一种碳化硅推板高效制造装置及其制造方法与流程
本发明属于碳化硅推板生产,具体为一种碳化硅推板高效制造装置及其制造方法。
背景技术:
1、碳化硅推板是一种高温材料,通常用于在高温环境中进行熔融金属的流动和输送。碳化硅推板具有耐高温、耐腐蚀、耐磨损、抗氧化和强度高等优点,因此在炉子、窑炉、熔炼炉等高温设备中广泛应用。碳化硅推板通常采用粉末冶金工艺制造,其主要成分为碳化硅和粘结剂。经过混合、成型、烘干和高温烧结等多道工序制成。在生产过程中,可以根据不同的需求进行表面加工、涂层处理等措施,以提高其性能表现。碳化硅推板在加工过程中主要使用模具进行成型,即利用模具组成的装置实现碳化硅推板的制造过程。
2、常规的碳化硅推板的制造时,通常会使用由上模具和下模具组成的成型模具来实现整个碳化硅推板的制造过程,在使用时,通过将上模具和下模具合并通过浇筑口将融化后的碳化硅推板原料注入至模具的内部,并等待其凝固成型,这种加工方式较为简单可快速实现碳化硅推板的制造过程,但由于其顶端存在浇筑口,导致其在浇筑时对碳化硅原料的准确度提出了较高的要求,即需要精准控制浇筑量,才能防止原料从浇筑口溢出,亟需进行改进。
3、在针对碳化硅推板的制造过程中,当上下模完成合模的同时碳化硅推板凝固成型后,需要对碳化硅推板进行脱模,现有技术中一般会将上下模进行分离后,即将上模进行分离后将下模倒置后,通过敲打下模具实现碳化硅推板与下模具的分离过程,这种脱模方式不仅需要倒置模具,同时敲打模具有损坏模具以及碳化硅推板的风险。
技术实现思路
1、本发明的目的在于提供一种碳化硅推板高效制造装置及其制造方法,以解决上述背景技术中提出的问题。
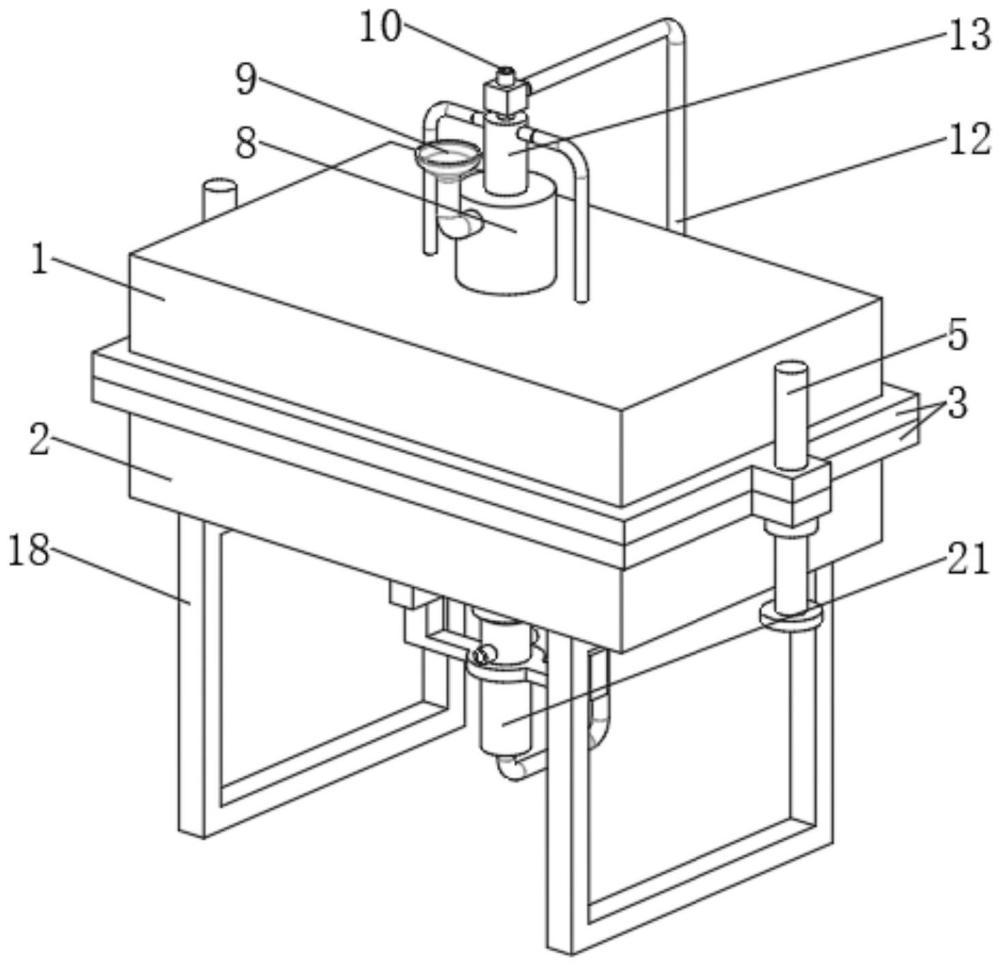
2、为了实现上述目的,本发明提供如下技术方案:一种碳化硅推板高效制造装置,包括上模具和下模具,所述上模具和下模具相对靠近一端的外侧面均固定安装有密封圈,所述上模具顶端的中部开设有注料口,所述上模具顶端靠近左右两侧的位置上均开设有进气口,所述上模具顶端的中部安装有注料罐,所述注料罐的底端与注料口的内部相连通,所述注料罐的顶端固定连接有储气管,所述储气管的顶端固定连通有三通阀,所述下模具底端的左右两侧均固定连接有三通阀,所述下模具底端靠近左右两侧的位置上均固定连接有固定导轨,两个所述固定导轨之间设置有辅助脱模组件,所述辅助脱模组件的外侧面固定套接有固定件,所述辅助脱模组件局部结构与固定导轨之间活动套接,且顶端的局部结构与下模具内腔的底端活动卡接,所述辅助脱模组件的底端固定连通有输气软管,所述输气软管的另一端与三通阀的后端相连通。
3、作为本发明进一步的技术方案,所述下模具底端的左右两侧均固定连接有支撑架,所述上模具和下模具外侧面密封圈的左右两侧均开设有导向孔,所述导向孔的内部活动套接有导向杆,所述上模具相对导向杆上下位移,所述下模具通过锁定套与导向杆之间固定套接。
4、在实际使用前,可通过下模具底端的支撑架将装置放置在平整的地面上,并将外部热空气输送装置与三通阀的顶端相连通,同时准备好对应的碳化硅推板原料,且将上模具和下模具相对应后使其结合后形成密闭的空间,完成制造前的准备。
