一种用于大尺寸石英锭切割的金刚线切割机及方法与流程
本公开的实施例一般涉及石英锭加工领域,并且更具体地,涉及一种用于大尺寸石英锭切割的金刚线切割机及方法。
背景技术:
1、随着半导体行业的持续发展,电熔石英锭作为一种非常重要的石英原材料,其需求也在不断增加。由于电熔石英锭产品尺寸大,一般直径都在1500mm以上,高度一般都在500mm以上,尺寸大,不能直接利用半导体石英器件加工设备进行加工,而需要对石英锭进行粗加工。根据不同设备的尺寸要求,要将石英锭竖向切割,切割成不同厚度的圆锭;或者横向切割。传统的切割设备利用粗的串珠绳进行切割,所使用的串珠绳直径为8~10mm,造成了大量的原料浪费。而相对的,使用金刚线切割虽然浪费少,切割绳直径只有0.2~0.5mm,但是设备规格不足以满足如此大尺寸产品的切割,而且金刚线只能横向移动切割,无法同时满足横向和纵向切割。因此实现如此大尺寸石英产品的切割,且可以实现各方向的产品切割,从而得到多规格的成品,是目前行业中存在的一个难题。
技术实现思路
1、为解决上述提出的技术问题,本发明提供一种用于大尺寸石英锭切割的金刚线切割机及方法,解决大尺寸石英锭一般直径都在1500mm以上,高度一般都在500mm以上,不能直接利用半导体石英器件加工设备进行加工的问题,实现大尺寸石英锭的切割。
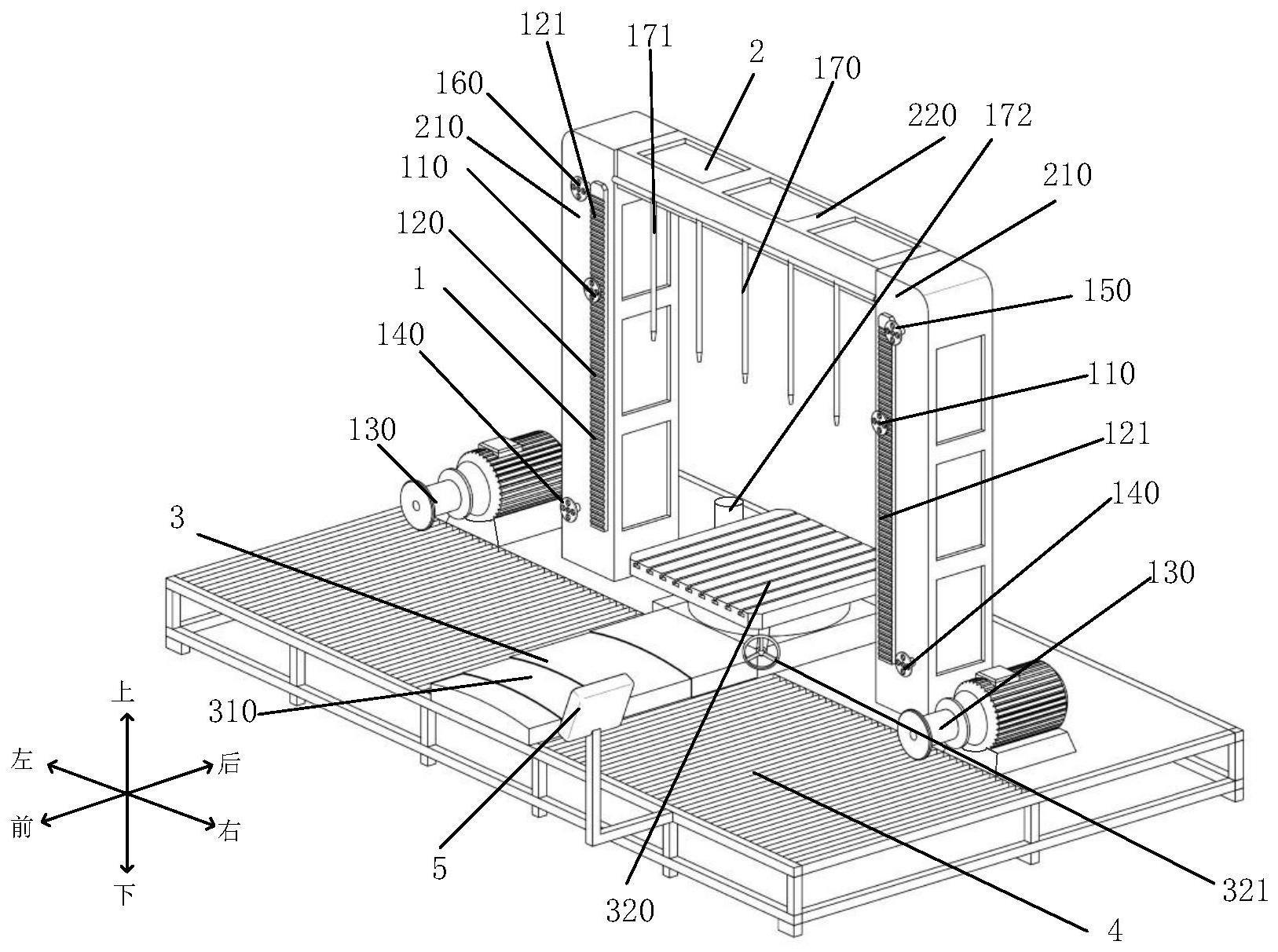
2、本发明提供了一种用于大尺寸石英锭切割的金刚线切割机,包括:基座,呈矩形,其设置于地面,中部镂空;机架,其设置于基座上表面;切割平台,其设置于基座镂空部位,用于放置石英锭;和切割单元;其中,机架包括:立柱,分别设置于基座镂空部位的两侧;和上横梁,其两端分别与两个立柱的顶端连接;切割平台包括:工作台,呈矩形,其设置于两个立柱中间,与切割单元相匹配,其用于放置石英锭;切割单元包括:升降机构,其具有两个分别沿立柱延伸方向设置的导槽和分别沿导槽移动的滑块;切割导轮,可转动地分别固定于两个滑块;和金刚线,其经两个切割导轮对承载于工作台的石英锭进行线切割。
3、进一步的,两个切割导轮在整体向下运动的基础上,交替上升下降,带动金刚线切割石英锭。
4、进一步的,金刚线切割机的横切工序包括:切割速度s=2~2.5mm/min,摆动角度α为20°~30°,切割深度至总切割深度一半时,切割速度最小,s=2mm/min,摆动角度最小,为20°。
5、进一步的,切割深度为石英锭上表面至切割最高点的垂直距离。
6、进一步的,摆动角度是指连接两切割导轮形成的斜线与水平面的夹角。
7、进一步的,金刚线切割机的竖切工序包括:切割速度s=2~2.5mm/min,摆动角度α为20°~30°,切割深度至总切割深度一半时,切割速度最小,s=2mm/min,摆动角度最小,为20°。
