卫生薄页纸的制作方法
1.本发明涉及一种卫生薄页纸,特别是涉及一种具有两张以上的多张薄页纸重叠而成的多层结构的卫生薄页纸。
背景技术:
2.在厕纸和生活用纸等卫生薄页纸的技术领域,提出了各种用于有效地擦除水分的技术。
3.例如,在专利文献1所公开的厕纸中,通过将三张以上的片材而形成一组,除了利用各片材具有的吸水力之外还能够利用各片材之间产生的间隙来吸水,从而具有优异的吸水性。
4.此外,在专利文献2所公开的水解性卫生纸中,设为三层以上的多层,并且使外层的吸水时间比内层的吸水时间短,从而将在外层所吸收的水分迅速地锁在内部后,在吸水时间比外层长的内层使水分扩散,进而不仅吸水性优异,还能够防止水分从里面流出。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2002
‑
172072号说明书;
8.专利文献2:日本特开2006
‑
334326号说明书;
技术实现要素:
9.然而,在上述现有的多层结构中,在擦除水分的时候,由外层擦除的水分在内层扩散的期间,外层擦除部分被水分填满,不仅不能吸收更多的水分,还会受未吸收尽的水分的影响而导致外层擦除部分易破损。因此,期望一种吸水性优异且水分擦除性优异的卫生薄页纸。
10.本发明的目的在于提供一种吸水性优异且水分擦除性优异的卫生薄页纸。
11.为了解决上述问题,经过深入的研究,本发明人发现,在具有多张薄页纸重叠而成的多层结构的卫生薄页纸中,通过将多张薄页纸中形成多层结构的外层的两张薄页纸中的至少一者相较于与其相邻的薄页纸,吸水时间短且水扩散面积大,从而可获得吸水性优异且水分擦除性优异的卫生薄页纸。
12.具体地,本发明具有以下结构。
13.(1)一种卫生薄页纸,其具有多张薄页纸重叠而成的多层结构,其中,
14.多张薄页纸中形成多层结构的外层的两张薄页纸中的至少一者相较于与其相邻的薄页纸,吸水时间短且水扩散面积大。
15.(2)一种卫生薄页纸,其具有三张以上的多张薄页纸重叠而成的多层结构,其中,
16.多张薄页纸中形成多层结构的外层的两张薄页纸的每张相较于与其相邻的薄页纸,吸水时间短且水扩散面积大。
17.(3)根据(1)或(2)所述的卫生薄页纸,其特征在于,
18.多张薄页纸中形成多层结构的外层的两张薄页纸中的至少一者相较于与其相邻的薄页纸,具有更高的起皱密度,以使得相较于两张薄页纸中的至少一者,吸水时间短且水扩散面积大。
19.发明的效果
20.将本发明所涉及的卫生薄页纸中,将相较于相邻的薄页纸而吸水时间短且水扩散面积大的外层的薄页纸的一侧用作擦除水分的面的情况下,该外层的薄页纸能够将所擦除的水分在该外层的薄页纸的面方向相对迅速地扩散,且在厚度方向上相对迅速地吸收。与该外层的薄页纸相邻的薄页纸能够以相对较大的面积承接从该外层的薄页纸中在厚度方向上透过的水分,以相对缓慢的速度在面方向上扩散,且以相对缓慢地速度在厚度方向上被吸收。此外,该外层的薄页纸和与其相邻的薄页纸构成为,以彼此相邻的方式重叠并在两者之间产生间隙,因此,卫生薄页纸能够利用该间隙保持水分。
21.根据本发明的结构,由于水分能够迅速向内部迅速吸收以及迅速地内部扩散,因此,能够防止如下现象:水分在外层的薄页纸的擦除部分饱和而由此在未吸收尽的水分的影响下,擦除部分容易产生破损。此外,能够抑制吸取至内部的水分的移动速度,因此能够抑制水分在厚度方向上穿过卫生薄页纸而从与擦除面相反的一侧的面渗出,即,“水分的渗出(水分
の
裏抜
け
