一种工业化UHPC构件的生产系统及方法与流程
本发明涉及混凝土工业化,具体涉及一种工业化uhpc构件的生产系统及方法。
背景技术:
1、超高性能混凝土(uhpc)是一种具有高抗压强度、高抗拉强度、耐久性强、韧性好等特点的新型建筑材料,是由水泥、矿物掺合料、纤维、减水剂、骨料和水充分混合后形成的,其韧性比普通混凝土高数倍,耐久性能优异,在特殊环境中也有着异常优秀的稳定性,可被用于混凝土构件的制作。
2、由于超高性能混凝土中使用了大量的水泥、超细粉矿物掺合料等胶材,超细矿物掺合料具有粉体轻质、材料粘度大等特点,工业化生产中,超细粉的运输、存储及下料区别于水泥等常规材料;超高性能混凝土不使用粗骨料,用水量低,导致混凝土黏度大,再加上纤维的掺入,容易造成混凝土不易搅拌,无法达到设计的工作性能,纤维在混凝土中结团等问题。在工业化生产阶段,混凝土工作性能难以打开这个问题尤为突出,工业化生产过程中,需要控制搅拌时间,增加生产效率,再加上钢纤维的投放集中,导致钢纤维结团严重。
3、相对于传统混凝土构件,uhpc构件拥有轻质、更高的强度、韧性和耐久性,提高了构件的稳定性和耐用性,有利于扩宽混凝土构件的使用场景。然而uhpc构件的工业化生产及生产后的运输、浇筑和养护是目前还没有解决的问题。
技术实现思路
1、本发明的目的之一是克服现有技术中的至少一个缺陷,提供一种工业化uhpc的生产系统及方法,可以在工业化流程中稳定地生产uhpc并用于混凝土构件的制作。
2、为达到上述目的,本发明采取的技术方案为:
3、一种工业化uhpc的生产系统,所述uhpc的原料包括水泥、钢纤维、骨料、掺合料、外加剂和水,所述掺合料至少包含超细粉,所述生产系统包括混凝土搅拌机及用于将物料传送至所述混凝土搅拌机内的传送带,所述生产系统还包括用于钢纤维投料的钢纤维投料装置及用于超细粉投料的超细粉投料装置;
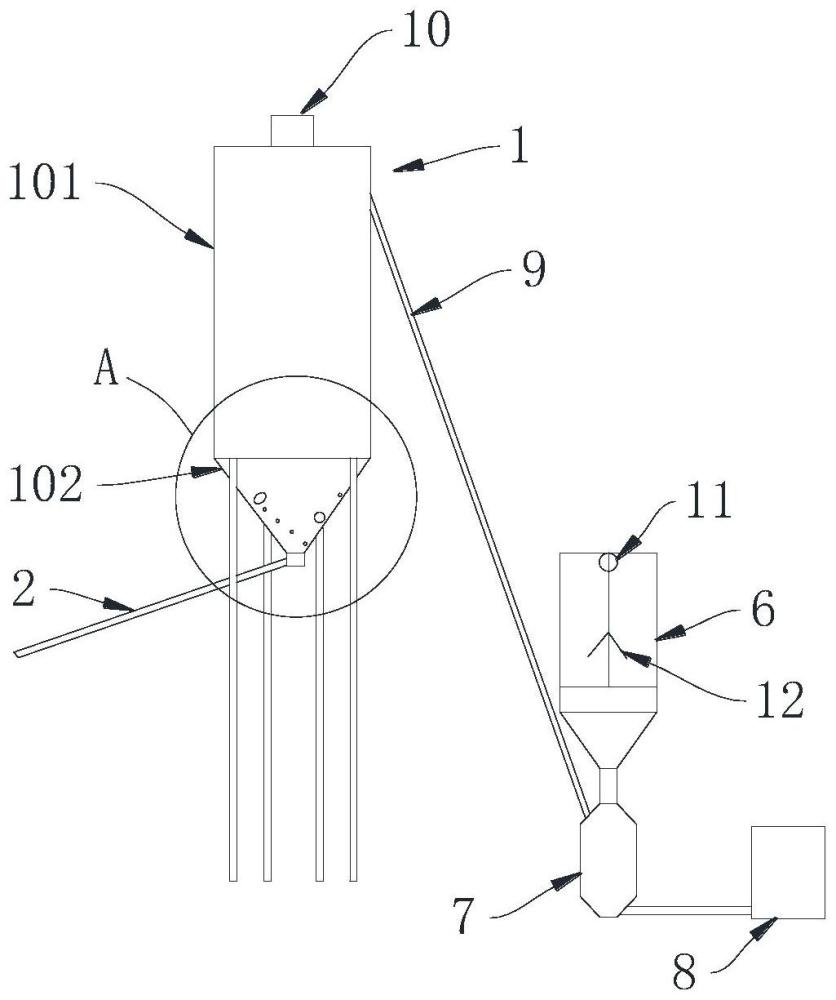
4、所述超细粉投料装置包括超细粉上料机构、储存机构及布料机构,所述储存机构包括与所述超细粉上料机构相连的粉体罐;
5、所述布料机构包括与所述粉体罐的底部相连的布料输送机、设置在所述粉体罐上的第一振动器、空气炮及脉冲气冲组件,所述空气炮具有空气炮喷嘴,所述脉冲气冲组件具有脉冲气冲喷嘴,所述空气炮喷嘴、脉冲气冲喷嘴分别设置在所述粉体罐内。
6、根据本发明的一些实施方面,所述空气炮喷嘴、脉冲气冲喷嘴设置在所述粉体罐的下部;
7、所述脉冲气冲喷嘴设置多个,多个所述脉冲气冲喷嘴沿所述粉体罐的周向分布,且多个所述脉冲气冲喷嘴还沿所述粉体罐的轴向方向分布。
8、根据本发明的一些实施方面,所述超细粉上料机构包括超细粉上料斗、连接在所述超细粉上料斗底部的储气罐、连接在所述储气罐和粉体罐之间且用于输送超细粉的上料输送管及与所述储气罐相连的低压空压机,所述低压空压机用于提供低压气体以将超细粉经所述上料输送管输送至所述粉体罐内;
