一种柔性拉伸型压电复合材料及其3D打印方法和应用
本发明涉及增材制造,具体涉及一种柔性拉伸型压电复合材料及其3d打印方法和应用。
背景技术:
1、柔性压电纤维复合材料具有良好的柔性,不仅保持了压电陶瓷的高压电性能,而且克服了传统压电陶瓷材料脆性高、韧性差、难以应用于复杂形状的缺陷,是一种性能优异的传感驱动一体化材料。目前,柔性压电纤维复合材料已被广泛应用于驱动、传感、结构健康检测等领域。
2、柔性压电纤维复合材料的传统制备工艺流程复杂,主要包括陶瓷片生坯制备、烧结、切割、填充树脂、减薄、封装等流程。其中,在切割锆钛酸铅陶瓷时会造成含铅粉尘,势必造成一定的环境污染。其次,传统的拉伸型柔性压电纤维复合材料的形状多样性差,具体地,对于非规则形状和非标样品需要采用陶瓷片单独制备,以及对于更大尺寸的样品加工困难、工艺长耗时久,且复合物内部的压电陶瓷骨架缺乏三维结构设计。
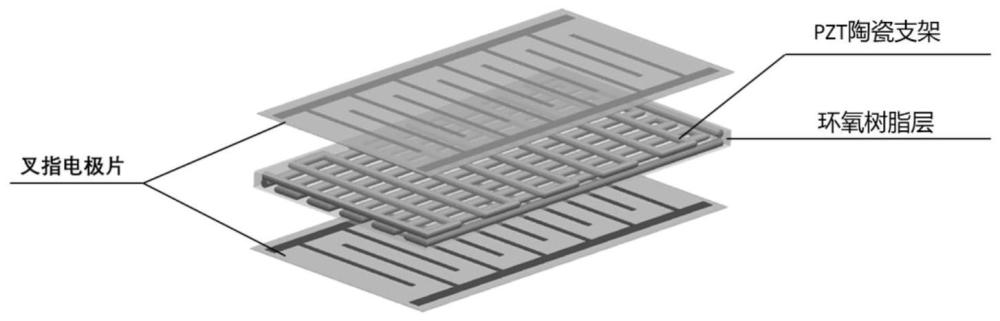
3、cn105405963a公开了一种梯度压电纤维复合材料及其制备方法,该材料切割-填充法制备,由两片交叉指形电极、压电纤维和高分子聚合物构成。其中,压电纤维和高分子聚合物交替排列,单根压电纤维的体积分数沿梯度压电纤维复合材料的横向方向呈连续梯度变化。该复合材料具有高柔韧性及优异的压电驱动特性,但是该技术仍基于传统切割-填充工艺,存在污染环境、形状多样性差、缺少结构设计、制备效率低等缺陷。
4、目前,增材制造(additive manufacturing)技术(也被称为3d打印技术)的发展,极大地降低了复杂形状陶瓷器件的加工难度。3d打印技术不仅容易打印制造复杂的形状和结构,而且能够直接制备复合物中陶瓷骨架。
技术实现思路
1、本发明的目的是为了解决现有柔性压电纤维复合材料制备工艺中的加工困难导致的形状多样性差、缺乏三维结构设计的问题,以及克服现有制备工艺中切割锆钛酸铅陶瓷造成环境污染的缺陷。
2、为了实现上述目的,本发明的第一方面提供一种柔性拉伸型压电复合材料的3d打印方法,该方法包括以下步骤:
3、(1)将溶剂和浆料原料组合物中各组分进行混合处理,得到浆料;以所述浆料的总质量为基准,所述浆料的固含量为70-85wt%;
4、(2)将所述浆料进行3d打印处理;所述3d打印处理在预编程序文件下进行,所述预编程序文件为设定“支架结构层数为1-3”,以及设定“所述支架结构的任意相邻两层之间的夹角为0°-180°”的代码文件;
5、所述3d打印处理为通过内径为100-800μm的针头进行,且所述3d打印处理的条件至少满足:挤出压力为0.1-0.7mpa;
6、在步骤(1)中,所述溶剂选自去离子水、1,2-二甲基苯或无水乙醇;所述浆料原料组合物中含有压电陶瓷粉体、粘结剂、增塑剂、分散剂;在所述浆料原料组合物中,所述压电陶瓷粉体、所述粘结剂、所述增塑剂、所述分散剂的用量质量比为1:0.03-0.2:0.01-0.03:0.01-0.03。
7、本发明的第二方面提供由本发明第一方面所述的方法制备得到的柔性拉伸型压电复合材料。
8、本发明的第三方面提供本发明第二方面所述的柔性拉伸型压电复合材料在驱动、传感、结构健康监测、振动抑制和能量收集领域中的应用。
