一种应用于PC预制线压槽式拆布模机器人的控制系统
本发明属于机器人控制,具体为一种应用于混凝土(precast concrete,简称pc)预制线压槽式拆布模机器人的控制系统。
背景技术:
1、随着国内pc建筑构件建造技术的不断进步,出现了一些pc预制构件生产线及设备。压槽式混凝土预制构件相较于需要根据构件外形轮廓及预埋件要求在模台上手工布置并固定边模的传统构件,在连接端采用压槽结构,不需要出筋,避免了出筋工艺带来的制造难题,但是要使用人工进一步安装压槽块,存在效率较低、一致性差、尺寸误差范围大等问题,浪费了较多时间和成本。
2、随着智能建造技术和机器人技术的发展,目前国内出现了pc预制自动化生产线,部分使用龙门架式机械手代替人工进行边模的拆模和布模作业,虽然自动化程度和效率得到了一定的提升,但是压槽块的安装和拆卸工作仍然没有相应的自动化设备,并且依然缺乏较为完善的控制系统。
技术实现思路
1、为了克服上述现有技术的缺点,本发明的目的在于提供一种应用于pc预制线压槽式拆布模机器人的控制系统,以此提高压槽块拆布模自动化程度和效率。
2、为了实现上述目的,本发明采用的技术方案是:
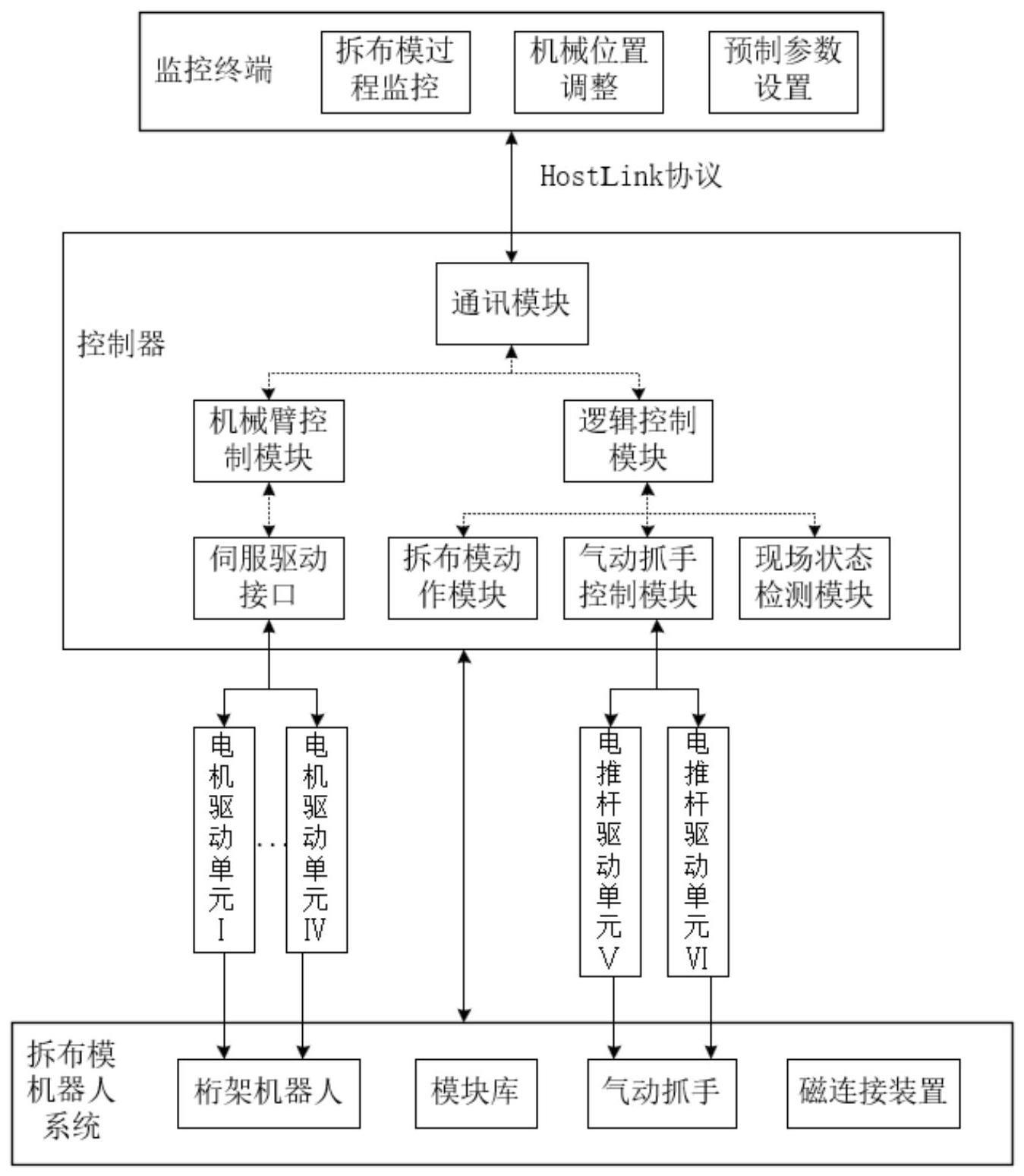
3、一种应用于pc预制线压槽式拆布模机器人的控制系统,包括监控终端、控制器和拆布模机器人系统,其中拆布模机器人系统包括桁架机器人、模块库、气动抓手以及磁连接装置,监控终端接收机器人状态信息,同时提供监控指令软件;控制器包含人机终端通讯模块、机械臂控制模块和逻辑控制模块,通讯模块实现与监控终端的通讯,机械臂控制模块作用于桁架机器人,逻辑控制模块作用于气动抓手,实现对拆布模机器人系统的动作控制。
4、在一个实施例中,所述桁架机器人作为主体,是一个具有四个自由度的直角坐标机器人,由x轴、y轴、z轴三个平动关节轴和一个转动关节轴r轴组成;所述气动抓手包括夹抓机构、磁钉拔取机构、柔性缓冲机构、两级伸缩机构以及间距调整机构,执行夹取动作和安装磁钉;所述磁连接装置用于完成边模块和压槽块的安装;所述模块库用于放置边模块和压槽块。
5、在一个实施例中,所述监控终端提供人机交互界面,包括拆布模过程监控模块、机械位置调整模块和预制参数设置模块,拆布模过程监控模块用于实时地读入与显示拆布模过程中的各轴极限位置开关传入控制器的输入数字信号、各轴关节值的信息以及相应的拆布模步骤信息;预制参数设置模块用于设置各轴的最大速度、加速时间、正负极限位、回零速度、加加速度、回零方向、电机方向、单循环递变量、极限值、循环次数和模块库中边摸及压槽块的数量与位置;机械位置调整模块用于在自动拆布模前手动调试各轴位置和气动抓手的伸缩与开合。
6、在一个实施例中,所述控制器通过双核处理单元实现功能,所述机械臂控制模块通过电机驱动单元实现对桁架机器人的控制;所述逻辑控制模块包括拆布模动作模块、气动抓手控制模块和现场状态检测模块,其中气动抓手控制模块通过电推杆驱动单元实现对气动抓手的控制。
7、在一个实施例中,所述的双核,为arm核和dsp核,控制器程序有arm核的程序和dsp核的程序两部分;arm核的程序提供通信功能,包括指令接收、坐标信息接收上传、机器人动作程序下传;dsp核的程序提供模式选择、指令译码,dsp还完成所有实时的底层数据处理和相关计算,包括轨迹和速度运算、输入输出开关量处理、粗插补、报警。