)”的现象。因此,根据本发明,能够提供一种吸水性优异且水分擦除性优异的卫生薄页纸。
附图说明
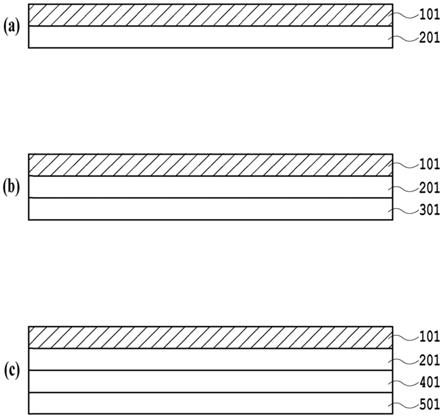
22.图1是用于对本发明的实施方式所涉及的卫生薄页纸的结构进行说明的示意图;
23.图2是表示能够适用于卫生薄页纸的制造的抄纸机的示例的图;
24.图3是表示能够适用于卫生薄页纸用二次原纸卷(二次原反
ロール
)的制造的层压机的示例的示意图;
25.图4是表示由图3的层压机制造的卫生薄页纸的示例的示意图;
26.图5是表示能够适用于本发明的实施方式的卫生薄页纸的表面的显微镜下的照片。
具体实施方式
27.以下,参考附图来说明本发明的实施方式。以下的实施方式及附图的目的是例示,而非限定本发明。
28.(第一实施方式)
29.(卫生薄页纸的制造)
30.图1是用于说明本发明的实施方式所涉及的卫生薄页纸的结构的示意图。在图1中,用相同的符号表示相同的构成要素。
31.图1的(a)表示具有两张薄页纸(薄页纸101、薄页纸201)重叠而成的两层结构的本实施方式所涉及的卫生薄页纸。薄页纸101和薄页纸201分别形成两层结构的外层。图1的(b)表示具有三张薄页纸(薄页纸101、薄页纸201、薄页纸301)重叠而成的三层结构的本实施方式所涉及的卫生薄页纸。薄页纸101和薄页纸301分别形成三层结构的外层。图1的(c)是表示具有四张薄页纸(薄页纸101、薄页纸201、薄页纸401、薄页纸501)重叠而成的四层结
构的本实施方式所涉及的卫生薄页纸。薄页纸101和薄页纸501分别形成四层结构的外层。
32.在图1的(a)~图1的(c)所示例出的各多层结构中,薄页纸101和薄页纸201以彼此相邻的方式重叠,形成一个外层的薄页纸101相较于与其相邻的薄页纸201,具有吸水时间短且水扩散面积大的性质。
33.像这样,本实施方式所涉及的卫生薄页纸为具有多张薄页纸重叠的多层结构的卫生薄页纸。此外,多层结构的多张薄页纸中形成外层的两张薄页纸中的至少一者相较于与其相邻的薄页纸,具有吸水时间短且水扩散面积大的性质。只要满足必要条件,构成本实施方式所涉及的卫生薄页纸的多张薄页纸的张数不限定于图示出的例子,可以为两张、三张、四张、五张或者更多张,即,多层可以为两层、三层、四层、五层、或者更多层。
34.<吸水时间>
35.本发明所涉及的薄页纸的吸水时间是由以日本工业标准jis s3104(1992)“生活用纸”(旧)的吸水度的测定方法为基准的方法而得出的。用移液管从10mm的高度向试片滴加一滴蒸馏水(23
±
1℃、0.1ml),并用秒表测定(以0.1秒为单位)从水滴与试片接触的瞬间起至水被完全地吸收并且试片表面的反射消失为止的时间。进行共五次该实验,将其平均值作为吸水时间。
36.各薄页纸的吸水时间优选为5~25秒左右。形成外层的薄页纸的吸水时间优选为5~18秒,更优选为7~15秒。与形成外层的薄页纸相邻的薄页纸的吸水时间为比形成外层的薄页纸的吸水时间长的时间,优选为8~25秒左右,更优选为10~20秒左右。
37.<水扩散面积>
38.本发明所涉及的薄页纸的水扩散面积是由以日本工业标准jis s3104(1992)“生活用纸”(旧)的吸水度的测定方法为基准的方法而得出的。用移液管从10mm的高度向试片滴加一滴蒸馏水(23
±
1℃、0.1ml),测定水滴与试片接触的瞬间起30秒后的扩散,即分别在试片的md方向及cd方向上扩散的最大长度(mm),并求出两者的乘积。进行共五次该实验,将其平均值作为水扩散面积。
