全自动空心陶瓷高压注浆机的制作方法
本发明涉及陶瓷生产领域,尤其涉及一种全自动空心陶瓷高压注浆机。
背景技术:
1、现有使用石膏模具生产陶瓷产品的空心注浆成型方法产生于200多年前,此成型方法至今仍然是一些厚度均匀、形状复杂的日用陶瓷、工艺陶瓷、卫生陶瓷制品的成型方法。如中国专利cn202110147927.8一种注浆成型装置和注浆成型生产线,该技术方案的大致成型过程便是利用设备自动压合拼接好完整的成型模具,再将符合工艺要求的泥浆注入石膏模具中,最后利用石膏模具中的小毛细管从陶瓷泥浆中吸收水分,从而于石膏模具内表面形成部分脱水的致密塑性沉淀物层。
2、这种常规的空心注浆成型方法受泥浆性能、石膏模具干湿度、环境温度和湿度的制约,不仅存在成型效率低、设备占用空间大等问题,而且成型的产品非常容易出现含水率高、干燥收缩大、易烧成变形等缺陷,致使脱模后的成品还需要进行切口、修坯、上水等品质修补加工。
技术实现思路
1、基于此,有必要针对现有技术中的不足,提供一种全自动空心陶瓷高压注浆机。
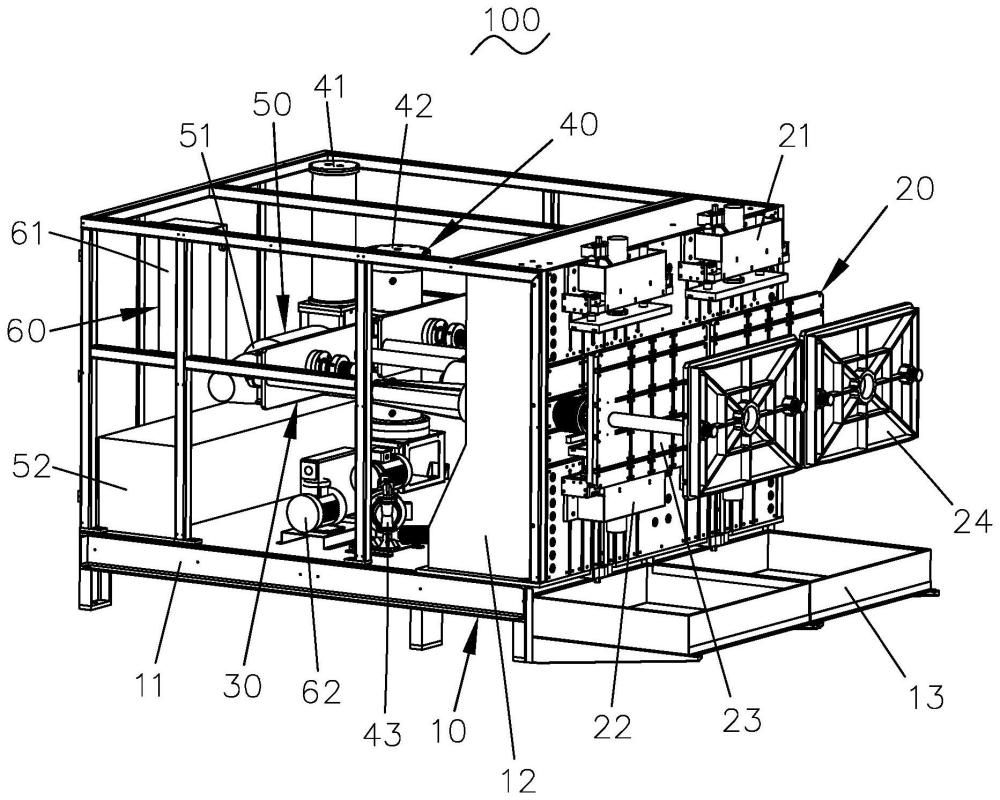
2、一种全自动空心陶瓷高压注浆机,其包括机架及装设于机架上的模具安装单元、模具传动单元、泥浆供应单元及动力驱动单元,还包括装设于模具安装单元上的成型模具,所述机架包括底座及固定装设于底座上的立架。所述模具安装单元及模具传动单元均装设于立架上,其中所述模具安装单元可以安装固定成型模具,所述模具传动单元可以带动模具安装单元及其上的成型模具组合形成成型模腔。所述泥浆供应单元及动力驱动单元均装设于底座上,且泥浆供应单元与模具安装单元管道连接,动力驱动单元与模具传动单元动力连接,其中所述泥浆供应单元可以向成型模腔注入泥浆并持续保持稳定强大的压力,所述动力驱动单元可以为模具传动单元提供驱动动力。所述泥浆供应单元包括增压缸、泥浆压力罐及泥浆泵。所述泥浆压力罐及泥浆泵分别与增压缸管路连接,所述泥浆压力罐的另一端还与成型模具管路连接。
3、进一步地,所述模具安装单元包括上模座、下模座、固定模座及活动模座。所述上模座包括上模油缸及上模压板,所述上模油缸装设于立架上侧,所述上模压板装设于上模油缸底部且可受上模油缸带动升降。所述下模座包括下模油缸及下模压板,所述下模油缸装设于立架下侧且与上模油缸上下对应,所述下模压板装设于下模油缸底部且可受下模油缸带动升降。所述固定模座包括一固定压板,所述固定压板固定装设于立架右侧且位于上模座及下模座之间。所述活动模座包括一活动压板,所述活动压板固定装设于模具传动单元的一端且位于上模座及下模座之间,该活动压板还与固定压板左右对应。
4、进一步地,所述上模压板的底部、下模压板的顶部、固定压板的右侧及活动压板的左侧均设有模具安装槽,所述成型模具可滑动嵌合于模具安装槽上。