9、所述布料输送机为管式螺旋输送机;
10、所述储存机构还包括设置在所述粉体罐上用于收集飞灰的收尘器;
11、所述超细粉投料装置还包括设置在所述布料输送机上的速度感应器;
12、所述生产系统还包括终端控制器,所述终端控制器分别与所述速度感应器、第一振动器、空气炮和脉冲气冲组件信号连接。
13、在一些具体实施方式中,所述低压空压机的输出气压为0.6~0.8mpa。
14、在一些具体实施方式中,所述超细粉上料机构还包括设置在所述超细粉上料斗上的起吊组件及设置在所述超细粉上料斗内的刀头组件,所述起吊组件用于提升超细粉吨袋并放入所述超细粉上料斗内;所述超细粉上料斗顶部设置开口,所述超细粉上料斗顶部还设置用于盖合所述开口的门。
15、根据本发明的一些实施方面,所述钢纤维投料装置包括支架、设置在所述支架上的第一分散机构和设置在所述支架上的第二分散机构;
16、所述第一分散机构包括设置在所述支架上的第一分散斗、通过第一弹性件连接在所述第一分散斗下方的第一下料铲及设置在所述第一分散斗上的第二振动器;
17、所述第二分散机构包括设置在所述支架上的第二分散斗、通过第二弹性件连接在所述第二分散斗下方的第二下料铲及设置在所述第二分散斗上的第三振动器,经所述第二下料铲分散后的钢纤维落入所述传送带上;
18、所述第二分散斗设置在所述第一下料铲的下方,经所述第一下料铲分散后的钢纤维落入所述第二分散斗。
19、在一些具体实施方式中,所述第一分散机构还包括设置在所述第一下料铲上的第四振动器;所述第二分散机构还包括设置在所述第二下料铲上的第五振动器。
20、在一些具体实施方式中,所述第一下料铲底部的承载面具有坡度;所述第二下料铲底部的承载面具有坡度。
21、在一些具体实施方式中,所述第一分散斗内部设置筛网,所述筛网设置在所述第一分散斗的底部,钢纤维经所述第一分散斗分散后经所述筛网过筛分散,然后落入所述第一下料铲。
22、在一些具体实施方式中,所述第四振动器设置在所述第一下料铲的侧壁;所述第五振动器设置在所述第二下料铲的侧壁。
23、在一些具体实施方式中,所述第二振动器、第三振动器、第四振动器、第五振动器的振动频率分别为30~80hz。
24、在一些具体实施方式中,所述第一弹性件为弹簧,所述第一分散斗的相对两侧分别设置所述第一弹性件,所述第一下料铲通过两侧的所述第一弹性件与所述第一分散斗相连;所述第二弹性件为弹簧,所述第二分散斗的相对两侧分别设置所述第二弹性件,所述第二下料铲通过两侧的所述第二弹性件与所述第二分散斗相连。
25、在一些具体实施方式中,所述钢纤维投料装置还包括钢纤维上料机构,所述钢纤维上料机构包括用于存放钢纤维的钢纤维上料斗、设置在所述第一分散斗上的滑轮及绕设在所述滑轮上的连接绳,所述连接绳的一端部与所述钢纤维上料斗相连,所述连接绳的另一端部悬空或者所述连接绳的另一端与卷绕机构相连。
26、在一些实施方式中,所述超细粉的粒径为10μm以下。