39.各薄页纸的水扩散面积优选为1500mm2以上。形成外层的形成的薄页纸的水扩散面积优选为1700mm2以上,更优选为1900mm2以上。与形成外层的薄页纸相邻的薄页纸的水扩散面积为比形成外层的薄页纸的水扩散面积小的面积,优选为1500mm2以上,更优选为1600mm2以上。
40.(作用效果)
41.参照图1的(a),对本发明的第一实施方式的作用效果进行说明。
42.薄页纸101相较于相邻的薄页纸201,具有吸水时间短且水扩散面积大的性质。若以将卫生薄页纸的表面及里面中由薄页纸101构成的面作为用于擦除水分的擦除面的方式使用卫生薄页纸,则与不经由薄页纸101而通过薄页纸201擦除的情况下相比,所擦除的水分在薄页纸的面方向上迅速地扩散的同时,在薄页纸的厚度方向上迅速地被吸收。这样一来,在薄页纸101内在面方向上扩散且在厚度方向上被吸收的水分若在厚度方向上透过薄页纸101,则接下来被薄页纸201所吸收。
43.此时,由于水分经由薄页纸101在面方向上预先扩散一定程度,因此,薄页纸201能够以相对较大的面积承接从薄页纸101透过的水分。薄页纸201相较于相邻的薄页纸101,具有吸水时间长的性质,能够像这样以相对较大的面积承接水分,因此,不易产生因薄页纸之
间的吸水时间差而无法被薄页纸201马上吸收尽的水分。
44.此外,薄页纸101和薄页纸201构成为以彼相邻的方式重叠,并在薄页纸101与薄页纸201之间产生间隙。因此,即使产生因薄页纸之间的吸水时间差而产生了无法被薄页纸201马上吸收尽的水分的情况下,卫生薄页纸也能够利用薄页纸101与薄页纸201之间产生的间隙来保持水分。
45.像这样,本发明的实施方式所涉及的卫生薄页纸除了能够利用构成卫生薄页纸的各薄页纸的吸水力之外,还能够利用薄页纸之间产生的间隙的水分保持力来吸水,因此,整个卫生薄页纸能够将水分迅速地吸收至结构内部,并具有优异的吸水性。此外,通过该优异的吸水性,可防止如下现象:水分在外层的薄页纸101的擦除部分饱和而由此未吸收尽的水分的影响下,擦除部分容易产生破损。
46.此外,因薄页纸201相较于相邻的薄页纸101,吸水时间长且水扩散面积小,因此,相对迅速地透过薄页纸101的水分接下来在薄页纸201以相对缓慢的速度在面方向上扩散,与此同时在厚度方向上被吸收。即,由卫生薄页纸擦除的水分在薄页纸101内迅速地移动之后,在薄页纸201内缓慢地移动,由此,卫生薄页纸不仅能够将水分迅速地吸取至内部,还能够将吸取至内部的水分相对较长时间地贮存在内部。由此,可防止擦除的水分从与卫生薄页纸的擦除面相反的一侧渗出,即所谓的“水分的渗出”的现象。
47.因此,根据本发明的实施方式,能够提供一种吸水性优异且水分擦除性优异的卫生薄页纸。
48.以上,参照如图1的(a)所示的两层结构的卫生薄页纸,对本发明的第一实施方式的作用效果进行说明。图1的(b)所示的三层结构的卫生薄页纸以及图1的(c)所示的四层结构的卫生薄页纸也是包括与图1的(a)所示的两层结构的卫生薄页纸同样的薄页纸101及薄页纸201的卫生薄页纸,其作用效果可适用同样的说明。关于未图示的五层以上的多层结构的卫生用纸只要构成为,形成多层结构的外层的两张薄页纸中的至少一者相较于与其相邻的薄页纸,具有吸水时间短且水扩散面积大的性质,就可产生上述的作用效果。
49.(薄页纸)