5、进一步地,所述模具传动单元包括传动油缸、开合活塞、两活动拉杆及一拉杆连接板。所述传动油缸固定装设于立架的左侧,所述开合活塞插设于传动油缸内且可受传动油缸驱动伸缩,两所述活动拉杆活动穿设于立架上且位于传动油缸的两侧,所述拉杆连接板固定装设于开合活塞及活动拉杆的左端,该拉杆连接板可受开合活塞驱动并带动活动拉杆滑动伸缩。所述活动拉杆还穿设于固定压板上并可相对于固定压板滑动伸缩,所述活动压板固定装设于活动拉杆的右端且可受活动拉杆带动平移。
6、进一步地,所述模具传动单元还包括两导向套,两所述导向套分别固定装设于立架的左侧且套设于两活动拉杆上,所述活动拉杆可相对于导向套滑动伸缩。
7、进一步地,所述动力驱动单元包括油泵、油箱及驱动电机,所述油泵、油箱及驱动电机均装设于底座上。其中所述油泵与传动油缸动力连接,该油泵可驱动传动油缸带动开合活塞伸缩。所述油箱与油泵管道连接,该油箱可通过油泵的泵送为传动油缸提供液压油。所述驱动电机与拉杆连接板动力连接,该驱动电机可辅助传动油缸对开合活塞及活动拉杆进行驱动。
8、进一步地,所述全自动空心陶瓷高压注浆机还包括水分真空回收单元,所述水分真空回收单元包括真空水箱及真空泵。所述真空水箱与成型模具管道连接,该真空水箱可吸收从成型模腔内部渗出的部分水分。所述真空泵与真空水箱气路连接,该真空泵可为真空水箱制造真空负压环境。
9、进一步地,所述全自动空心陶瓷高压注浆机还包括电气控制系统,所述电气控制系统包括若干变频器、若干传感器、一plc控制系统及一人机交互触摸显示屏。若干所述变频器分别与多个单元电性连接,若干变频器可分别控制各单元的油缸、油泵、气缸或驱动电机的运行功率。若干所述传感器分别装设于多个单元的油缸、油泵、气缸及成型模具内,其可检测各单元的油缸、油泵、气缸及成型模具内的液压、气压及流量信号。所述plc控制系统分别与若干变频器及若干传感器信号连接,该plc控制系统可接收传感器的液压、气压及流量信号并控制变频器运行。所述人机交互触摸显示屏与plc控制系统信号连接,该人机交互触摸显示屏可向plc控制系统发送控制信号或接收显示传感器的液压、气压及流量信号。
10、进一步地,所述下模座还包括一排浆阀,所述排浆阀与成型模具管道连接,该排浆阀可排出成型模具内部多余的泥浆。
11、进一步地,所述机架还包括水槽,所述水槽装设设于底座的右侧且位于模具安装单元的下方。水槽可储集从排浆阀排出的泥浆或从成型模具内部渗出到模具安装单元外表的水分。
12、综上所述,本发明一种全自动空心陶瓷高压注浆机的有益效果在于:通过设置增压型的泥浆供应单元,将常规的注浆成型改进为高压注浆方式,进而大幅提升陶瓷产品的成型效率及成型品质;设计多方向的模座配合组合式的成型模具能够大大提升模具的耐受压力;模具传动单元设计导向套约束模座及模具的平移方向,能够有效避免模具组合过程中的对位偏位问题;而电气控制系统的设置能够提升设备的自动化、智能化水平,大大减轻人工操作难度;本发明实用性强,具有较强的推广意义。