27、本发明采取的第二种技术方案为:一种工业化uhpc的生产方法,所述生产方法采用的生产系统为上述所述的工业化uhpc的生产系统,
28、所述生产方法包括以下步骤:
29、s1、将骨料、水泥和掺合料投入所述混凝土搅拌机中,干拌均匀,
30、s2、将外加剂和水投入所述混凝土搅拌机中,搅拌直至体系达到胶体状态;
31、s3、将钢纤维投入所述混凝土搅拌机中,充分拌合,得到uhpc;
32、所述步骤s1中,所述掺合料中的超细粉通过所述超细粉投料装置投入所述混凝土搅拌机中;
33、所述步骤s3中,所述钢纤维通过所述钢纤维投料装置投入传送带,再经所述传送带投入所述混凝土搅拌机内。
34、所述钢纤维采用特定的钢纤维投料装置进行投料,钢纤维可以缓慢均匀投入混凝土中,保证了钢纤维的分散性,减少钢纤维的结团现象,提高混凝土工作性能。并且混凝土先干拌充分混合后加水,达到胶体状态再加入钢纤维拌合,多次拌合可以保证混凝土的拌合充分性,有助于混凝土状态的快速打开,减少混凝土的结团现象,提高混凝土工作性能。
35、在一些具体实施方式中,步骤s1中,所述干拌时间为60~120s;步骤s2中,所述搅拌时间为180~240s;步骤s3中,所述钢纤维的投料时间为40~80s,所述钢纤维投料完毕,继续搅拌180~300s。
36、在一些具体实施方式中,所述超细粉包括微珠、硅灰中的一种或几种,所述掺合料还包括粉煤灰、矿粉中的一种或几种。
37、在一些具体实施方式中,所述uhpc的初始扩展度为600~850mm,坍落度一小时不超过80mm。
38、本发明采取的第三种技术方案为:一种工业化uhpc构件的生产方法,包括采用上述所述的工业化uhpc的生产方法生产uhpc的步骤以及成型养护的步骤。
39、根据本发明的一些实施方面,所述成型养护包括将所述uhpc倒入模具中,密实成型,固化;然后拆模得到构件,再将构件进行养护的步骤。
40、由于混凝土构件一般是大型制件,传统的养护方式已不适合,本技术发明人通过实验研究,对混凝土构件重新制定养护规定。
41、可以根据当地实际情况选择自然养护、高温蒸汽养护、低温热养护中的一种养护方式。
42、方式一、自然养护:所述自然养护为所述混凝土构件拆模后,在所述构件上覆盖保护罩,防止所述构件表面水分损失过快,当所述构件强度达到设计强度的70%以上时,养护结束;
43、所述自然养护期间,控制所述构件芯部与表面温差小于等于25℃;当所述温差大于25℃时,采取保温措施。
44、采用所述自然养护时,若所述构件所在地的环境温度在10℃以上,且当所述构件表面温度与环境温度差降至小于25℃时,对所述构件采取洒水保湿养护,保湿养护时间不少于14d,保湿养护期间所述构件保持覆盖状态且所述构件的表面温度不低于5℃。
45、若夏季高温保湿养护时,洒水水温与混凝土表面温度的温差不宜超过25℃,应避免采用冰水或冷水养护,以免温差过大导致构件开裂。
