一种硬质合金绳锯串珠及其制备方法与流程
本发明涉及绳锯串珠生产,具体而言,涉及一种硬质合金绳锯串珠及其制备方法。
背景技术:
1、绳锯是一种柔性切割工具,广泛应用于矿山开采、石材加工、建筑桥梁拆除等行业,串珠的主要作用是固结硬质磨粒,并在锯解中实现高效磨削加工。硬质合金串珠的焊接工艺是用氧乙炔火焰加热胎体合金将硬质合金颗粒堆焊到串珠钢基体上,硬质合金颗粒与串珠钢基体属于异种材料,钎焊连接时润湿性差异大,胎体合金很难使两种材料同时润湿,连接界面反应复杂,且火焰加热温度不易控制,通常远高于钎料液相线温度,硬质合金串珠局部急冷急热产生过大应力易导致硬质合金颗粒产生裂纹,降低硬质合金串珠的使用寿命。
2、因此,提供一种应力小、硬质合金颗粒不易产生裂纹、寿命长的硬质合金串珠及其制备方法具有重要意义。
3、有鉴于此,特提出本发明。
技术实现思路
1、本发明的第一目的在于提供一种硬质合金绳锯串珠,所述串珠的硬质合金颗粒与钢基体结合良好,硬质合金颗粒无裂纹,串珠寿命长。
2、本发明的第二目的在于提供如上所述的串珠的制备方法,该方法易于实现自动化,串珠生产效率高,且加热均匀,不会因急冷急热产生过大应力,采用密排均布的方式不会产生因硬质合金颗粒过近造成的应力过大现象,采用硬质合金粉末填充硬质合金颗粒焊缝、硬质合金颗粒界面张力小,胎体合金与钢基体间的钎缝界面应力小,制备的串珠寿命长。
3、为了实现本发明的上述目的,特采用以下技术方案:
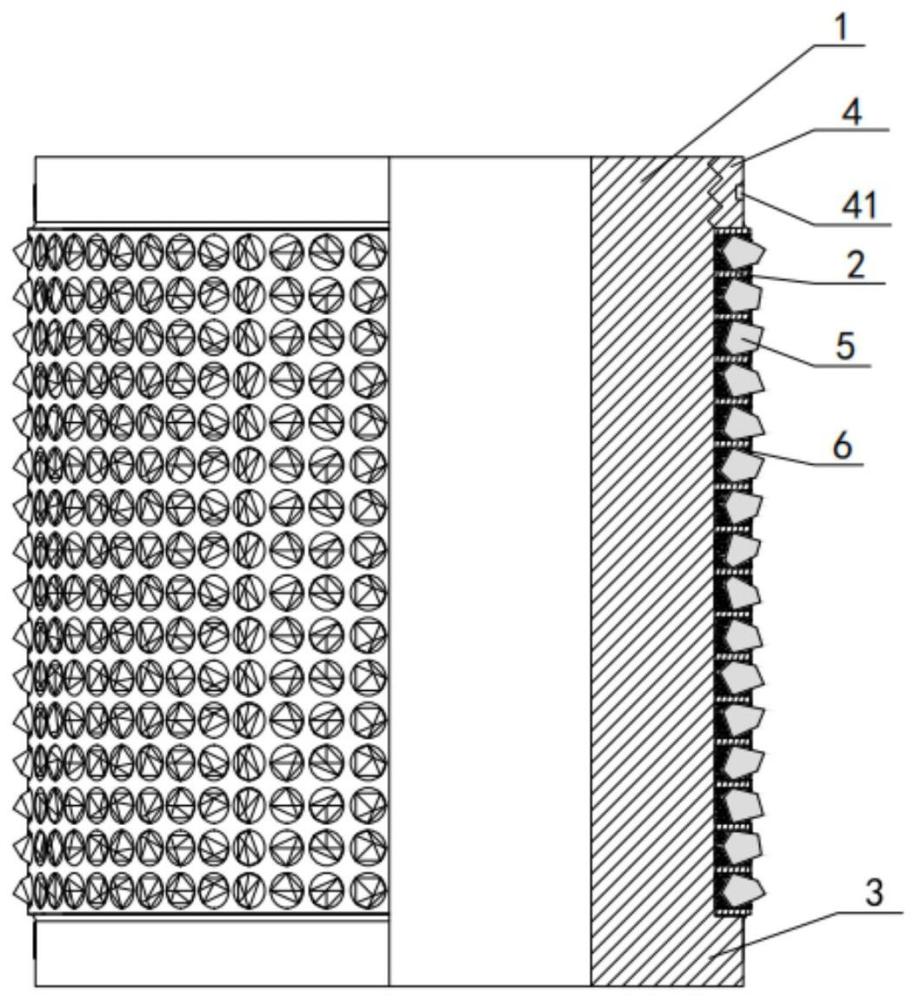
4、本发明提供了一种硬质合金绳锯串珠,包括串珠钢基体和套设在所述串珠钢基体外侧的胎体合金圆筒,所述串珠钢基体的两端分别设有与所述胎体合金圆筒紧密配合的第一端环和第二端环,所述胎体合金圆筒的侧壁上均匀开设有多个通孔,所述通孔内设有硬质合金颗粒,所述硬质合金颗粒与所述串珠钢基体、胎体合金圆筒冶金配合,所述胎体合金圆筒与所述串珠钢基体、第一端环、第二端环冶金配合。
5、可选地,所述第一端环与所述串珠钢基体为一体结构,所述第二端环与所述串珠钢基体螺纹配合,且所述第二端环与所述串珠钢基体之间的螺纹间隙中分布有胎体合金。
6、可选地,所述胎体合金圆筒与所述串珠钢基体过盈配合,过盈量为0.05~0.1mm。
7、可选地,所述串珠钢基体的外表面粗糙度为6~10级,所述胎体合金圆筒内表面的粗糙度为6~10级。
8、可选地,所述胎体合金圆筒的外径比所述第一端环的外径大2~4mm,所述胎体合金圆筒的外径比所述第二端环的外径大2~4mm,所述硬质合金颗粒的出刃高度为0.2~2mm。
9、本发明提供了一种上述硬质合金绳锯串珠的制备方法,包括以下步骤:
10、(1)将密排打孔后的胎体合金圆筒套设在降温处理后的串珠钢基体外侧,将第二端环装于所述串珠钢基体上,在第二端环的上表面和胎体合金圆筒上、下端面上分别刷涂上钎焊熔剂;
11、(2)将硬质合金颗粒卡入胎体合金圆筒的通孔内,在通孔间隙中注满含硬质合金粉末的焊膏;
