一种一体化保温板的涂覆系统的制作方法
本发明涉及建筑材料,具体为一种一体化保温板的涂覆系统。
背景技术:
1、一体化保温材料领域是建筑保温领域的重要部分,是材料通常将保温性能、装饰性以及其他功能,如防火、防水等集成在一起,从而提供更为便捷和高效的建筑保温解决方案,一体化保温板通常由保温层、强力复合胶和饰面涂层等组成,一体化保温板不仅具有优异的保温性能,还具有装饰性、耐候性、耐腐蚀性、防火性等多种功能,同时一体化保温板的安装简便,可以大幅缩短施工时间和降低施工难度,此外,一体化保温板还具有很好的环保性能,降低对环境的影响。
2、而现浇混凝土复合保温板就是其中一种新型的建筑节能与结构一体化材料,这种材料集保温、隔热和围护结构功能于一体,产品生产与施工简便,工业化程度较高,现浇混凝土复合保温板可以作为房屋建筑的永久性模板,替代了传统外墙保温的全部工序,达到了保温与结构同寿命的目标。
3、但目前的现浇混凝土复合保温板的生产人工环节较多,同时对施工人员的要求也较高,质量的稳定性较差,所以还是存在较大的提升空间和空白。
技术实现思路
1、因此,本发明就是提供一种一体化保温板的涂覆系统,具有较高的机械化与智能化程度,同时可以监控及调节结构层的厚度,也可以设置开槽,以及调整层间的材质。
2、为达到上述的目的,本发明提供如下技术方案,一种一体化保温板的涂覆系统,包括:
3、1、原料仓:是存储涂覆所需的原材料,如砂浆原料、保温材料原料、颜料、添加剂等,这些原材料粉末或液体的形式存放在原料仓中,并通过输送系统按照一定比例混合后输送到涂覆机构进行涂覆;
4、2、计量区:计量区通常配备高精度的计量设备,如电子秤、流量计等,用于准确测量各种原材料的重量或体积;
5、3、搅拌区:主要由旋转的搅拌叶片或搅拌桨桶或容器,确保原材料在短时间内得到充分混合,通过搅拌可以得到砂浆以及保温材料;
6、4、工作平台:一个坚固且平整的平台,由金属或硬质塑料制成,以确保在涂覆过程中各类板材及保温板不会移动或变形,平台的大小和形状会根据生产的保温板大小和生产量来定制;工作平台包括控制系统,可以对各组件的工作状态以及各种物料的配制提供指令或对照数据;
7、5、导入对辊:用于将玻璃纤维网格布平整地导入到系统中的一对辊子,对辊的间距和张力可以调节,以确保网格布平整无皱褶地进入涂覆区域;
8、6、平移座:工作流程线,平移座是一个可以沿着工作平台移动及传送的装置,用于承载和定位板材;平移座会配备有夹紧机构,以确保板材在涂覆过程中保持稳定,平移座还配备有驱动机构,以实现自动化操作;
9、7、检测台:检测机构包括测厚仪和密度计,测厚仪用于测量保温板的厚度,而密度计则用于测量其密度;
10、8、涂覆机构:涂覆机构包括砂浆斗、涂灰嘴和输送系统;砂浆斗用于存储和输送砂浆,而涂灰嘴则将砂浆均匀地涂覆在玻璃纤维网格布和其他板材表面,涂覆机构配备有流量控制装置和刮刀,以确保砂浆的均匀涂覆和厚度控制;以及涂灰嘴以陶瓷材料制成,并在指定的频率下振动工作,以此来优化砂浆、保温材料的涂覆状态;
11、9、刮板:刮板是一个平整的金属或塑料板,用于在砂浆涂覆后刮去多余的砂浆,使材料表面平整。刮板的倾斜角度和压力可以调节,以达到最佳的刮除效果;
12、10、养护区:包括温控设备,用于调节养护区的温度和湿度,确保涂层在最佳的环境条件下固化;通风设备确保养护区内的空气流通,避免涂层表面出现干燥不均、起泡等问题;以及监测设备用于实时监测养护区的温度、湿度和空气质量等参数;
13、11、切割区:主要是高精度的切割设备,通常采用刀片或激光等方式进行切割,通过600横切锯、600竖切锯、异型切割机、自动钻孔机进行切割、钻孔等加工,加工完成后即为成品。