50.作为卫生薄页纸的构成要素的薄页纸利用含有作为纤维原料的纸浆成分的浆料抄纸而获得。薄页纸相当于制造卫生薄页纸的原纸,因此,以下也将薄页纸称为“原纸”或“原纸片材”。
51.(纸浆成分)
52.纸浆成分可列举木浆、非木浆、脱墨纸浆。木浆例如可列举阔叶木浆(阔叶树牛皮纸浆(lkp))、针叶木浆(针叶树牛皮纸浆(nkp))、亚硫酸纸浆(sp)、溶解纸浆(dp)、碱法纸浆(ap)、未漂白牛皮纸浆(ukp)、氧漂白牛皮纸浆(okp)等化学纸浆等。此外,还可列举半化学纸浆(scp)、化学磨木浆(cgp)等半化学纸浆、磨木浆(gp)、热机械纸浆(tmp、bctmp)等机械纸浆,并无特别限定。非木浆可列举棉短绒、皮棉等棉系纸浆、麻、稻草、蔗渣等非木材系纸浆、从海鞘、海藻等分离的纤维素、甲壳质、脱乙酰壳多糖等,并无特别限定。脱墨纸浆可列举以废纸为原料的脱墨纸浆,并无特别限定。纸浆成分可单独使用上述的一种,也可以将两种以上混合使用。这些纸浆成分极大地影响卫生薄页纸的品质,因此根据所需品质适当地选择规定种类及添加比例。
53.例如,优选将选自阔叶木浆及针叶木浆中的至少一种用作纸浆成分。针叶木浆纤
维长并具有强度,能够赋予抄造的薄页纸强度。此外,阔叶木浆纤维短,能够赋予抄造的薄页纸均质性及良好的质感。在本发明的实施方式中,优选使用阔叶木浆和针叶木浆的组合,更优选使用阔叶树牛皮纸浆(lkp)和针叶树牛皮纸浆(nkp)的组合。
54.作为纸浆成分,在使用针叶木浆和阔叶木浆的组合的情况下,表示针叶木浆和阔叶木浆的添加比例(质量比)的l/n例如优选为10/90~90/10,更优选为20/80以上,进一步优选为30/70以上,此外,更优选为80/20以下,进一步优选为70/30以下。
55.(可选成分)
56.原纸片材中,为了达到所需品质及操作稳定性,可以添加各种化学品作为可选成分。作为可选成分,例如可列举干增强剂、湿增强剂、软化剂、膨松剂、染料、香料、分散剂、排水改进剂、树脂控制剂、收率改进剂、涂布剂等。作为干增强剂,例如可列举阳离子化淀粉、聚丙烯酰胺(pam)、羧甲基纤维素(cmc)等。作为湿增强剂,可列举聚酰胺表氯醇、尿素、三聚氰胺、可热交联的聚丙烯酰胺等。作为软化剂,例如可列举阴离子型表面活性剂、非离子型表面活性剂、阳离子型表面活性剂、以及两性表面活性剂等。上述可选成分可以单独使用一种,也可以同时使用两种以上。
57.(基重)
58.根据薄页纸和卫生薄页纸所需品质,原纸片材的基重例如可为7~30g/m2。例如,原纸片材的基重优选为9g/m2以上且优选为25g/m2以下。基重可依据日本工业标准jis p8124的规定来测定。
59.(制造方法)
60.本发明的实施方式所涉及的卫生薄页纸是经过如下工序制造而得的,
61.·
抄造作为其构成要素的薄页纸(原纸片材)并制造卷绕有原纸片材的一次原纸卷(一次原反
ロール
)的工序;
62.·
分别从卷绕有原纸片材的多个一次原纸卷抽出原纸片材,该多个原纸片材彼此重叠地形成多层结构的层叠片材,并且将该层叠片材卷绕于卷芯,以制造卫生薄页纸用二次原纸卷的工序;
63.·
从卫生薄页纸用二次原纸卷抽出层叠片材,根据需要,经由狭缝加工、压花加工、网眼加工、折叠、卷绕、剪裁等工序,加工成规定量及规定尺寸的的纸捆形态或者纸卷形态的卫生薄页纸(产品)的工序。
64.以下,一边参照附图,一边对卫生薄页纸的主要制造工序进行说明。
65.(薄页纸的制造)
66.参照图2,对抄造能够适用于本发明的实施方式的薄页纸(原纸片材)并制造卷绕有原纸片材的一次原纸卷的工序进行说明。
