高精度压力控制系统集成的温等静压机的制作方法
本发明涉及温等静压机,具体为高精度压力控制系统集成的温等静压机。
背景技术:
1、通过生瓷片制作基板,其加工工序包括温水层压,即通过温等静压机将多个生瓷片叠层后的复合材料均匀受压,使得材料内部的孔隙和空隙被有效压实,提高材料的致密性和密度,这有助于降低材料的气孔率,增强材料的力学性能和热学性能,提高材料的强度、硬度和耐磨性等。
2、授权公告号为cn108656620b的中国专利公开了一种保持缸体内传压介质的温度恒定的温等静压机,包括加热充排系统、工作缸和保温箱;加热充排系统分别设有入口和出口,加热充排系统的入口连接有水箱;工作缸包括缸体以及分别密封设置在缸体两端的上端盖组件和下端盖组件;缸体的内壁设有排水孔下端盖组件内设有连通加热充排系统的出口和缸体的中空部的通道;保温箱套在缸体外且与缸体之间具有间隙,保温箱与缸体之间的间隙通过排水孔与缸体的中空部连通;保温箱的顶端插设有过渡套;过渡套的底端设有定位缸体的定位止口,过渡套的内壁设有通孔;上端盖组件未封堵住缸体时,过渡套的内孔和缸体的中空部连通;
3、如上述申请相同,目前生瓷片通过温等静压机进行温水层压加工时,其加热的温度无法实现智能调节,即一般都是人为设定,其无法具体地根据生瓷片的特征系数进行智能化调节温度,因为温度的不合理,导致生瓷片中的粘结剂软化或流动效果较差,影响到生瓷片中颗粒之间的结合,进而影响生瓷片加压后的致密性和密度。
技术实现思路
1、为了解决上述问题,本发明提供了高精度压力控制系统集成的温等静压机。
2、本发明采用以下技术方案,高精度压力控制系统集成的温等静压机,包括:
3、加压缸;
4、水循环组件,所述水循环组件包括循环管路、循环泵和加热器,所述循环管路的两端与加压缸导通连接,所述循环泵和加热器串联在所述循环管路上;
5、加压组件,所述加压组件包括高增压泵,高增压泵串联在所述循环管路上;
6、温压控制单元,用于控制加热器的加热温度和高增压泵的加压等级,所述温压控制单元包括:
7、数据采集模块,用于采集历史陶瓷片加工的综合参数,所述综合参数包括生瓷片的特征参数和加热温度;
8、模型训练模块,基于采集的历史陶瓷片加工的综合参数,训练预测出加热温度的机器学习模型,采集实时的生瓷片特征参数,基于训练完成的机器学习模型预测出加热温度数据,基于预测出的加热温度数据控制加热器工作;
9、数据分析模块,根据生瓷片的特征参数和预测出的加热温度生成压力调节系数,根据压力调节系数判断生成高增压泵的加压等级信息;
10、所述加压等级信息包括一级加压信息、二级加压信息、三级加压信息和四级加压信息,其中,一级加压信息、二级加压信息、三级加压信息和四级加压信息的加压压力值依次递减。
11、作为上述技术方案的进一步描述:所述生瓷片的特征参数包括,生瓷片的种类信息、生瓷片中粘结剂种类和生瓷片加热系数;
12、所述生瓷片的种类包括htcc生瓷片和ltcc生瓷片;
13、所述生瓷片中粘结剂种类包括瓷胶、硅酮胶、聚氨酯胶和烯酸胶。
14、作为上述技术方案的进一步描述:影响生瓷片加热系数的参数包括生瓷片厚度数据、生瓷片的面积数据和加热时间。