技术特征:
1.一种全自动空心陶瓷高压注浆机,其特征在于:包括机架及装设于机架上的两组模具安装单元、两组模具传动单元、泥浆供应单元及动力驱动单元,还包括装设于模具安装单元上的成型模具,所述机架包括底座及固定装设于底座上的立架;所述模具安装单元及模具传动单元均装设于立架上,其中所述模具安装单元可以安装固定成型模具,所述模具传动单元可以带动模具安装单元及其上的成型模具组合形成成型模腔;所述泥浆供应单元及动力驱动单元均装设于底座上,且泥浆供应单元与模具安装单元管道连接,动力驱动单元与模具传动单元动力连接,其中所述泥浆供应单元可以向成型模腔注入泥浆并持续保持稳定强大的压力,所述动力驱动单元可以为模具传动单元提供驱动动力;所述泥浆供应单元包括增压缸、泥浆压力罐及泥浆泵;所述泥浆压力罐及泥浆泵分别与增压缸管路连接,所述泥浆压力罐的另一端还与成型模具管路连接。
2.如权利要求1所述的全自动空心陶瓷高压注浆机,其特征在于:所述模具安装单元包括上模座、下模座、固定模座及活动模座;所述上模座包括上模油缸及上模压板,所述上模油缸装设于立架上侧,所述上模压板装设于上模油缸底部且可受上模油缸带动升降;所述下模座包括下模油缸及下模压板,所述下模油缸装设于立架下侧且与上模油缸上下对应,所述下模压板装设于下模油缸底部且可受下模油缸带动升降;所述固定模座包括一固定压板,所述固定压板固定装设于立架右侧且位于上模座及下模座之间;所述活动模座包括一活动压板,所述活动压板固定装设于模具传动单元的一端且位于上模座及下模座之间,该活动压板还与固定压板左右对应。
3.如权利要求2所述的全自动空心陶瓷高压注浆机,其特征在于:所述上模压板的底部、下模压板的顶部、固定压板的右侧及活动压板的左侧均设有模具安装槽,所述成型模具可滑动嵌合于模具安装槽上。
4.如权利要求2所述的全自动空心陶瓷高压注浆机,其特征在于:所述模具传动单元包括传动油缸、开合活塞、两活动拉杆及一拉杆连接板;所述传动油缸固定装设于立架的左侧,所述开合活塞插设于传动油缸内且可受传动油缸驱动伸缩,两所述活动拉杆活动穿设于立架上且位于传动油缸的两侧,所述拉杆连接板固定装设于开合活塞及活动拉杆的左端,该拉杆连接板可受开合活塞驱动并带动活动拉杆滑动伸缩;所述活动拉杆还穿设于固定压板上并可相对于固定压板滑动伸缩,所述活动压板固定装设于活动拉杆的右端且可受活动拉杆带动平移。
5.如权利要求4所述的全自动空心陶瓷高压注浆机,其特征在于:所述模具传动单元还包括两导向套,两所述导向套分别固定装设于立架的左侧且套设于两活动拉杆上,所述活动拉杆可相对于导向套滑动伸缩。