5、其中,上模具可相对下模具发生上下位移,且下模具无法上下位移,上模具可通过导向杆的导向作用进行上下移动,且将上模具上移一定的距离后即可实现上模具脱离下模具,以方便进行脱模。
6、作为本发明进一步的技术方案,所述注料罐侧面靠近顶端的位置上固定连通有注料管,所述储气管靠近顶端的左右两侧均固定连通有导气管,所述导气管与进气口之间相连通,所述进气口的内部安装有只允许气体通过的气动阀。
7、当完成浇筑且碳化硅推板已经发生凝固且不会在流动时,可停止向储气管的内部输入热空气,此时第一限位弹簧不再受到热空气的作用力,即可带动第一限位弹簧发生复位,此时第一延长杆和第一活塞板随之向上位移,即可将位于储气管内部的空气通过导气管导出,并通过导气管的输送后通过进气口进入上模具的内部,此时即可对碳化硅推板的表面进行烘干,加速其凝固过程,减少其成型时间。
8、作为本发明进一步的技术方案,所述三通阀的顶端与外部输气装置相连通,所述储气管的内部活动套接有第一活塞板,所述第一活塞板相对储气管上下位移,所述第一活塞板的底端固定连接有第一延长杆,所述第一延长杆的外侧面活动套接有第一限位弹簧,所述第一限位弹簧的上下两端分别与第一活塞板的底端以及储气管内腔的底端相连接。
9、作为本发明进一步的技术方案,所述第一延长杆的底端贯穿储气管的底端且固定连接有位于注料罐内部的密封柱塞,所述密封柱塞下降至注料口的内部时可与注料口之间活动卡接。
10、在进行碳化硅推板的浇筑成型时,可通过注料管将碳化硅推板的融化原料注入至注料罐的内部,此时原料即可通过注料口注入上模具和下模具之间,等待原料注入完毕后,即可通过开启外部的输气装置即可将热空气通过三通阀底端输入至储气管的内部,此时即可对第一活塞板施加压力,此时第一限位弹簧随之被压缩,且第一活塞板和第一延长杆随之下移并带动密封柱塞下移,直至密封柱塞插入至注料口的内部,即可完成注料口的密封,避免原料的溢出。
11、通过对外部空气的利用,利用外部的热空气实现碳化硅推板快速成型的同时,还可利用空气作为动力实现密封柱塞的自动密封,使其在不影响浇筑的情况下,自动完成密封过程,且由于空气的持续输入,可保持密封柱塞的密封状态,有效避免传统装置需要精确控制原料才能保持原料不被溢出,无需对原料进行精确控制也可防止原料的溢出过程,提高浇筑精度。
12、作为本发明进一步的技术方案,所述辅助脱模组件包括暂存管,所述暂存管的外侧面与辅助脱模组件之间固定套接,所述暂存管的底端开设有进气孔,所述进气孔的底端与输气软管之间相连通,所述暂存管外侧面靠近顶端的前后两侧均固定连通有排气孔。
13、作为本发明进一步的技术方案,所述暂存管的内部活动套接有第二活塞板,所述第二活塞板的顶端固定连接有第二延长杆,所述第二延长杆的顶端贯穿暂存管的顶端且固定连接有托料板,所述下模具内腔的底端开设有与托料板相适配的通槽,所述托料板与通槽之间活动卡接。
14、作为本发明进一步的技术方案,所述第二延长杆的外侧面活动套接有第二限位弹簧,所述第二限位弹簧的上下两端分别与暂存管内腔的顶端和第二活塞板的顶端相连接,所述第二延长杆外侧面位于暂存管上方的位置上固定套接有安装套,所述安装套的左右两端均固定连接有导向块,所述导向块与固定导轨之间活动卡接,所述导向块相对固定导轨上下位移。
