划片刀的制作方法
本技术涉及机械加工,特别是一种划片刀。
背景技术:
1、目前,在半导体封装的后道工序中,需要采用划片刀对晶圆进行切割分离,现有的划片刀的外周侧开设有一定深度的排屑槽,以在切割过程中提高排屑和冷却性能。然而,由于划片刀需要保持较好的刚性,以避免切割过程中因划片刀的变形而导致切割尺寸不合格、切割崩边和毛刺不合格,当划片刀上所开的排屑槽的深度过深时,会降低划片刀的刚性;当排屑槽的深度过浅时,虽然保持了划片刀的刚性,但排屑槽磨损完后,划片刀就无法继续切割,划片刀的切割寿命受到限制。
技术实现思路
1、鉴于上述状况,有必要提供一种划片刀,以在保持划片刀的刚性的同时提高划片刀的切割寿命。
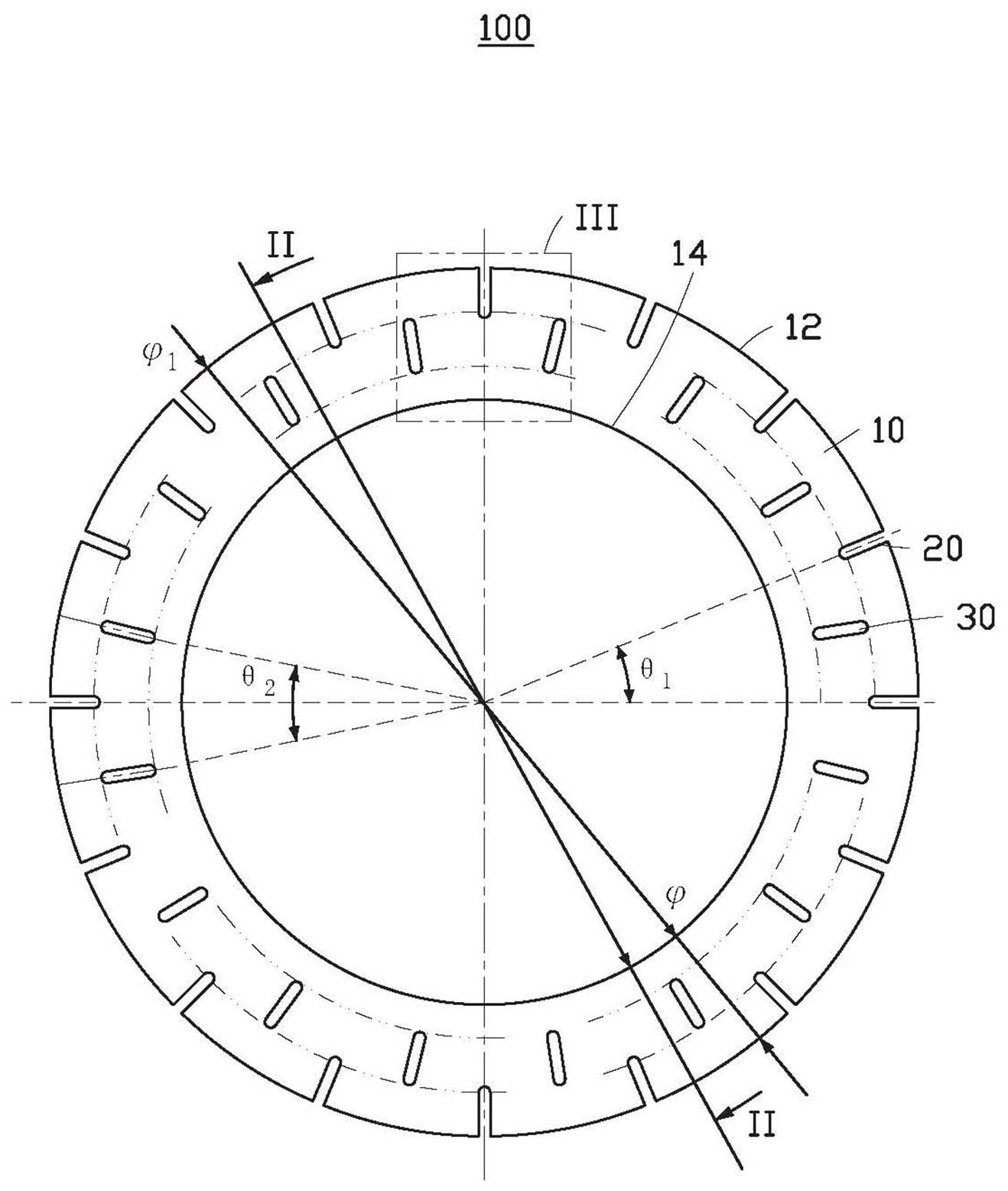
2、本实用新型提出了一种划片刀,包括用于切割工件的环形主体、设于所述环形主体外周侧上的第一排屑槽、第二排屑槽,所述第二排屑槽开设于所述环形主体的内周侧和外周侧之间且贯穿所述环形主体的上下两侧,所述第二排屑槽远离所述环形主体的中心的一端和所述第一排屑槽靠近所述环形主体的中心的一端位于以所述环形主体的中心为圆心和以预设距离为半径的同一圆周上,以使所述第二排屑槽在所述第一排屑槽磨损完后进行排屑。
3、上述的划片刀,通过在环形主体的内周侧和外周侧之间设置贯穿环形主体的上下两侧的第二排屑槽,且第二排屑槽远离环形主体的中心的一端和第一排屑槽靠近环形主体的中心的一端位于以环形主体的中心为圆心和以预设距离为半径的同一圆周上,能够使得划片刀在切割过程中,先通过第一排屑槽排屑,当第一排屑槽磨损完后使第二排屑槽暴露出来并由第二排屑槽进行持续排屑,从而可使得划片刀继续保持较好的切割功能,不仅保持划片刀的刚性,同时还提高划片刀的切割寿命。
4、在一些实施例中,所述第一排屑槽和所述第二排屑槽均为多个,且分别以所述环形主体的中心为圆心呈环形阵列均匀分布,多个所述第一排屑槽和多个所述第二排屑槽分别交错设置。
5、在一些实施例中,每个所述第二排屑槽与相邻的两个所述第一排屑槽沿所述环形主体的径向的轴线所形成的夹角相等。
6、在一些实施例中,相邻的两个所述第一排屑槽沿所述环形主体的径向的轴线所形成的夹角的取值范围为20度-25度;相邻的两个所述第二排屑槽沿所述环形主体的径向的轴线所形成的夹角的取值范围为20度-25度。
