一种预制梁用液压模板系统的制作方法
本发明属于预制箱梁模板,尤其涉及一种预制梁用液压模板系统。
背景技术:
1、箱梁模板是制作箱梁的专用非标设备,对于控制箱梁的制作速度和外观质量起很大的作用。最初的模板大多是采用木模板,目前,由于国民经济的快速发展,铁路、公路建设得到了较快的发展,桥梁的大型化迫使钢模板在桥梁的预制过程中大量使用。钢模板箱梁模板具有拼缝少、刚度大、板面平整等特点。而传统拼装式钢模板箱梁模板虽然同样具有拼缝少、刚度大、板面平整等特点,但是模板立模、脱模全部由人工负责安装和拆卸,需要大量的人力,施工效率较低。
技术实现思路
1、针对现有技术不足,本发明的目的在于提供了一种预制梁用液压模板系统,结合现场工程状况和施工环境,选用液压箱梁模板进行预制梁施工,以“液压操作替代“人工操作”,以“一胎通模”替代模板“分块”制作。采用液压系统控制模板的立模、收模,各节段之间采用螺栓连接,有专门的吊具进行吊装,以节约大量劳动力,提高施工效率,缩短施工周期,至少解决了背景技术中提出的问题之一。
2、本发明提供如下技术方案:
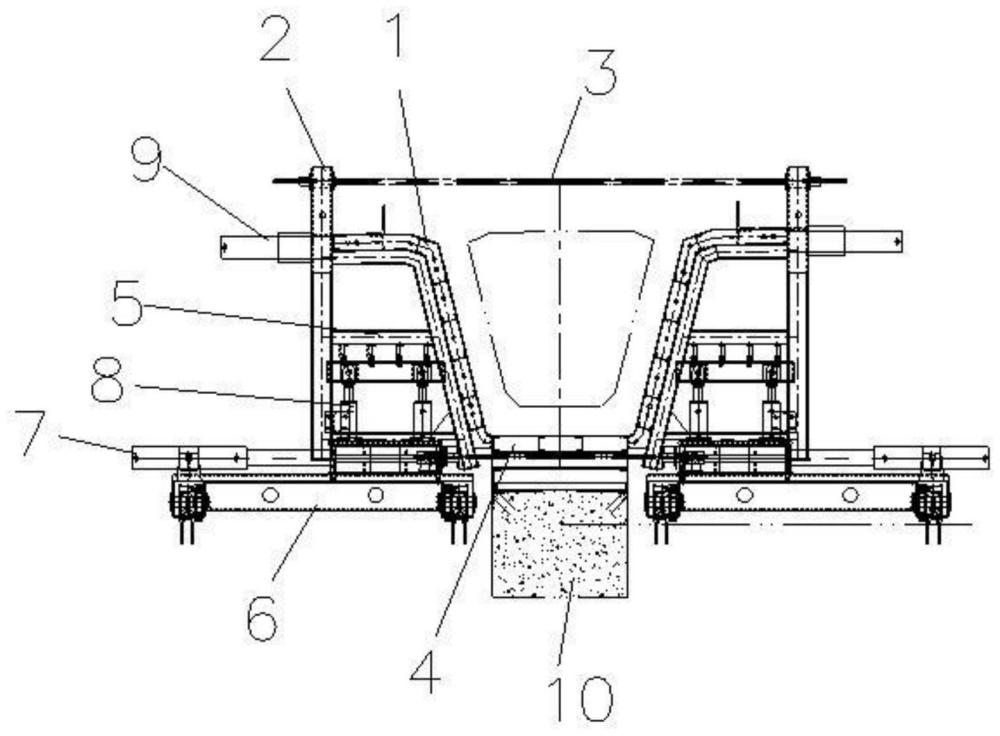
3、一种预制梁用液压模板系统,包括外模系统、内模系统,外模系统设有行走系统,行走系统包括多个移动小车,移动小车承载外模系统,使外模系统整体水平移动行走;
4、移动小车设有驱动电机,驱动电机驱动移动小车移动,移动小车设有定位机构,行走过程中能够自动定位;
5、内模系统包括内模板、卷扬机,内模板采用上、下分体结构,通过合页式连接,内模板通过液压驱动合页伸展或收缩;
6、外模系统包括液压系统,液压系统包括水平油缸、升降油缸、脱模油缸,水平油缸驱动外模系统水平移动,升降油缸驱动外模系统进行竖直移动,脱模油缸驱动外模系统移动辅助拆模。
7、优选的,所述外模系统包括对称设置的两侧的侧模板,两侧的侧模板能够进行相对或相向移动;侧模板的底部设有底模板,底模板水平设置;侧模板的外侧设有隔板,隔板垂直设置,对侧模板起到支撑作用;所述外模系统整体设置在移动小车的上方,移动小车带动外模系统沿梁体的长度方向行走。
8、优选的,所述移动小车上方设有水平油缸,水平油缸驱动连接外模系统沿梁体的水平垂直方向移动;所述隔板与侧模板之间设有横杆,横杆对侧模板起到支撑,横杆的下方连接有升降油缸,升降油缸的底座与水平油缸移动端连接;升降油缸驱动外模系统上、下移动;侧模板靠近顶部的位置设有脱模油缸,脱模油缸的一端与隔板连接,脱模油缸推动侧模板辅助拆模。
9、优选的,所述底模板的下方为台座,台座的两侧均设有两条沿梁体长度方向平行的轨道,移动小车设置在轨道上。
10、优选的,侧模板两侧的隔板之间靠近顶部位置设有多个上拉杆,底部设有多个下拉杆,通过上拉杆和下拉杆对两侧的侧模板拉紧,上拉杆和下拉杆的端部采用双螺帽锁紧。
11、优选的,所述液压系统还包括液压站,液压站设置在侧模板的外侧,液压站底部设有固定板与横板连接;液压站设有油管,通过油管与水平油缸、升降油缸、脱模油缸连接。
12、优选的,每个移动小车至少设有一个定位机构,定位机构靠近轨道设置;所述定位机构包括基座,基座远离移动小车的一侧设有多层压电陶瓷片,基座中心位置贯穿设有螺钉,螺钉将基座、压电陶瓷片固定,螺钉的端部安装有驱动块;所述轨道靠近驱动块的一侧设有摩擦条,摩擦条能够与驱动块摩擦接触;基座两侧设有顶紧螺栓,基座通过顶紧螺栓与移动小车内侧壁连接;所述基座、压电陶瓷片、驱动块形成悬臂梁机构。
13、优选的,模板系统的拼装流程为:首先铺设支撑行走的轨道,组装移动小车,将移动小车安装在轨道上,之后通过龙门吊拼装侧模板并连接液压系统,将侧模板通过螺栓连接成整体结构,布设油管连接液压系统,最后进行调试和验收。
