升降板通过所述第一内螺纹孔套装于所述提升螺杆的外周面;
21、所述导向柱位于所述提升螺杆的前方,所述导向柱的上端固定于所述支撑板,所述导向柱的下端向下延伸并穿过所述导向柱安装孔,所述导向柱的外周面与所述导向柱安装孔的内壁面之间留有间隙;
22、所述旋转装置安装于所述升降板的前端。
23、进一步的,所述旋转装置包括旋转电机、旋转柱和安装座;
24、所述安装座的后端面固定于所述升降板的前端,所述旋转电机安装于所述安装座的前端,所述旋转柱的上端由下向上可转动地插装于所述安装座,所述旋转电机的输出端与所述旋转柱的上端的外周面传动配合,所述旋转柱的下端向下延伸并外露于所述安装座的下方;
25、所述机械臂设有两个延伸杆,两个所述延伸杆的一端与所述机械臂的一端的外侧面相连接,所述延伸杆的另一端与外露的所述旋转柱的外周面连接。
26、进一步的,还包括升降装置;
27、所述升降装置包括升降电机、传动杆、两个联动杆、两个安装台、多个所述螺杆提升机和多个所述升降丝杆;
28、两个所述安装台分别位于所述机架的左右两侧,所述安装台的右侧面或左侧面分别固定于所述机架的左侧面或右侧面,所述安装台位于对应的所述支撑架的上方;
29、所述安装台设有前后间隔排列的多个第二内螺纹孔,所述支撑架设有多个避空孔,所述第二内螺纹孔与所述避空孔一一上下对正;
30、多个所述螺杆提升机分为两组,一组中的多个所述螺杆提升机前后间隔地安装于所述安装台的顶面,所述升降丝杆的顶端向上穿过所述第二内螺纹孔并与所述顶梁的底面相连接,所述升降丝杆的外周面与所述螺杆提升机传动配合,所述升降丝杆的底端向下延伸并穿过对应的所述避空孔,所述升降丝杆的外周面与所述避空孔之间留有间隙;
31、沿前后方向延伸的两个所述联动杆分别架装于两个所述安装台的上方;所述升降电机的输出端通过所述传动杆与两个所述联动杆的一端传动连接,一组中的每个所述螺杆提升机分别与对应的所述联动杆的外周面传动配合。
32、进一步的,还包括多个锁销装置;
33、所述锁销装置包括插销板、销栓杆、锁销气缸、锁销板和销栓导套;
34、所述机架的左右两侧均设有前后间隔的两个立柱,所述横梁的前后两端分别与对应的两个所述立柱的两个相对面连接;
35、两个所述锁销板的一端分别与两个所述立柱的两个相对面连接,所述锁销板靠近所述立柱的顶端设置;
36、所述插销板为沿前后方向延伸的竖直平板,所述锁销板包括左右间隔的两块直板,两块所述直板之间设有插销间隙;
37、所述插销板的顶端与所述顶梁的底面相连接,所述插销板与所述插销间隙一一上下对正,所述插销板和所述直板均设有销栓孔,所述销栓孔沿左右方向贯穿所述插销板的板面或所述直板的板面;所述销栓导套的一端紧贴位于外侧的所述直板的所述销栓孔的边缘安装,所述销栓导套的另一端向外延伸;
38、所述锁销气缸靠近所述销栓导套的另一端的外侧安装,所述锁销气缸的输出端与所述销栓杆的一端连接,所述销栓杆的另一端伸入所述销栓导套内并靠近所述插销间隙。
39、进一步的,所述马桶模具还包括中分联动机构;
40、所述水道上模左右对称地分为水道左上模和水道右上模;
41、所述中分联动机构包括两个开模气缸、两条传动链、两个开模电机和多个传动轮;
42、两个所述开模电机分别安装于所述外壳下模的左侧面和右侧面;
43、多个所述传动轮分为四组,所述水道左上模的前面和后面与所述水道右上模的前面和后面分别安装有一组所述传动轮;
44、位于所述水道左上模的前面的多个所述传动轮的外周面和位于所述水道右上模的前面的多个所述传动轮的外周面分别与一个所述传动链的上半部分的内侧面和下半部分的内侧面啮合,该所述传动链的左右两端与两个所述开模电机的前输出端传动配合;
45、位于所述水道左上模的后面的多个所述传动轮的外周面和位于所述水道右上模的后面的多个所述传动轮的外周面分别与另一个所述传动链的上半部分的内侧面和下半部分的内侧面啮合,此所述传动链的左右两端与两个所述开模电机的后输出端传动配合;
46、一个所述开模气缸的左右两端分别固定于所述水道左上模的前面和所述水道右上模的前面;另一个所述开模气缸的左右两端分别固定于所述水道左上模的后面和所述水道右上模的后面。
47、进一步的,所述水道上模为上凹模,所述水道下模的中部设有与所述水道上模匹配的上凸水道模;
48、所述水道下模设有模框,所述模框为沿所述水道下模的边缘延伸的环形体,所述模框环绕于所述上凸水道模的外围,所述模框的内壁面与所述上凸水道模的外周面之间形成环形凹槽,所述模框的内壁面为由下向上朝外倾斜的斜面;
49、所述水道上模的外周面为由上向下朝内倾斜的斜面。
50、进一步的,所述马桶模具还包括多个上锥板和多个下锥板;
51、多个所述上锥板和多个所述下锥板一一上下对应;
52、所述上锥板安装于所述外壳上模的顶部的左侧或右侧、所述水道上模的顶部的左侧或右侧以及所述座圈上模的顶部的左侧或右侧;
53、所述下锥板安装于所述外壳下模的顶部的左侧或右侧、所述水道下模的顶部的左侧或右侧以及所述座圈下模的顶部的左侧或右侧;
54、所述锁模气缸的输出端设有与上下相抵的所述上锥板和所述下锥板的外周面匹配的锁模凹槽。
55、优选的,所述倾斜油缸向下收缩并通过所述连接板拉动所述机架向后倾斜时,倾斜的所述机架的后端面所在平面与垂直面的夹角为6°-9°。
56、本发明的上述技术方案的具有以下有益效果:
57、所述使用层叠式马桶模具的注浆成型机,在一个机位可以一次性完成马桶的外壳坯体、座圈坯体和水道坯体的注浆成型,并可通过机械臂、提升装置、旋转装置和托坯板的配合依次取出座圈坯体、水道坯体和外壳坯体,并可在取出坯体时通过人工或者涂胶机喷涂粘接胶即可使外壳坯体、座圈坯体和水道坯体粘接为一体,每一台所述使用层叠式马桶模具的注浆成型机可作为一个生产单元来制备一款马桶,故此本发明的所述使用层叠式马桶模具的注浆成型机,适合小批量订单的生产,具有转产方便且排产计划灵活可变的优点,还具有结构紧凑和占地面小的优点,进而具有良好的经济效益。
- 还没有人留言评论。精彩留言会获得点赞!