67.(抄纸机)
68.图2示意性表示用于抄造能够适用于本发明的实施方式的薄页纸(原纸片材)并制造卷绕有原纸片材的一次原纸卷的抄纸机的示例。
69.该抄纸机1具备线材部40、按压部42、干燥部44、压光部45、以及卷筒部46。
70.线材部40具备:抄纸网形成为环形带的线材2及线材3、和喷射液体浆的流浆箱8。本实施方式使用的是双线成型方式的抄纸机,但也可以使用圆网成型方式、抽吸预成型方式、月牙成型方式等已知的抄纸机。
71.供应给抄纸机的液体浆是通过向纸浆成分中添加水及视需要的纸增强剂等可选成分,进行打浆处理而形成为浆料状。
72.线材部40中,从流浆箱8向线材2及线材3的卷曲部(nip)稀薄地喷出液体浆9。
73.然后,通过成型辊12,将线材2与线材3压接,喷出的液体浆从线材2及线材3的网眼挤出水分而成为湿纸10。在该线材部40的工序也统称为“湿纸制造工序”。
74.接着,线材3旋转,将线材3上的湿纸10输送至按压部42。按压部42具备将毡形成为环形带的干燥毡22、以及与干燥毡22抵接配置且随着干燥毡22的行进而旋转的多个毡辊。
75.从线材部40输送来的湿纸10被放置在干燥毡22的表面上,湿纸10的水分被干燥毡22的纤维吸收,使得湿纸10脱水。在该按压部42的工序也统称为“脱水工序”。
76.接下来,经按压部42脱水后的湿纸10被输送至干燥部44。干燥部44具备可加热的圆柱状扬克烘缸26,以干燥湿纸10而除去水分。即,将湿纸10压在内部吹入蒸汽而成为加热状态的扬克烘缸26的外周面进行干燥,使湿纸片材变成干燥状态片材。可以在扬克烘缸26的外周面的对面,设置具有热风喷射口的外罩28,配合来自外罩28的热风来干燥湿纸10。将扬克烘缸26的外周面上干燥的片材一边从扬克烘缸26的表面剥离,一边由起皱刮刀29施加称为起皱的非常细的波纹状皱褶。在该干燥部44的工序也统称为“干燥工序”。特别是,与对片材施加起皱相关的一系列工序也称为“起皱工序”。起皱工序的目的是对片材赋予柔软性、蓬松性(蓬松感)、吸收性等、美观(起皱的形状)、手感等。
77.剥离后的片材31被输送至压光部45。压光部具备一对压光辊53、54,该一对压光辊从上下夹持并按压片材31。由此,片材31被压缩,进行纸厚调整及均匀化和表面平滑化等。该工序也统称为“压光加工”。
78.从压光部45输送出的片材31接着被输送往卷筒部46。卷筒部46中,将片材31固定于卷筒34的卷芯38,使卷筒34旋转以卷绕片材31。由此,获得将片材31卷绕为辊状而成的纸筒36。在该卷筒部46的工序也统称为“卷绕工序”。像这样卷绕而得的片材31为可适用于本发明的实施方式的薄页纸(原纸片材)。
79.卷绕有薄页纸(原纸片材)31的形态的纸筒36可用作一次卷纸,用于制造本发明的实施方式涉及的卫生薄页纸。
80.(卫生薄页纸用二次原纸卷的制造)
81.下面,参照图3,对通过一次原纸卷制造本发明的实施方式的卫生薄页纸用二次原纸卷的工序进行说明。在本例中,叠层三张原纸片材来制造三层的二次原纸卷。然而,本实施方式并非仅限与此,也能够适用于叠层两张以上的多张原纸片材而成的多层二次原纸卷的制造。
82.(层压机)
83.图3是表示能够适用于本发明的实施方式所涉及的卫生薄页纸用二次原纸卷的制造的层压机的一例的示意图。