12、(3)待焊膏干燥后,通过内置感应线圈的形式对串珠钢基体进行感应加热,待胎体合金圆筒表面温度达到固相线温度时,保温直至孔内形成饱满钎缝时,停止加热,自然冷却形成所述硬质合金绳锯串珠。
13、可选地,步骤(1)中所述胎体合金圆筒通过对胎体合金压铸成型获得,压铸过程中压射比压为50~80mpa,充填速度为15~20m/s,浇铸温度高于胎体合金液相线温度20~30℃,压铸模温度为230~350℃。
14、可选地,所述胎体合金按重量百分比计包括cu40~70%、zn12~45%、ni0~10%、mn0~10%,熔化温度范围为830~935℃。
15、可选地,步骤(1)中所述串珠钢基体降温处理的条件为:将所述串珠钢基体放入-196~-100℃压缩氮气中20~30min。
16、可选地,步骤(1)中还包括对所述串珠钢基体外表面和胎体合金圆筒内表面车削磨削加工的步骤,使得所述串珠钢基体的外表面粗糙度为6~10级,所述胎体合金圆筒内表面的粗糙度为6~10级。
17、可选地,步骤(2)中所述焊膏按重量百分比计,包括钎焊熔剂30~50%、水30~40%和硬质合金粉末10~30%。
18、可选地,所述钎焊熔剂按重量百分比计,包括硼砂10~80%、硼酐10~75%、氟化钾0~42%、氟化钠0~42%、氟硼酸钾0~65%、氟化钙0~9.5%、四硼酸钾0~35%。
19、可选地,所述硬质合金颗粒和所述硬质合金粉末均为钨钴类硬质合金。
20、可选地,所述硬质合金颗粒的目数范围为1~8目,材质为yg6、yg8、yg11、yg13、yg15中的任一种。
21、可选地,所述硬质合金粉末的目数范围为100~200目,材质为yg6、yg8、yg11、yg13、yg15中的任一种。
22、可选地,所述硬质合金粉末的钴含量大于所述硬质合金颗粒的钴含量。
23、与现有技术相比,本发明的有益效果为:
24、(1)通过在胎体合金圆筒上均匀开设多个通孔,采用密排均布的方式,硬质合金颗粒分布更加均匀,不会产生因硬质合金颗粒过近造成的应力过大现象。
25、(2)感应钎焊整体加热均匀,温度容易控制,不会因硬质合金串珠传统制造方法局部急冷急热产生过大应力导致硬质合金颗粒产生裂纹。
26、(3)采用硬质合金粉末填充硬质合金颗粒焊缝,不仅可以降低硬质合金颗粒界面张力,还可以降低胎体合金的线膨胀系数使其与钢基体更匹配,降低钎缝界面应力,同时避免因线膨胀系数差异产生过大应力导致硬质合金颗粒碎裂。
27、(4)硬质合金粉末与钎焊熔剂形成焊膏配合感应加热钎焊效率高,易于实现自动化,与传统火焰堆焊相比明显提高了串珠的生产效率。
28、(5)胎体合金采用压铸成型的方式,形成的胎体组织致密,无缩松和缩孔产生。
技术特征:
1.一种硬质合金绳锯串珠,其特征在于,包括串珠钢基体和套设在所述串珠钢基体外侧的胎体合金圆筒,所述串珠钢基体的两端分别设有第一端环和第二端环,所述胎体合金圆筒的侧壁上均匀开设有多个通孔,所述通孔内设有硬质合金颗粒,所述硬质合金颗粒与所述串珠钢基体、胎体合金圆筒冶金配合,所述胎体合金圆筒与所述串珠钢基体、第一端环、第二端环冶金配合。