14、优选的,该模板系统的脱模过程包括以下步骤:第一步,将竖向升降油缸向下移动2cm左右,让侧模板处于悬空状态;
15、第二步,将横隔板处的脱模油缸同步顶出2cm,移动慢的单独点动,若钢筋挂住,要矫正钢筋,再继续往外顶,直至脱模油缸完全顶出;
16、第三步,控制竖向升降油缸向下移动,观察侧模板下落情况,若被钢筋挂住,矫正钢筋,再继续往下降,直至侧模板完全落到底;
17、第四步,将横向水平油缸收回,拉动侧模板后移,直至油缸全部收回;若对侧还未脱模,本侧的侧模板离开梁体8-12cm,防止对面模板拆模时,顶翻预制梁;
18、第五步,侧模板收缩到位后,检查有无机具障碍,轨道是否有杂物堆积,拉杆、螺栓有无漏拆,检查无误后,再通过移动小车水平移动侧模板至下一个台座。
19、另外,侧模板整体为自稳式,在水平固定中采用了与底模连接的下拉杆,上部设有对上拉杆或对拉桁架,能依靠模板本身的结构刚度抵抗混凝土变形产生的压力。模板的拼装和拆卸通过液压系统整体移动,这不仅提高了机械化程度,还提高了预制梁的制造效率。侧模板下部设置有附着式振动支架,侧模外侧腔内设有工作平台,有利于工人安装和拆卸振动器。振动器用于混凝土的捣实。
20、行走系统分别在预制台座两侧设置2根6#的槽钢作为行走系统的轨道,单侧整体侧模由电机驱动的小车承载,可完成外侧模整体的纵向行走。槽钢轨道固定方式:钻孔植筋(φ12mm钢筋,长度120mm),钻孔直径10mm,深度100,锚筋漏出地面不超过20mm,间距不超400mm。钢筋与槽钢轨道间焊接固定。
21、液压系统与侧模板固定,横向水平油缸4支,分别安装在4个移动小车上,在模板安装和拆除过程中实现整体侧模的横向位置和高度调节。垂直升降油缸8支,安装在4个移动小车的滑台上,分成两组控制,可以实现模板竖向升降调节。脱模油缸4支,安装在横隔板处,可以实现顶出模板辅助拆模功能。
22、台座设计宽度为0.92米,台座两侧设置4条走行轨道,台座单侧两条轨道之间间距为1.85米,靠台座侧轨道距离台座0.23米,单个台座及外模纵移轨道净宽5.83米,考虑台座之间作业人员通行等因素,台座横向间距为6.2米,单条生产线布置4行台座。为了节省占地面积,内模每节3米,分节抽拉,通过拆模台车上卷扬机将内模整体拉出箱式。台座纵向间距设置为8米。
23、模板分块进行加工制作,进场前必须对模板的结构尺寸进行检查,是否符合设计要求,表面平整度是否达到要求。在模板与液压行走台车组装完成后,检查模板整体长度是否达到设计长度,各拼缝之间的螺栓连接是否牢固,与液压台车的链接是否可靠。对行走系统和液压系统进行初步调试,进行纵向行走、水平移动等动作。在调试过程中,注意各连接部位是否有松动现象,检查行走轨道的固定是否牢固。
24、侧模板的纵向行走和横向移动调整均采用手动阀门操作杆运行,首先移动小车驱动滚轮使液压整体侧模行走至台座位置,驱动水平油缸横向移动,采用横向和纵向交替操作,使模板紧靠台座,并保证无错台,技术员检查错台情况和侧模的尺寸,调整合格。
25、侧模板就位完成后,由专人打磨液压整体式箱梁侧模板,侧模板打磨干净后采用脱模剂进行涂刷。预先在场地内将内模进行拼装,待底腹板钢筋笼吊装固定完成后,将内模吊装入模,保证位置准确,安装堵头模板,确保定位准确,保证张拉锚垫板垂直于堵头侧模板,在浇筑混凝土前采用泡沫胶进行封堵缝隙,确保不漏浆。