7、在一些实施例中,所述第二排屑槽包括两个相对设置的第一直形槽壁和两个相对设置的第一弧形槽壁,两个所述第一直形槽壁之间的中轴线的延伸方向穿过所述环形主体的中心,两个所述第一弧形槽壁分别与两个所述第一直形槽壁的两端连接。
8、在一些实施例中,所述第一排屑槽包括两个相对设置的第二直形槽壁和一分别与两个所述第二直形槽壁的两端连接的第二弧形槽壁,两个所述第二直形槽壁之间的中轴线的延伸方向穿过所述环形主体的中心。
9、在一些实施例中,所述第一直形槽壁和所述第二直形槽壁的长度的取值范围均为2.8mm-3.2mm,所述第一弧形槽壁和所述第二弧形槽壁的直径的取值范围均为0.3mm-0.7mm。
10、在一些实施例中,所述第一排屑槽和所述第二排屑槽在所述环形主体的轴线方向的形状为部分圆形、圆形、三角形、菱形、矩形、梯形及组合形中的至少一者,所述组合形由所述部分圆形、所述圆形、所述三角形、所述菱形、所述矩形及所述梯形中的至少两者组合形成。
11、在一些实施例中,所述环形主体的内周侧、外周侧及上下两侧均设有磨料层。
12、在一些实施例中,所述环形主体的外径的取值范围为56mm-60mm,所述环形主体的内径的取值范围为38mm-42mm。
技术特征:
1.一种划片刀,包括用于切割工件的环形主体和设于所述环形主体外周侧上的第一排屑槽,其特征在于,所述划片刀还包括第二排屑槽,所述第二排屑槽开设于所述环形主体的内周侧和外周侧之间且贯穿所述环形主体的上下两侧,所述第二排屑槽远离所述环形主体的中心的一端和所述第一排屑槽靠近所述环形主体的中心的一端位于以所述环形主体的中心为圆心和以预设距离为半径的同一圆周上,以使所述第二排屑槽在所述第一排屑槽磨损完后进行排屑。
2.如权利要求1所述的划片刀,其特征在于,所述第一排屑槽和所述第二排屑槽均为多个,且分别以所述环形主体的中心为圆心呈环形阵列均匀分布,多个所述第一排屑槽和多个所述第二排屑槽分别交错设置。
3.如权利要求2所述的划片刀,其特征在于,每个所述第二排屑槽与相邻的两个所述第一排屑槽沿所述环形主体的径向的轴线所形成的夹角相等。
4.如权利要求2或3所述的划片刀,其特征在于,相邻的两个所述第一排屑槽沿所述环形主体的径向的轴线所形成的夹角的取值范围为20度-25度;相邻的两个所述第二排屑槽沿所述环形主体的径向的轴线所形成的夹角的取值范围为20度-25度。