15、作为上述技术方案的进一步描述:所述生瓷片加热系数的表达式为:
16、;
17、其中,为生瓷片加热系数,为生瓷片厚度,为生瓷片面积,为生瓷片加热时间,、和为权重因子,、和均大于零。
18、作为上述技术方案的进一步描述:所述训练预测出加热温度的机器学习模型的方法包括:
19、将采集的历史陶瓷片加工的综合参数转换为对应的一组特征向量;
20、将采集的生瓷片的特征参数作为机器学习模型的输入,所述机器学习模型以每组生瓷片的特征参数对应的加热温度作为输出,以每组生瓷片的特征参数实际对应的加热温度作为预测目标,以最小化所述机器学习模型损失函数值作为训练目标,当机器学习模型损失函数值小于等于预设的目标损失值时停止训练。
21、作为上述技术方案的进一步描述:所述压力调节系数的表达式为:
22、;
23、式中,为压力调节系数,为加热温度,为生瓷片厚度,为生瓷片面积,,和为权重因子,,和均大于零。
24、作为上述技术方案的进一步描述:所述根据压力调节系数判断生成高增压泵的加压等级的方法包括:
25、预设压力调节系数阈值yl1、yl2和yl3,其中yl1<yl2<yl3;
26、若<yl1,则生成一级加压信息;
27、若yl1≤<yl2,则生成二级加压信息;
28、若yl2≤<yl3,则生成三级加压信息;
29、若≥yl3,则生成四级加压信息。
30、作为上述技术方案的进一步描述:所述加压缸由上部开口的缸体和密封上部开口的上端盖组成。
31、作为上述技术方案的进一步描述:所述缸体外壁上部导通连接有进液管,所述进液管上设置有过滤器,所述缸体的外壁底部导通连接有出液管,所述进液管和出液管上均设置有截止阀。
32、作为上述技术方案的进一步描述:所述循环管路的两端分别安装有第一控制阀和第二控制阀,所述循环管路上,位于高增压泵和循环泵之间安装有第三控制阀。
33、有益效果
34、在上述技术方案中,本发明提供的高精度压力控制系统集成的温等静压机,增设了温压控制单元,通过采集历史陶瓷片加工的综合参数,即生瓷片的种类信息、生瓷片中粘结剂种类和生瓷片加热系数,训练预测出加热温度的机器学习模型,然后采集实时的生瓷片特征参数,基于训练完成的机器学习模型预测出加热温度数据,然后通过预测的加热温度控制加热器工作,对水进行加热,形成温水,通过温水对生瓷片中的粘结剂进行软化,即通过全面地采集影响加热温度的参数,对机器学习模型进行训练,然后基于训练好的机器学习模型预测出加热温度,然后根据预测加热温度控制加热器工作,从而保证了对生瓷片中的粘结剂进行软化的效果,一方面加快了生瓷片加压效率,并且使得生瓷片内部的孔隙和空隙能被有效压实,提高生瓷片的致密性和密度,有助于降低生瓷片的气孔率,增强生瓷片的力学性能和热学性能;
35、进一步的,设置有数据分析模块,数据分析模块根据生瓷片的特征参数和预测出的加热温度生成压力调节系数,根据压力调节系数判断生成高增压泵的加压等级信息,即基于加热温度对生瓷片中粘结剂的软化效果,以及生瓷片的特征参数对加压的影响,合理地设定加压等级,从而保证设置的压力等级的合理性,即智能化地实现了加压等级的设定,无需人力依靠经验调节加压等级,从而提高其加压效果,即保证了生瓷片内部的孔隙和空隙被有效压实,提高生瓷片的致密性和密度,有助于降低生瓷片的气孔率,增强生瓷片的力学性能和热学性能。