26、另外,压电陶瓷片通过粘接的方式与基座连接,压电陶瓷片由四个压电陶瓷组成,采用四分区极化布置方式,左右分区为一组,上下分区为一组,即相对的两侧通过导线连接相同极性的电极,如上、下两侧的压电陶瓷连接正极或者负极,当压电陶瓷片施加周期性变换的电压时,会发生水平方向或者竖直方向的的弯曲振动,压电陶瓷片的同组的两个分区压电陶瓷极化方向相反;当四分区均接入交流电源时,压电陶瓷片利用水平和竖直方向的弯曲振动在驱动块合成椭圆运动轨迹,驱动块产生椭圆运动通过摩擦条的摩擦作用,通过驱动块产生方向与移动小车相反的驱动力,增加驱动块与摩擦条之间的摩擦力,当移动小车移动时,由于通过驱动电机驱动整个外模系统移动,通过指令控制驱动电机停止移动时,外膜系统质量大,惯性大,在驱动电机停止转动之后,外模系统达到指定位置之后,还会受到惯性作用继续前进一段距离,导致外膜系统移动时产生位置偏差,不仅不容易把控外模系统移动的位置,又不容易对其进行定位,给梁体施工精度造成一定的影响;通过设置定位机构在压电陶瓷片组施加两路周期性的正弦交流激励电信号,分别加在压电陶瓷片的左右分区和上下分区,通过改变改变两路脉冲交流激励信号的相位差,使其为270°,即实现驱动块产生方向与移动小车反向相反的驱动力,通过驱动块的反向驱动与摩擦条阻力增大,使小车快速停止,增加了外模系统的行走的可控性和精确程度。
27、在压电陶瓷片施加两个周期性电压时,激励出沿移动小车移动的方向为x轴和竖直y轴方向的两个正交的简谐弯曲振动;两路信号的频率相同,保证压电超声致动器在谐振状态下工作,以在驱动足上获得最大振幅;两路激励信号的相位差相差90°/270°,保证驱动块运动轨迹为正椭圆,减小运动误差;驱动块在一个运动周期t内,在t/4时,施加在压电陶瓷片上上下分区的电压达到最大正值,驱动块沿y轴负方向弯曲位移达到最大;在t/2时,施加在压电陶瓷片上左右分区的电压达到最大正值,驱动块沿x轴正方向弯曲位移达到最大;在t/4到t/2之间驱动块沿x轴正方向驱动;在3t/4时,施加在压电陶瓷片上下分区的电压达到最大负值,驱动块沿y轴正方向弯曲位移达到最大;在t/2到3t/4之间驱动块与摩擦条不接触;在t时,施加在压电陶瓷片左右分区的电压达到最大负值,驱动块沿x轴负方向弯曲位移达到最大;在3t/4到t之间驱动块与摩擦条不接触。驱动块在一个激励信号周期内的工作过程,每经过一个激励信号周期,驱动块将动子向x轴负方向推动一次;经过多个周期的不断累加,驱动块即能使移动小车快速停止;在对压电陶瓷片施加n个正弦激励信号之后,停止激励,等待下一个周期激励信号的到来;通过控制信号数n的大小,可以控制驱动块椭圆运动的次数,从而控制其反向致动的次数,激励信号的个数n越少,移动小车反向致动的尺度越小,在脉冲交流激励信号激励下,驱动块能达到亚微米级别的分辨力;通过改变两路正弦交流激励信号的相位差,使其为270°时,即实现驱动块对移动小车的反向致动;增大移动小车与摩擦条的摩擦力,有助于外模系统的快速定位,增加定位的准确性,并提升行走系统的稳定性。
28、与现有技术相比,本发明具有以下有益效果:
29、本发明一种预制梁用液压模板系统,结合现场工程状况和施工环境,选用液压箱梁模板进行预制梁施工,以“液压操作替代“人工操作”,以“一胎通模”替代模板“分块”制作。采用液压系统控制模板的立模、收模,各节段之间采用螺栓连接,有专门的吊具进行吊装,以节约大量劳动力,提高施工效率,缩短施工周期。
30、通过设置定位机构在压电陶瓷片组施加两路周期性的正弦交流激励电信号,分别加在压电陶瓷片的左右分区和上下分区,通过改变改变两路脉冲交流激励信号的相位差,使其为270°,即实现驱动块产生方向与移动小车反向相反的驱动力,通过驱动块的反向驱动与摩擦条阻力增大,使小车快速停止,增加了外模系统的行走的可控性和精确程度;有助于外模系统的快速定位,增加定位的准确性,并提升行走系统的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!