5.如权利要求2所述的划片刀,其特征在于,所述第二排屑槽包括两个相对设置的第一直形槽壁和两个相对设置的第一弧形槽壁,两个所述第一直形槽壁之间的中轴线的延伸方向穿过所述环形主体的中心,两个所述第一弧形槽壁分别与两个所述第一直形槽壁的两端连接。
6.如权利要求5所述的划片刀,其特征在于,所述第一排屑槽包括两个相对设置的第二直形槽壁和一分别与两个所述第二直形槽壁的两端连接的第二弧形槽壁,两个所述第二直形槽壁之间的中轴线的延伸方向穿过所述环形主体的中心。
7.如权利要求6所述的划片刀,其特征在于,所述第一直形槽壁和所述第二直形槽壁的长度的取值范围均为2.8mm-3.2mm,所述第一弧形槽壁和所述第二弧形槽壁的直径的取值范围均为0.3mm-0.7mm。
8.如权利要求2所述的划片刀,其特征在于,所述第一排屑槽和所述第二排屑槽在所述环形主体的轴线方向的形状为部分圆形、圆形、三角形、菱形、矩形、梯形及组合形中的至少一者,所述组合形由所述部分圆形、所述圆形、所述三角形、所述菱形、所述矩形及所述梯形中的至少两者组合形成。
9.如权利要求1所述的划片刀,其特征在于,所述环形主体的内周侧、外周侧及上下两侧均设有磨料层。
10.如权利要求1所述的划片刀,其特征在于,所述环形主体的外径的取值范围为56mm-60mm,所述环形主体的内径的取值范围为38mm-42mm。
技术总结
本技术提出了一种划片刀,包括用于切割工件的环形主体、设于所述环形主体外周侧上的第一排屑槽、第二排屑槽,所述第二排屑槽开设于所述环形主体的内周侧和外周侧之间且贯穿所述环形主体的上下两侧,所述第二排屑槽远离所述环形主体的中心的一端和所述第一排屑槽靠近所述环形主体的中心的一端位于以所述环形主体的中心为圆心和以预设距离为半径的同一圆周上,以使所述第二排屑槽在所述第一排屑槽磨损完后进行排屑。上述的划片刀在切割过程中,先通过第一排屑槽排屑,当第一排屑槽磨损完后使第二排屑槽暴露出来并由第二排屑槽进行持续排屑,从而可使得划片刀继续切割,不仅保持划片刀的刚性,同时还提高划片刀的切割寿命。
技术研发人员:张兴华
受保护的技术使用者:深圳西斯特科技有限公司
技术研发日:20230104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!