8、在一个实施例中,所述拆布模动作模块用作动作序列规划器以及动作序列下发器,通过修改控制器对应寄存器的对应位完成动作规划、下发的任务;首先动作序列规划器读取预制参数设置功能模块中的参数,确定边模与压槽块组数及其布置顺序,再规划出每组拆布模动作模块在拆布模时的动作序列,并为需要操作末端气爪的动作设定好等待时间;按顺序拼接生成的完整动作序列由动作序列下发器按照现场状态监测模块中的转换关系将关节值转为脉冲值,并下发到下层控制器中。
9、在一个实施例中,整个拆布模的动作序列的拼接按照先边模动作序列再压槽块动作序列的顺序生成,同一组边模或是压槽块在一个动作序列中完成安装,多组边模的顺序按照最短的末端气爪移动路径进行确定;用模块的起始位置与最终位置间的直线距离代替总路径,通过排列并计算出所有模块的顺序下不同的总路径,取总路径最小的顺序进行拆布模,一组边模的拆布模动作序列共12步,一组压槽块的拆布模动作序列共6步。
10、在一个实施例中,所述现场状态检测模块用作运行监视器,根据拆布模过程监控模块中监视到的各轴关节值进行判断,当超过预置参数设置模块中的正负极限位时停止布模;根据拆布模过程监控模块中的当前动作序列号确定是否需要操作末端气爪,如果需要则按照动作序列规划器封装好的函数进行气爪操作;根据拆布模过程监控模块中的当前动作序列号判断自动布模是否执行完成,如果执行完成则修改步骤监测模块中对应的状态指示灯。
11、在一个实施例中,所述机械臂控制模块通过伺服驱动接口与6个伺服电机驱动单元连接,根据设定好的动作序列实现对桁架机器人的运动控制,其中的动作由一组各轴的关节值与等待时间组成,下层控制器控制各轴按顺序依次运到到各个动作中定义的关节值位置,并静止等待时间后执行下一步。
12、在一个实施例中,所述人机终端通讯模块通过欧姆龙公司的hostlink三层通信协议实现通讯,监控终端软件依照协议格式发送字符串指令帧,控制器按照协议解析并执行,并向监控终端发送字符串应答帧;所述监控终端对读取到的帧需要依照协议格式解析,并转换为所需信息格式,发送和接受的字符串中的关键部分是相关寄存器中的数据字符串且均是提前设置好的。
13、与现有技术相比,本发明的有益效果是:
14、1)本发明压槽式拆布模机器人控制系统能够实现拆布模机器人动作序列一键生成,满足了模具自动布拆的功能,并且工作过程中可对系统相关部分的参数进行实时监测,提高了模具布拆工作的效率、精度和自动化程度,解放了人力,减小了生产安全隐患。
15、2)本发明压槽式拆布模机器人控制系统可控制压槽式拆布模机器人单工位实现多种情况下对边模的安装拆除和压槽块的安装拆除,一套结构完成多个操作,节省生产空间和设备资源,并且不同操作只需要在监控终端中修改相关参数,进一步减少人员参与,提高自动化程度。
16、3)本发明压槽式拆布模机器人控制系统的实际使用仅需要在监控终端中进行,操作简便易懂,减少了人员的培训成本,具有良好的实用性。
17、采用上述应用于pc预制线压槽式拆布模机器人的控制系统,能够显著提高pc预制生产线拆布模环节的生产效率。