14、优选的,上述8部分中所述的砂浆、保温材料的涂覆状态包括厚度以及塌落度,使用激光测距仪或超声波测量所获得信息,可以目标部位的厚度,并与预定的标准数据来对照并根据情况调整。
15、优选地,上述8部分中的涂灰嘴可以以间歇工作的方式,在外侧加强层表面形成可嵌入模块功能区域。
16、上述8部分中的涂灰嘴以陶瓷材料制成,并且以振动器方式产生振动;振动器设置成双侧布置,一侧为另一侧的倍频运转,即倍频或数倍频的工作频率关系。
17、优选地,上述5部分中所述的玻璃纤维网格布可以根据需求替换为钢丝网,以及类似的纤维丝网。
18、优选地,上述10部分中要设置有烘干风机,用于加速砂浆的干燥过程,安装在涂覆区域的后方,向刚涂覆完砂浆的保温板吹送热风,风机的功率和风向可以调节,以适应不同的生产需求和环境条件。
19、还有,基于本发明所述一体化保温板涂覆系统的工艺流程:
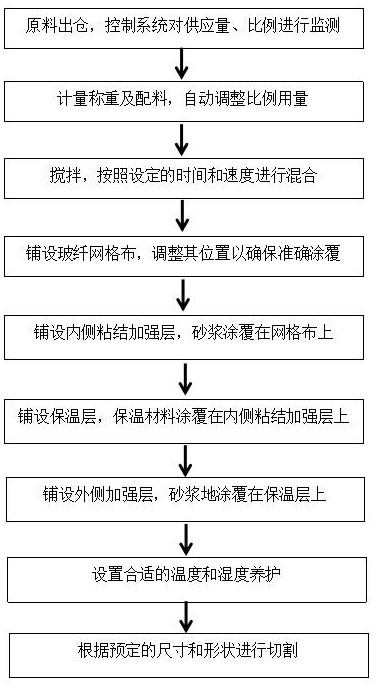
20、s1、原料出仓:供料装置可以根据生产需求将原材料自动输送到涂覆机构中,而控制系统则可以对原材料的供应量、混合比例等进行实时监控和调整;
21、s2、计量称重配料:原材料从原料仓输送到计量区,然后通过计量设备进行精确测量,控制系统根据预设的配方或生产需求,自动调整各种原材料的比例和用量;
22、s3、搅拌:原材料从计量区按预定比例进入搅拌桶,搅拌器启动,按照设定的时间和速度进行混合,混合完成后,搅拌器停止,形成砂浆材料,准备输送到砂浆涂覆机构;同样,以此流程配制保温材料浆料,以另一通道输送到保温材料涂覆机构;
23、s4、铺设玻璃纤维网格布:将玻璃纤维网格布对辊铺设在平移座上,确保网格布平整、无皱褶,使用刮板或滚筒等工具将网格布压实,将待涂覆的玻璃纤维网格布调整其位置以确保准确涂覆;
24、s5、铺设内侧粘结加强层:打开涂覆机构的砂浆斗,使砂浆流入涂灰嘴,同时启动平移座,使平移座缓慢移动经过涂灰嘴下方,砂浆被均匀地涂覆在网格布上,涂覆机构配备有检测台以及厚度检测、流量控制装置,以确保砂浆的均匀涂覆和厚度控制,形成内侧粘结加强层;
25、s6、铺设保温层:再次如上平移后,可选择铺设结构层或粘接层,再由涂覆机构的第二涂灰嘴则将保温材料均匀地涂覆在内侧粘结加强层上,形成保温层;
26、s7、铺设外侧粘结加强层:再次平移后,可选择铺设结构层或粘接层,再由涂覆机构的第三涂灰嘴则将砂浆均匀地涂覆在保温层上,形成外侧粘结加强层;以上的玻璃纤维网格布、内侧粘结加强层、保温层、外侧粘结加强层共同形成保温板;
27、s8、养护:涂覆完成的保温板被输送到养护区,根据涂层的类型和要求,设置合适的温度和湿度,保温板在养护区内静置一段时间,直到涂层完全固化;
28、s9、切割:将养护完成的保温板输送到切割区,使用定位装置对保温板进行定位,根据预定的尺寸和形状,启动切割机进行切割,切割完成后,对成品保温板进行检查和包装。
29、优选的:所述的s6步骤为铺设保温层,此保温层为挤塑板或类似的保温板材;该挤塑板可预先裁剪整形及开槽留孔。
30、优选地:涂覆完成后,保温板进入烘干区域,烘干风机向保温板吹送热风,加速砂浆的干燥过程,风机的功率和风向可以根据需要进行调整,以确保砂浆的快速干燥和保温板的质量。
31、还有,本发明实施例提供一种计算机设备及计算机可读存储介质,包括:存储器和处理器,所述存储器和所述处理器之间互相通信连接,所述存储器存储有计算机指令,所述处理器通过执行所述计算机指令,可读存储介质存储有计算机指令,所述计算机指令用于使所述计算机执行本发明实施例的一体化保温板的涂覆系统的工艺流程。
32、本发明技术方案,具有如下优点和使用效果:工艺衔接性好,涂覆厚度可自动调节控制,工作效率高,保温板的质量可靠。
- 还没有人留言评论。精彩留言会获得点赞!