84.从三个一次原纸卷36a、纸卷36b以及36c分别抽出的原纸片材31a、原纸片材31b以及原纸片材31c以在纸辊51形成多层结构的方式叠层。原纸片材的叠层体(以下,也称为“叠层片材”)52根据需要由纵切部55裁断为规定宽度并且由卷纸缸56引导,在卷芯上形成纸卷。由此,如图4的(a)的侧视图所示那样,得到叠层片材52卷绕为辊状的卫生薄页纸用二次原纸卷58。图4的(b)是表示图4的(a)的ⅳb的部分的叠层片材52的局部放大图。如图4的(b)
所示,叠层片材52为多张原纸片材31重叠得而成。在本例中,三张原纸片材31重叠,但该张数是用于例示,并非意图限制本发明。
85.通过这样的方式得到的卫生薄页纸用二次原纸卷58用于产品加工。具体地,从卫生薄页纸用二次原纸卷抽出叠层片材,根据需要,经由狭缝加工、压花加工、网眼加工、折叠、卷绕、剪裁等工序,加工成规定量及规定尺寸的纸捆形态的卫生薄页纸或者纸卷形态的卫生薄页纸。
86.(第二实施方式)
87.参照图1的(b),对本发明的第二实施方式进行说明。只要无特别记载,能够适用于第一实施方式的结构也能够适用于本实施方式。本实施方式能够适用于具有由三张以上的多张薄页纸重叠而成的多层结构的卫生薄页纸。构成本实施方式所涉及的卫生薄页纸的多张薄页纸的张数不限定与图示出的例子,可以为三张、四张、五张、或者更多张,即,多层可以为三层、四层、五层或者更多层。
88.如前所述,图1的(b)所示的卫生薄页纸具有三张薄页纸(薄页纸101、薄页纸201以及薄页纸301)叠层而成的三层结构。薄页纸101和薄页纸301分别形成三层结构的外层。薄页纸101和薄页纸201以彼此相邻的方式重叠,形成一个外层的薄页纸101相较于与其相邻的薄页纸201,具有吸水时间短且水扩散面积大的性质。
89.在此基础上,在第二实施方式中,薄页纸301和薄页纸201以彼此相邻的方式重叠重,形成另一外层的薄页纸301相较于与其相邻的薄页纸201,具有吸水时间短且水扩散面积大的性质。
90.即,第二实施方式所涉及的卫生薄页纸构成为,将形成重叠多张薄页纸的多层结构的外层的两张薄页纸(薄页纸101、薄页纸301)的每张相较于与其相邻的薄页纸(薄页纸201)相比,吸水时间短且水扩散面积大。只要满足该必要条件即可,与形成两个外层的两张薄页纸(薄页纸101、薄页纸301)彼此之间的吸水时间的长短及水扩散面积的大小的关系无关,两张薄页纸(薄页纸101、薄页纸301)可以相同,也可以不同。
91.(作用效果)
92.以相较于相邻的薄页纸,吸水时间短且水扩散面积大的外层薄页纸的一侧作为水分擦除面的方式,使用卫生薄页纸时的作用效果与在第一实施方式中说明的相同。即,根据本发明的实施方式,能够提供一种吸水性优异且水分擦除性优异的卫生薄页纸。此外,在第二实施方式中,在卫生薄页纸的两面具有相较于相邻的薄页纸而吸水时间短且水扩散面积大的外层的薄页纸,因此,无需特别地规定水分的擦除面,可进一步地起到提升水分擦除时的使用自由度的作用效果。
93.以上,参照图1的(b)所示的三层结构的卫生薄页纸,来说明本发明的第二实施方式的作用效果。
94.本实施方式也能够适用于图1的(c)所示的四层结构的卫生薄页纸。在图1的(c)所示的卫生薄页纸中,形成多张(四张)薄页纸重叠而成的多层结构(四层结构)的外层的两张薄页纸(薄页纸101、薄页纸501)中的每张只要相较于与其相邻的薄页纸(薄页纸201、401)相比而吸水时间短且水扩散面积大即可。只要满足该必要条件即可,与形成两个外层的两张薄页纸(薄页纸101、薄页纸501)彼此之间的吸水时间的长短及水扩散面积的大小的关系无关。此外,分别与形成两个外层的两张薄页纸(薄页纸101、薄页纸501)相邻的两张薄页纸