2.根据权利要求1所述的硬质合金绳锯串珠,其特征在于,所述第一端环与所述串珠钢基体为一体结构,所述第二端环与所述串珠钢基体螺纹配合,且所述第二端环与所述串珠钢基体之间的螺纹间隙中分布有胎体合金。
3.根据权利要求1所述的硬质合金绳锯串珠,其特征在于,所述胎体合金圆筒与所述串珠钢基体过盈配合,过盈量为0.05~0.1mm;
4.根据权利要求1所述的硬质合金绳锯串珠,其特征在于,所述胎体合金圆筒的外径比所述第一端环的外径大2~4mm,所述胎体合金圆筒的外径比所述第二端环的外径大2~4mm,所述硬质合金颗粒的出刃高度为0.2~2mm。
5.权利要求1-4任一项所述的硬质合金绳锯串珠的制备方法,其特征在于包括以下步骤:
6.根据权利要求5所述的硬质合金绳锯串珠的制备方法,其特征在于,步骤(1)中所述胎体合金圆筒通过对胎体合金压铸成型获得,压铸过程中压射比压为50~80mpa,充填速度为15~20m/s,浇铸温度高于胎体合金液相线温度20~30℃,压铸模温度为230~350℃;
7.根据权利要求5所述的硬质合金绳锯串珠的制备方法,其特征在于,步骤(1)中所述串珠钢基体降温处理的条件为:将所述串珠钢基体放入-196~-100℃压缩氮气中20~30min。
8.根据权利要求5所述的硬质合金绳锯串珠的制备方法,其特征在于,步骤(1)中还包括对所述串珠钢基体外表面和胎体合金圆筒内表面车削磨削加工的步骤,使得所述串珠钢基体的外表面粗糙度为6~10级,所述胎体合金圆筒内表面的粗糙度为6~10级。
9.根据权利要求5所述的硬质合金绳锯串珠的制备方法,其特征在于,步骤(2)中所述焊膏按重量百分比计,包括钎焊熔剂30~50%、水30~40%和硬质合金粉末10~30%;
10.根据权利要求5所述的硬质合金绳锯串珠的制备方法,其特征在于,所述硬质合金颗粒和所述硬质合金粉末均为钨钴类硬质合金;
技术总结
本发明提供了一种硬质合金绳锯串珠及其制备方法,涉及绳锯串珠生产技术领域。具体而言,硬质合金绳锯串珠包括串珠钢基体和套设在串珠钢基体外侧的胎体合金圆筒,串珠钢基体的两端分别设有第一端环和第二端环,胎体合金圆筒的侧壁上均匀开设有多个通孔,通孔内设有硬质合金颗粒,硬质合金颗粒与串珠钢基体、胎体合金圆筒冶金配合,胎体合金圆筒与串珠钢基体、第一端环、第二端环冶金配合。本发明硬质合金颗粒分布均匀,不会产生因硬质合金颗粒过近造成的应力过大现象,采用硬质合金粉末填充焊缝,减小界面应力,通过感应整体加热钎焊,避免传统火焰局部加热急冷急热产生过大应力导致的硬质合金颗粒碎裂,该方法易实现自动化,生产效率高。
技术研发人员:钟素娟,董显,董博文,沈元勋,李云月,李秀朋,赵明远,刘德运
受保护的技术使用者:郑州机械研究所有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!