技术特征:
1.一种应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,包括监控终端、控制器和拆布模机器人系统,其中拆布模机器人系统包括桁架机器人、模块库、气动抓手以及磁连接装置,监控终端接收机器人状态信息,同时提供监控指令软件;控制器包含人机终端通讯模块、机械臂控制模块和逻辑控制模块,通讯模块实现与监控终端的通讯,机械臂控制模块作用于桁架机器人,逻辑控制模块作用于气动抓手,实现对拆布模机器人系统的动作控制。
2.根据权利要求1所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述桁架机器人作为主体,是一个具有四个自由度的直角坐标机器人,由x轴、y轴、z轴三个平动关节轴和一个转动关节轴r轴组成;所述气动抓手包括夹抓机构、磁钉拔取机构、柔性缓冲机构、两级伸缩机构以及间距调整机构,执行夹取动作和安装磁钉;所述磁连接装置用于完成边模块和压槽块的安装;所述模块库用于放置边模块和压槽块。
3.根据权利要求1所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述监控终端提供人机交互界面,包括拆布模过程监控模块、机械位置调整模块和预制参数设置模块,拆布模过程监控模块用于实时地读入与显示拆布模过程中的各轴极限位置开关传入控制器的输入数字信号、各轴关节值的信息以及相应的拆布模步骤信息;预制参数设置模块用于设置各轴的最大速度、加速时间、正负极限位、回零速度、加加速度、回零方向、电机方向、单循环递变量、极限值、循环次数和模块库中边摸及压槽块的数量与位置;机械位置调整模块用于在自动拆布模前手动调试各轴位置和气动抓手的伸缩与开合。
4.根据权利要求3所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述控制器通过双核处理单元实现功能,所述机械臂控制模块通过电机驱动单元实现对桁架机器人的控制;所述逻辑控制模块包括拆布模动作模块、气动抓手控制模块和现场状态检测模块,其中气动抓手控制模块通过电推杆驱动单元实现对气动抓手的控制。
5.根据权利要求4所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述的双核,为arm核和dsp核,控制器程序有arm核的程序和dsp核的程序两部分;arm核的程序提供通信功能,包括指令接收、坐标信息接收上传、机器人动作程序下传;dsp核的程序提供模式选择、指令译码,dsp还完成所有实时的底层数据处理和相关计算,包括轨迹和速度运算、输入输出开关量处理、粗插补、报警。
6.根据权利要求4所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述拆布模动作模块用作动作序列规划器以及动作序列下发器,通过修改控制器对应寄存器的对应位完成动作规划、下发的任务;首先动作序列规划器读取预制参数设置功能模块中的参数,确定边模与压槽块组数及其布置顺序,再规划出每组拆布模动作模块在拆布模时的动作序列,并为需要操作末端气爪的动作设定好等待时间;按顺序拼接生成的完整动作序列由动作序列下发器按照现场状态监测模块中的转换关系将关节值转为脉冲值,并下发到下层控制器中。