9、本发明提供的制备柔性压电纤维复合材料的方法至少还具有以下的有益效果:
10、(1)本发明提供的方法能够调节支架结构角度,实现柔性压电纤维复合材料三维结构的设计,以及实现对压电复合物等效压电系数的设计和调控。
11、(2)本发明提供的方法省去了切割陶瓷步骤,提高了制备效率,避免了对环境的污染。
12、本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种柔性拉伸型压电复合材料的3d打印方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的方法,其中,在步骤(2)中,所述3d打印处理为通过内径为200-400μm的针头进行。
3.根据权利要求1或2所述的方法,其中,在步骤(2)中,所述3d打印处理的条件至少满足:挤出压力为0.3-0.6mpa。
4.根据权利要求1-3中任意一项所述的方法,其中,在步骤(2)中,所述3d打印处理在预编程序文件下进行,所述预编程序文件为设定“支架结构层数为2”,以及设定“所述支架结构的两层之间的夹角为30°-120°”的代码文件。
5.根据权利要求1-4中任意一项所述的方法,其中,在步骤(1)中,在所述浆料原料组合物中,所述压电陶瓷粉体、所述粘结剂、所述增塑剂、所述分散剂的用量质量比为1:0.03-0.1:0.01-0.025:0.01-0.015。
6.根据权利要求1-5中任意一项所述的方法,其中,在步骤(1)中,在所述浆料原料组合物中,所述压电陶瓷粉体为pzt类压电陶瓷粉体,且所述压电陶瓷粉体的平均粒径为0.1-1μm;
7.根据权利要求1-6中任意一项所述的方法,其中,在步骤(1)中,所述混合处理的条件至少满足:转速为100-500rpm,时间为12-48h。
8.根据权利要求1-7中任意一项所述的方法,其中,所述方法还包括:对3d打印处理得到的中间产物依次进行干燥处理、烧结处理、固化处理、封装处理、极化处理。
9.由权利要求1-8中任意一项所述的方法制备得到的柔性拉伸型压电复合材料。
10.权利要求9中所述的柔性拉伸型压电复合材料在驱动、传感、结构健康监测、振动抑制和能量收集领域中的应用。
技术总结
本发明涉及增材制造技术领域,公开了一种柔性拉伸型压电复合材料及其制备方法和应用。该方法包括:(1)将溶剂和浆料原料组合物中各组分进行混合处理,得到浆料;以所述浆料的总重量为基准,所述浆料的固含量为70‑85wt%;(2)将所述浆料进行3D打印处理;所述3D打印处理在预编程序文件下进行,所述预编程序文件为设定“支架结构层数为1‑3”,以及设定“所述支架结构的任意相邻两层之间的夹角为0°‑180°”的代码文件。本发明提供的制备柔性压电纤维复合材料的方法能够任意调节支架结构角度,实现柔性压电纤维复合材料三维结构的设计,以及实现对压电复合物等效压电系数的设计和调控;且省去了切割陶瓷步骤,提高了制备效率,避免了对环境的污染。
技术研发人员:张斗,李江,袁晰
受保护的技术使用者:中南大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!