8、进一步的,金刚线切割机的初切工序包括:切割速度s=3~4mm/min,摆动角度α为20°~30°,金刚线与石英锭刚开始接触时,切割速度最大,s=4mm/min,摆动角度最大,为30°。
9、进一步的,金刚线切割机的断切工序包括:切割速度s=3~4mm/min,摆动角度α为20°~30°,切割完成时,切割速度最大,s=4mm/min,摆动角度最大,为30°。
10、进一步的,将石英锭放置于工作台,将两个切割导轮可转动地固定于滑块,所述两个切割导轮随滑块于导槽沿立柱延伸方向移动,采用上下摆动切割方式切割石英锭。
11、进一步的,利用叉车将石英锭放置于工作台;操纵控制器启动切割单元,采用上下摆动切割方式切割石英锭,切割速度为2~4mm/min,摆动角度为20°~30°;和重复采用上下摆动切割方式切割石英锭直至切割完成。
12、本发明的有益效果为:
13、解决了大尺寸石英锭一般直径都在1500mm以上,高度一般都在500mm以上,不能直接利用半导体石英器件加工设备进行加工的问题,实现了大尺寸石英锭的切割。
14、应当理解,
技术实现要素:
部分中所描述的内容并非旨在限定本公开的实施例的关键或重要特征,亦非用于限制本公开的范围。本公开的其它特征将通过以下的描述变得容易理解。
技术特征:
1.一种用于大尺寸石英锭切割的金刚线切割机,其特征在于,包括:
2.根据权利要求1所述的金刚线切割机,其特征在于,
3.根据权利要求1所述的金刚线切割机,其特征在于,
4.根据权利要求3所述的金刚线切割机,其特征在于,
5.根据权利要求3所述的金刚线切割机,其特征在于,
6.根据权利要求1所述的金刚线切割机,其特征在于,
7.根据权利要求1所述的金刚线切割机,其特征在于,
8.根据权利要求1所述的金刚线切割机,其特征在于,
9.一种用于大尺寸石英锭切割的金刚线切割方法,其特征在于,包括:
10.根据权利要求8所述的金刚线切割方法,其特征在于,包括以下步骤:
技术总结
一种用于大尺寸石英锭切割的金刚线切割机及方法,包括:基座,呈矩形,其设置于地面,中部镂空;机架,其设置于基座上表面;切割平台,其设置于基座镂空部位,用于放置石英锭;和切割单元;其中,机架包括:立柱,分别设置于基座镂空部位的两侧;和上横梁,其两端分别与两个立柱的顶端连接;切割平台包括:工作台,呈矩形,其设置于两个立柱中间,与切割单元相匹配,其用于放置石英锭;切割单元包括:升降机构,其具有两个分别沿立柱延伸方向设置的导槽和分别沿导槽移动的滑块;切割导轮,可转动地分别固定于两个滑块;和金刚线,其经两个切割导轮对承载于工作台的石英锭进行线切割。本发明实现了大尺寸石英锭的横向切割和竖向切割,降低了成本。
技术研发人员:陈富伦,丁炳华,杨路,何武强
受保护的技术使用者:江苏太平洋石英股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!