(薄页纸201、薄页纸401)彼此之间的吸水时间的长短及水扩散面积的大小的关系无关。外层的两张薄页纸(薄页纸101、薄页纸501)可以相同,也可以不同。此外,分别与外层的两张薄页纸(薄页纸101、薄页纸501)相邻的两张薄页纸(薄页纸201、薄页纸401)可以相同,也可以不同。
95.需要说明的是,在卫生薄页纸的表里两面中,通过将形成外层的薄页纸和与其相邻的薄页纸的组合设为同样的结构,故无需特别规定水分的擦除面,可进一步地提高本实施方式的效果,如水分擦除时的使用自由度。此外,在卫生薄页纸表里两面中,通过将形成外层的薄页纸和与其相邻的薄页纸的组合设为不同的结构,从而能够确保优异的吸水性及水分擦除性,并且赋予表里两面不同的功能。
96.同样地,本实施方式也能够适用于未图示的五层以上的多层结构的卫生用纸。形成多层结构的外层的两张薄页纸的每张构成为相较于与其相邻的薄页纸,具有吸水时间短且水扩散面积大的性质,就可产生与上述本实施方式所涉及的发明的作用效果。此时,作为多层结构所包括的薄页纸,与形成外层的薄页纸及与其相邻的薄页纸不同的其他薄页纸在吸水时间的长短及水扩散面积的大小无关。
97.(其他实施方式)
98.只要无特别记载,能够适用于第一实施方式及第二实施方式的结构也能够适用于本实施方式。本实施方式能够适用于具有由两张以上的多张薄页纸重叠而成的多层结构的卫生薄页纸。
99.(发明的实现方式)
100.为了实现上述本发明的实施方式所涉及的卫生薄页纸,需要吸水时间及水扩散面积互不相同的至少两种薄页纸。具体地,需要吸水时间相对较短且水扩散面积相对较大的一种薄页纸、和吸水时间相对较长且水扩散面积相对较小的另外一种薄页纸这至少两种。
101.(实现方法)
102.作为获得具有这样关系的两种薄页纸的方法,可列举,例如,使原材料不同而得到两种薄页纸的方法、使除原材料以外的条件不同而得到两种薄页纸的方法、以及将这些方法任意组合而成的方法。
103.(原材料方面的实现方法)
104.作为使原材料不同而得到两种薄页纸的方法,可列举,例如,调整纸浆成分中的针叶木浆和阔叶木浆的添加比例(l/n比)的方法、调整药剂(例如,柔软剂、涂布剂等)的种类及其添加量的方法、以及将这些方法任意组合而成的方法。
105.(l/n比的调整)
106.在采用调整l/n比的方法的情况下,在其他条件相同时,存在阔叶木浆(l)的添加比例越高,则薄页纸的水扩散面积越小的趋势,并存在针叶木浆(n)的添加比例越高,则薄页纸的水扩散面积越大的趋势。因此,在用于外层的一薄页纸中,相较于与其相邻的另一薄页纸,能够通过提高针叶木浆的添加比例来调整水扩散面积。
107.(药剂的种类及添加量的调整)
108.在采用调整药剂(例如,柔软剂、涂布剂等)的种类及添加量的方法的情况下,所采取的方式因药剂的特性而不同。柔软剂为通过将油基导入纸浆成分而赋予柔软性的情况下,存在柔软剂的添加量越多,则薄页纸的吸水时间越长的趋势。在此情况下,外层的薄页
纸相较于与其相邻的薄页纸,能够通过减少柔软剂的添加量来调整吸水时间。此外,涂布剂大体上是为了赋予拒水性而添加的,存在涂布剂的添加量越多,则薄页纸的吸水时间越长的趋势。在此情况下,外层的薄页纸相较于与其相邻的薄页纸,能够通过减少涂布剂的添加量来调整吸水时间。此外,也可以单纯地通过使用特性不同的药剂来调整两种薄页纸的吸水时间。
109.(除原材料方面以外的实现方法)