6.如权利要求4所述的全自动空心陶瓷高压注浆机,其特征在于:所述动力驱动单元包括油泵、油箱及驱动电机,所述油泵、油箱及驱动电机均装设于底座上;其中所述油泵与传动油缸动力连接,该油泵可驱动传动油缸带动开合活塞伸缩;所述油箱与油泵管道连接,该油箱可通过油泵的泵送为传动油缸提供液压油;所述驱动电机与拉杆连接板动力连接,该驱动电机可辅助传动油缸对开合活塞及活动拉杆进行驱动。
7.如权利要求1所述的全自动空心陶瓷高压注浆机,其特征在于:还包括水分真空回收单元,所述水分真空回收单元包括真空水箱及真空泵;所述真空水箱与成型模具管道连接,该真空水箱可吸收从成型模腔内部渗出的部分水分;所述真空泵与真空水箱气路连接,该真空泵可为真空水箱制造真空负压环境。
8.如权利要求1所述的全自动空心陶瓷高压注浆机,其特征在于:还包括电气控制系统,所述电气控制系统包括若干变频器、若干传感器、一plc控制系统及一人机交互触摸显示屏;若干所述变频器分别与多个单元电性连接,若干变频器可分别控制各单元的油缸、油泵、气缸或驱动电机的运行功率;若干所述传感器分别装设于多个单元的油缸、油泵、气缸及成型模具内,其可检测各单元的油缸、油泵、气缸及成型模具内的液压、气压及流量信号;所述plc控制系统分别与若干变频器及若干传感器信号连接,该plc控制系统可接收传感器的液压、气压及流量信号并控制变频器运行;所述人机交互触摸显示屏与plc控制系统信号连接,该人机交互触摸显示屏可向plc控制系统发送控制信号或接收显示传感器的液压、气压及流量信号。
9.如权利要求1所述的全自动空心陶瓷高压注浆机,其特征在于:所述下模座还包括一排浆阀,所述排浆阀与成型模具管道连接,该排浆阀可排出成型模具内部多余的泥浆。
10.如权利要求9所述的全自动空心陶瓷高压注浆机,其特征在于:所述机架还包括水槽,所述水槽装设设于底座的右侧且位于模具安装单元的下方;水槽可储集从排浆阀排出的泥浆或从成型模具内部渗出到模具安装单元外表的水分。
技术总结
一种全自动空心陶瓷高压注浆机,其包括机架及装设于机架上的模具安装单元、模具传动单元、泥浆供应单元及动力驱动单元,还包括装设于模具安装单元上的成型模具,所述机架包括底座及固定装设于底座上的立架;所述模具安装单元及模具传动单元均装设于立架上;所述泥浆供应单元及动力驱动单元均装设于底座上,且泥浆供应单元与模具安装单元管道连接,动力驱动单元与模具传动单元动力连接。本发明通过设置增压型的泥浆供应单元,将常规的注浆成型改进为高压注浆方式,进而大幅提升陶瓷产品的成型效率及成型品质;设计多方向的模座配合组合式的成型模具能够大大提升模具的耐受压力;本发明实用性强,具有较强的推广意义。
技术研发人员:关华晓
受保护的技术使用者:关华晓
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!