7.根据权利要求6所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,整个拆布模的动作序列的拼接按照先边模动作序列再压槽块动作序列的顺序生成,同一组边模或是压槽块在一个动作序列中完成安装,多组边模的顺序按照最短的末端气爪移动路径进行确定;用模块的起始位置与最终位置间的直线距离代替总路径,通过排列并计算出所有模块的顺序下不同的总路径,取总路径最小的顺序进行拆布模,一组边模的拆布模动作序列共12步,一组压槽块的拆布模动作序列共6步。
8.根据权利要求4或5或6或7所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述现场状态检测模块用作运行监视器,根据拆布模过程监控模块中监视到的各轴关节值进行判断,当超过预置参数设置模块中的正负极限位时停止布模;根据拆布模过程监控模块中的当前动作序列号确定是否需要操作末端气爪,如果需要则按照动作序列规划器封装好的函数进行气爪操作;根据拆布模过程监控模块中的当前动作序列号判断自动布模是否执行完成,如果执行完成则修改步骤监测模块中对应的状态指示灯。
9.根据权利要求4所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述机械臂控制模块通过伺服驱动接口与6个伺服电机驱动单元连接,根据设定好的动作序列实现对桁架机器人的运动控制,其中的动作由一组各轴的关节值与等待时间组成,下层控制器控制各轴按顺序依次运到到各个动作中定义的关节值位置,并静止等待时间后执行下一步。
10.根据权利要求1所述应用于pc预制线压槽式拆布模机器人的控制系统,其特征在于,所述人机终端通讯模块通过欧姆龙公司的hostlink三层通信协议实现通讯,监控终端软件依照协议格式发送字符串指令帧,控制器按照协议解析并执行,并向监控终端发送字符串应答帧;所述监控终端对读取到的帧需要依照协议格式解析,并转换为所需信息格式,发送和接受的字符串中的关键部分是相关寄存器中的数据字符串且均是提前设置好的。
技术总结
一种应用于PC预制线压槽式拆布模机器人的控制系统,包括监控终端、控制器和拆布模机器人系统,控制器具有双核心处理单元,进行人机终端通讯、自动拆布模动作控制等功能,包括通讯模块、机械臂控制模块、伺服驱动接口和逻辑控制模块、拆布模动作模块、气动抓手模块、现场状态检测模块;拆布模机器人系统由桁架机器人、气动抓手、磁连接装置以及模块库组成;监控终端软件提供人机交互界面,具有拆布模过程监控、机械位置调整和预制参数设置等功能。本发明能实现针对PC预制生产线压槽式拆布模机器人装置功能特定需求的自动与手动控制,实现模具布拆工作动作序列自动生成,完成间距可调和数量可调的自动化安装,提高了模具布拆工作的效率。
技术研发人员:曹建福,赵健淞,王启
受保护的技术使用者:西安交通大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!