46、方式二、高温蒸汽养护:所述高温蒸汽养护为所述构件拆模后,将所述构件放置于保温养护罩内,通入蒸汽进行养护,控制养护的相对湿度不低于95%,控制升温速率或降温速率不大于15℃/h;
47、若恒温养护温度为80~90℃时,恒温时间不少于72h;若恒温养护温度为90℃以上时,恒温时间不少于48h;
48、当所述构件表面温度与环境温度差降至小于25℃,蒸汽养护结束,且蒸汽养护结束,将所述构件置于标准环境中养护至7d龄期;
49、方式三、低温热氧护:所述低温热养护为所述构件拆模后,将所述构件放入保温养护罩内,当所述构件的强度达到设计强度的70%以上时,养护结束;
50、所述低温热氧护时,所述保温养护罩内可选择性通入蒸汽,使所述保温养护罩内温度维持在40~60℃。
51、采用低温热养护时,所述保温养护罩内设置喷雾装置,当所述构件所在地的环境温度的最低气温在25℃以上,利用水化热和环境高温进行保温养护;否则,向所述保温养护罩内通入蒸汽,利用水化热和蒸汽保温保湿养护,保湿养护不低于7d。保湿养护期间,所述构件环境温度不低于5℃。
52、通常高温蒸汽养护比较适用于施工场地条件好,有专门搭建的养护室,有高温蒸汽使用的地方。具体可以根据施工当地的具体现场条件进行选择养护方式。
53、根据本发明的一些实施方式,所述生产方法还包括对uhpc进行运输的步骤,所述运输采用的运输设备包括运输车和/或料斗等装料设备。
54、所述运输设备的运输能力应适应混凝土凝结速度和浇筑速度的需要,保证浇筑过程连续进行。优选采用搅拌运输车。搅拌运输车在运输途中及等候卸料时,应保持运输车罐体以1r/min~3r/min的速率旋转。
55、所述uhpc在浇筑时,布料点的间距宜为3~6m,布料点设置在钢筋间距较大的位置。成型时uhpc扩展度大于750mm时,可不振动,扩展度低于750mm,可采用振动棒、附着式振动器振动密实成型。
56、在一些实施方式中,所述uhpc的原料包括骨料10~30份、水泥15~35份、超细粉掺合料1~10份、矿粉0~10份、粉煤灰1~10份、钢纤维3-5份、外加剂0.1~1份和水1~10份。进一步地,所述uhpc的原料包括骨料15~25份、水泥20~30份、硅灰4~8份、微珠1~3份、粉煤灰2~5份、钢纤维3~5份、外加剂0.3~0.5份和水2~3份。
57、所述骨料为砂子。
58、所述外加剂为聚羧酸减水剂。
59、所述uhpc的原料配方也可以采用其他原料配方,根据实际工况进行选择。
60、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
61、本发明的生产系统能够使钢纤维和超细粉掺合料均匀地分散于混凝土中,能够快速使uhpc的工作性能达到预计状态,可以在工业化流程中稳定地生产uhpc并用于构件的制作。并且本发明生产的uhpc构件品质稳定,可处理生产过程中多种复杂情况,能大规模推广运用。
- 还没有人留言评论。精彩留言会获得点赞!