技术特征:
1.高精度压力控制系统集成的温等静压机,用于生瓷片的温水层压加工,其特征在于,包括:
2.根据权利要求1所述的高精度压力控制系统集成的温等静压机,其特征在于,所述生瓷片的特征参数包括,生瓷片的种类信息、生瓷片中粘结剂种类和生瓷片加热系数;
3.根据权利要求2所述的高精度压力控制系统集成的温等静压机,其特征在于,影响生瓷片加热系数的参数包括生瓷片厚度数据、生瓷片的面积数据和加热时间。
4.根据权利要求3所述的高精度压力控制系统集成的温等静压机,其特征在于,所述生瓷片加热系数的表达式为:
5.根据权利要求4所述的高精度压力控制系统集成的温等静压机,其特征在于,所述训练预测出加热温度的机器学习模型的方法包括:
6.根据权利要求5所述的高精度压力控制系统集成的温等静压机,其特征在于,所述压力调节系数的表达式为:
7.根据权利要求6所述的高精度压力控制系统集成的温等静压机,其特征在于,所述根据压力调节系数判断生成高增压泵(62)的加压等级的方法包括:
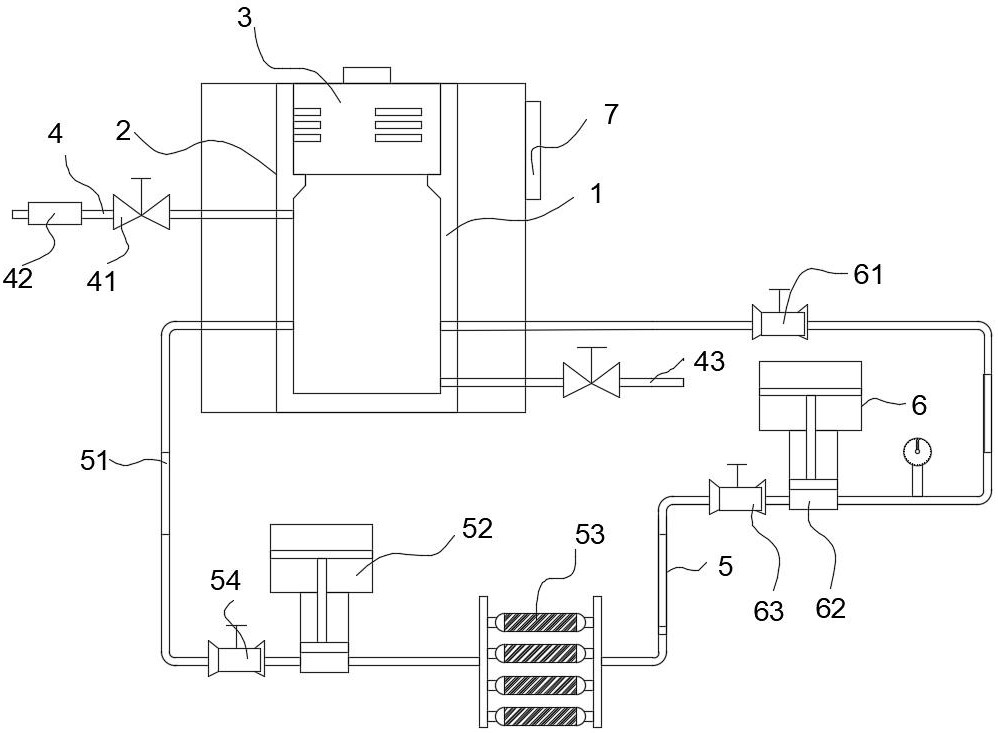
8.根据权利要求7所述的高精度压力控制系统集成的温等静压机,其特征在于,所述加压缸(2)由上部开口的缸体(1)和密封上部开口的上端盖(3)组成。
9.根据权利要求8所述的高精度压力控制系统集成的温等静压机,其特征在于,所述缸体(1)外壁上部导通连接有进液管(4),所述进液管(4)上设置有过滤器(42),所述缸体(1)的外壁底部导通连接有出液管(43),所述进液管(4)和出液管(43)上均设置有截止阀(41)。
10.根据权利要求9所述的高精度压力控制系统集成的温等静压机,其特征在于,所述循环管路(51)的两端分别安装有第一控制阀(54)和第二控制阀(61),所述循环管路(51)上,位于高增压泵(62)和循环泵(52)之间安装有第三控制阀(63)。
技术总结
本发明涉及温等静压机技术领域,特别涉及高精度压力控制系统集成的温等静压机,包括加压缸;水循环组件,所述水循环组件包括循环管路、循环泵和加热器,所述循环管路的两端与加压缸导通连接,所述循环泵和加热器串联在所述循环管路上;加压组件,所述加压组件包括高增压泵,高增压泵串联在所述循环管路上。本发明提供的高精度压力控制系统集成的温等静压机,通过全面地采集影响加热温度的参数,对机器学习模型进行训练,然后基于训练好的机器学习模型预测出加热温度,然后根据预测加热温度控制加热器工作,从而保证了对生瓷片中的粘结剂进行软化的效果,一方面加快了生瓷片加压效率,并且使得生瓷片内部的孔隙和空隙能被有效压实。
技术研发人员:蔡永礼,姬臻杰,杨俊龙,包从江
受保护的技术使用者:思恩半导体科技(苏州)有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!