15、当碳化硅推板完成凝固成型后需要进行脱模时,可开启三通阀后端的阀门,此时外部输入的空气即可通过输气软管注入至暂存管的底端,并推动第二活塞板上升,此时第二限位弹簧被压缩,此时托料板即可在导向块与固定导轨的导向作用下向上位移,直至托料板推动下模具内部的碳化硅推板向上位移使其脱离下模具的内部,当其完全脱离下模具时通过向上提起上模具即可实现碳化硅推板的脱模过程,同时当第二限位弹簧压缩到极限位置时,此时第二活塞板上升至排气孔的顶端,此时空气即可通过排气孔导出,自动完成托料板的复位过程,等待进行下次铸造成型。
16、通过对外部输入的空气进行再次利用,通过热空气的压力实现内部托料板的自动上升,使得碳化硅推板在下模具的内部实现快速脱模,整个脱模过程无需敲打上模具或下模具,同时无需倒置模具,且在完成脱模后无需手动复位,可快速实现下次铸造前准备工作,可有效避免传统装置易损坏模具或物料的问题,提高了脱模效率以及物料质量。
17、一种碳化硅推板高效制造装置的制造方法,包括以下步骤:
18、s1:在实际使用时,可通过利用支撑架将装置安放在水平地面上,并将三通阀的顶端与外部输气装置相连通,同时准备好对应的碳化硅推板融化后的原料,同时在浇筑前需保持上模具和下模具相互接触,即保持密封状态,同时辅助脱模组件保持初始状态,完成浇筑前的准备;
19、s2:在进行浇筑时,可通过注料管向注料罐的内部注入原料,此时原料随之进入注料罐的内部,并通过注料口进入上模具和下模具的内部,并填满上模具和下模具,即将完成注入后,即可开启外部输气装置并开启三通阀底端的阀门,此时外部的热空气随之通过三通阀进入储气管的内部,并对第一活塞板施加压力,直至第一延长杆向下位移,同时带动密封柱塞向下位移直至其与注料口之间完成卡接,实现注料口的密封过程,避免原料的溢出;
20、s3:当完成浇筑后,经过固化后,可不再向储气管的内部输入热空气,此时第一限位弹簧可自动复位并带动第一活塞板上升,此时位于储气管内部的热空气随之通过导气管自动导出,并进入上模具的内部作用于内部的碳化硅推板使其快速凝固成型;
21、s4:当完成碳化硅推板的成型后,可通过开启三通阀后端的阀门,并向三通阀的内部注入热空气,此时热空气随之通过输气软管进入下方的暂存管内部,并推动第二延长杆上升,此时在导向块与固定导轨的导向作用下,随之带动托料板上升,即可从碳化硅推板的底端推动碳化硅推板上升,使得碳化硅推板离开下模具的内部,当其完全脱离下模具时,此时通过上提上模具即可实现完全脱模,完成制造过程。
22、本发明的有益效果如下:
23、1、本发明通过对外部空气的利用,利用外部的热空气实现碳化硅推板快速成型的同时,还可利用空气作为动力实现密封柱塞的自动密封,使其在不影响浇筑的情况下,自动完成密封过程,且由于空气的持续输入,可保持密封柱塞的密封状态,有效避免传统装置需要精确控制原料才能保持原料不被溢出,无需对原料进行精确控制也可防止原料的溢出过程,提高浇筑精度。
24、2、本发明通过对外部输入的空气进行再次利用,通过热空气的压力实现内部托料板的自动上升,使得碳化硅推板在下模具的内部实现快速脱模,整个脱模过程无需敲打上模具或下模具,同时无需倒置模具,且在完成脱模后无需手动复位,可快速实现下次铸造前准备工作,可有效避免传统装置易损坏模具或物料的问题,提高了脱模效率以及物料质量。
- 还没有人留言评论。精彩留言会获得点赞!