一种陶瓷粉体压制模均匀填充装置的制作方法
本发明涉及陶瓷生产,具体为一种陶瓷粉体压制模均匀填充装置。
背景技术:
1、在陶瓷板生产过程中,往往是在压制模腔中一次性填充陶瓷粉末,随后进行液压,在压制的过程中,陶瓷粉末之间的间隙变小,粉体颗粒重排变形而被压实,从而生成致密的板状结构,形成具有一定强度和形状的陶瓷素坯,随后进行烧制;
2、但是在上述的工艺中,由于对陶瓷粉末进行一次性填充,在压制的过程中,陶瓷粉末之间的间隙变小,一部分气体被排出,但是还有一部分气体不能及时排出,导致在后续烧制过程中,气体受热膨胀,导致内部空洞或者外部形成砂孔,从而影响产品质量。为此,我们提供一种陶瓷粉体压制模均匀填充装置。
技术实现思路
1、本发明的目的在于提供了一种陶瓷粉体压制模均匀填充装置。
2、本发明所解决的技术问题为:
3、(1)如何逐层均匀铺洒粉体物料,使在压制过程中,粉体粒子件的滑移小,活塞压头的受力均匀,提高压制质量;
4、(2)如何通过逐层预压并进行升温处理,提前对粉体中的气体进行排出,尽可能减少后续烧制过程中气孔的产生;
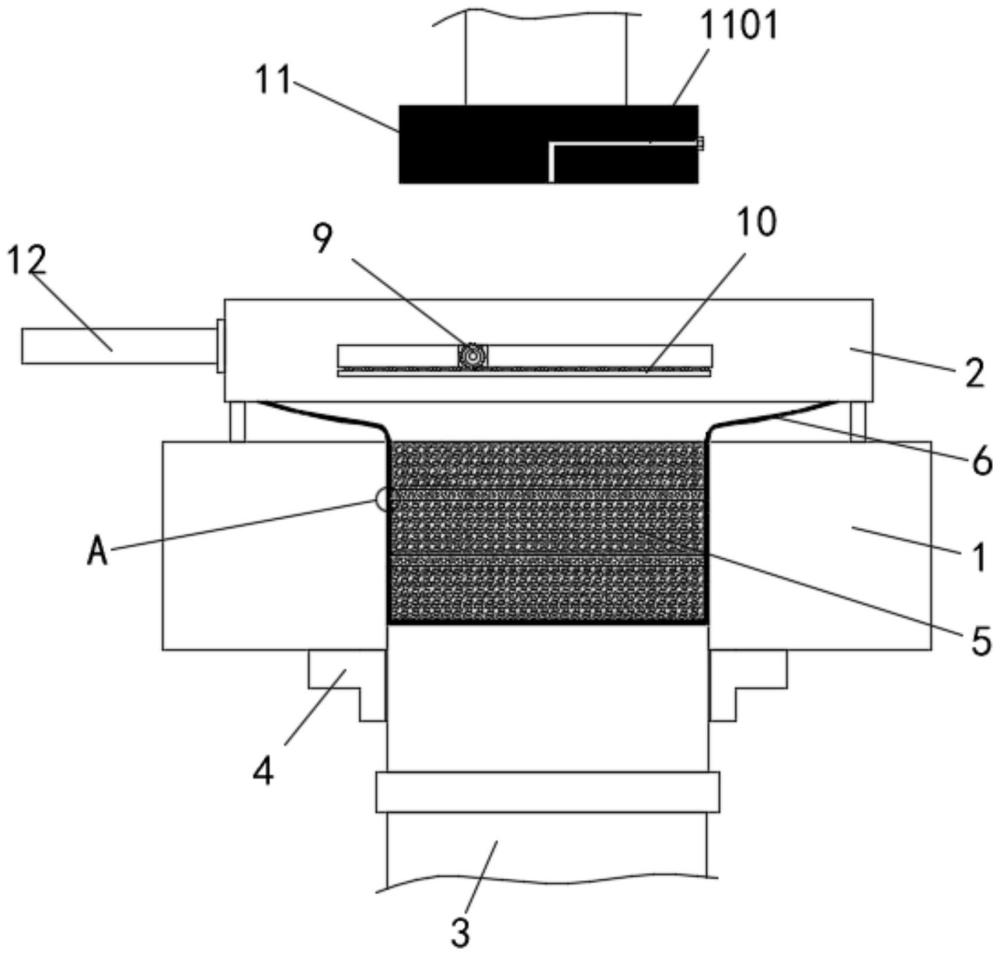
5、本发明可以通过以下技术方案实现:一种陶瓷粉体压制模均匀填充装置,包括压制模,压制模正上方架设有填充框架,填充框架内往复移动设置有移动填充条,移动填充条在往复移动过程中在压制模内填充粉体层,粉体层包括单粉体层和结合粉体层,填充框架正上方设置有用于对粉体层进行压制的活塞压头。
6、本发明的进一步技术改进在于:填充框架一侧固定有驱动电推杆,驱动电推杆的输出端与移动填充条固定,移动填充条内转动安装有放料辊,放料辊的两端转动设置有行走齿轮,在每个行走齿轮的下方设置有行走齿条,行走齿条固定安装填充框架的侧壁,。
7、本发明的进一步技术改进在于:在铺设单粉体层和结合粉体层之间的间隙,活塞压头对单粉体层进行预压。
8、本发明的进一步技术改进在于:移动填充条的两侧壁上下滑动设置有开合胶条,移动填充条的两侧壁底部固定安装有弧形轨道,开合胶条在导向结构的约束下与弧形轨道的内侧壁相贴合。
9、本发明的进一步技术改进在于:导向结构包括对称均匀固定在其两侧边位置的固定杆,每个固定杆的端部固定安装有导向块,每个固定杆均设置在弧形轨道所在圆周的径向方向上,所述开合胶条的两侧边开设有限位滑槽,每个导向块均滑动设置在限位滑槽内。
10、本发明的进一步技术改进在于:两个弧形轨道的底端之间留有开口间隙,两个滑动设置的开合胶条对该开口间隙进行开闭控制。
11、本发明的进一步技术改进在于:移动填充条的顶部固定安装有顶升气缸,顶升气缸的输出端上固定有u型架,u型架的两个支臂与开合胶条的顶端固定连接。
12、本发明的进一步技术改进在于:压制模的底部上下滑动设置有脱模底座,脱模底座和压制模形成的模腔内铺设有透气膜。
13、本发明的进一步技术改进在于:压制模和脱模底座内均埋设有用于升温加热的加热棒。
14、本发明的进一步技术改进在于:压制模的侧壁上不同高度处均开设有用于释放溢出气体的排气道,活塞压头内开设有用于排气的出气道。
15、与现有技术相比,本发明具备以下有益效果:
16、1、通过粉料输送管以气流输送的方式将粉料输送至移动填充条中,在移动填充条移动过程中,由于齿轮齿条啮合关系,放料辊进行均匀放料,其每个齿槽所释放的粉料的量是一致,从而保证均匀填充的效果,对称设置的开合胶条对粉料的投放口进行有效快捷的开闭控制。
17、2、在进行粉料填充的过程中,对单粉体层进行预压,且预压的过程中进行加热,促使粉体中的气体发生膨胀,加速其溢出,避免了大量气体存留在粉体内部,对后续产品质量造成影响;
18、3、在粉料填充过程中,由于要对单粉体层进行预压,为防止出现后续单粉体层之间出现连接不紧密和断层情况,在两层单粉体层之间加入结合粉体层,以增加两者结合的紧密度,且最后压制的压力要远大于预压的压力;
19、4、透气膜的存在可以在气体自由排出的同时,防止粉体随气流流失甚至堵塞排气道和出气道。
技术特征:
1.一种陶瓷粉体压制模均匀填充装置,包括压制模(1),其特征在于,所述压制模(1)正上方架设有填充框架(2),填充框架(2)内往复移动设置有移动填充条(7),移动填充条(7)在往复移动过程中在压制模(1)内填充粉体层(5),粉体层(5)包括单粉体层(501)和结合粉体层(502),填充框架(2)正上方设置有用于对粉体层(5)进行压制的活塞压头(11)。
2.根据权利要求1所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,所述填充框架(2)一侧固定有驱动电推杆(12),驱动电推杆(12)的输出端与移动填充条(7)固定,移动填充条(7)内转动安装有放料辊(15),放料辊(15)的两端转动设置有行走齿轮(9),在每个行走齿轮(9)的下方设置有行走齿条(10),行走齿条(10)固定安装填充框架(2)的侧壁,。
3.根据权利要求1所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,在铺设单粉体层(501)和结合粉体层(502)之间的间隙,活塞压头(11)对单粉体层(501)进行预压。
4.根据权利要求1所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,所述移动填充条(7)的两侧壁上下滑动设置有开合胶条(16),移动填充条(7)的两侧壁底部固定安装有弧形轨道(17),开合胶条(16)在导向结构的约束下与弧形轨道(17)的内侧壁相贴合。
5.根据权利要求4所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,所述导向结构包括对称均匀固定在其两侧边位置的固定杆,每个固定杆的端部固定安装有导向块(18),每个固定杆均设置在弧形轨道(17)所在圆周的径向方向上,所述开合胶条(16)的两侧边开设有限位滑槽(1601),每个导向块(18)均滑动设置在限位滑槽(1601)内。
6.根据权利要求4所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,两个所述弧形轨道(17)的底端之间留有开口间隙,两个滑动设置的开合胶条(16)对该开口间隙进行开闭控制。
7.根据权利要求4所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,所述移动填充条(7)的顶部固定安装有顶升气缸(21),顶升气缸(21)的输出端上固定有u型架(20),u型架(20)的两个支臂与开合胶条(16)的顶端固定连接。
8.根据权利要求1所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,所述压制模(1)的底部上下滑动设置有脱模底座(3),脱模底座(3)和压制模(1)形成的模腔内铺设有透气膜(6)。
9.根据权利要求8所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,所述压制模(1)和脱模底座(3)内均埋设有用于升温加热的加热棒。
10.根据权利要求8所述的一种陶瓷粉体压制模均匀填充装置,其特征在于,所述压制模(1)的侧壁上不同高度处均开设有用于释放溢出气体的排气道(101),所述活塞压头(11)内开设有用于排气的出气道(1101)。
技术总结
本发明公开了一种陶瓷粉体压制模均匀填充装置,涉及陶瓷生产技术领域;包括压制模,压制模正上方架设有填充框架,填充框架内往复移动设置有移动填充条,移动填充条在往复移动过程中在压制模内填充粉体层,粉体层包括单粉体层和结合粉体层,填充框架正上方设置有活塞压头;通过粉料输送管将粉料输送至移动填充条中,在移动填充条移动过程中,放料辊进行均匀放料,其每个齿槽所释放的粉料的量是一致,从而保证均匀填充的效果,对称设置的开合胶条对粉料的投放口进行有效快捷的开闭控制;在进行粉料填充的过程中,对单粉体层进行预压,且预压的过程中进行加热,加速气体溢出,避免了大量气体存留在粉体内部,对后续产品质量造成影响。
技术研发人员:曹树龙,黄炳峰,张霞
受保护的技术使用者:合肥陶陶新材料科技有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!