110.此外,作为使除原材料以外的条件不同而得到两种薄页纸的方法,可列举,例如,起皱率的调整、喷射及线材比(j/w比)的调整、密度的调整、纸厚的调整、加工朝向的调整等。
111.(起皱率的调整)
112.参照图2及图5,对通过调整薄页纸的起皱率而得到两种薄页纸的方法进行说明。
113.<起皱率>
114.本实施方式的薄页纸的起皱率是基于抄纸机的扬克烘缸与卷绕卷筒的圆周速度差(卷绕卷筒的圆周速度≦扬克烘缸的圆周速度)而定义,通过下式(i)算出。
115.起皱率(%)=100
×
(扬克烘缸的圆周速度(m/分钟)-卷绕卷筒的圆周速度(m/分钟))
÷
卷绕卷筒的圆周速度(m/分钟)
···
(i)
116.参考图2,具体来说,在抄纸机1中,通过改变扬克烘缸26的圆周速度及卷绕卷筒34的圆周速度中任一者或两者,从而能够调整所得原纸片材(薄页纸)31的起皱率。
117.从确保所需品质及操作性的观点来说,各薄页纸的起皱率例如可为10%~40%。例如,各薄页纸的起皱率优选为28%以下,更优选为26%以下。此外,各薄页纸的起皱率例如优选为15%以上。通过将起皱率设于上述范围内,可对表面施加适度的凹凸结构,获得良好的肌肤触感、吸水性,同时能够防止使用耐久性下降。
118.图5的(a)及(b)是表示在制造薄页纸时使起皱率不同而得到的、起皱密度不同的薄页纸的显微镜下的照片。
119.<起皱密度>
120.本发明所涉及的薄页纸的起皱密度为在薄页纸的表面md方向的单位长度1cm的线段上具有的起皱脊的数量。起皱密度能够通过以下方式测定。首先,使用光学显微镜拍摄片材表面的放大图像。放大倍数可以为能够用于确认起皱脊的数量的倍数,例如,可以设为40倍左右。在拍摄时,为了从所拍摄的图像中容易地确认起皱脊,可以对拍摄面照射光,在薄页纸的表面因光产生阴影。接下来,从所拍摄的图像中目视计数md方向的单位长度1cm(原尺寸)的线段上具有的起皱脊的数量。在拍摄图像的尺寸在小于md方向上1cm的情况下,可以目视计数md方向的规定长度(实际尺寸)的线段上具有的起皱脊的数量,基于该数值算出md方向上每单位长度1cm的起皱数量。例如,可以目视计数md方向上0.5cm(实际尺寸)的线段上具有的起皱脊的数量,以该计测数的2倍算出md方向上每单位长度1cm的起皱数量。测定值为所拍摄的图像任意三处的(三条线)的平均值。
121.图5的(a)所示的薄页纸的起皱密度为48条/cm,图5的(b)所示的薄页纸的起皱密度为40条/cm。需要说明的是,该情况下的起皱密度为从图5所示的拍摄图像中目视计数md方向上0.5cm(实际尺寸)的线段上具有的起皱脊的数量,以该计测数的2倍算出md方向上每单位长度1cm的起皱数量。
122.本发明者发现,在其他条件相同的情况下,存在起皱密度越高,则薄页纸的水扩散面积越大且吸水时间越短的趋势,并存在起皱密度越低,薄页纸的水扩散面积越小且吸水时间越长的趋势。此外,存在起皱率越高则起皱密度增大,起皱率越低则起皱密降低的趋势。薄页纸的起皱密度能够通过制造薄页纸时调整起皱率来控制。
123.在本发明的一个实施方式中,将图5的(a)所示的起皱密度相对较高的薄页纸用作形成多层结构的外层的薄页纸,将图5的(b)所示的起皱密度相对较低的薄页纸用作与形成多层结构的外层的薄页纸相邻的薄页纸。由此,能够获得如下卫生薄页纸:形成多层结构的外层的两张薄页纸中的至少一者相较于与其相邻的薄页纸,吸水时间短且水扩散面积大。
124.根据本实施方式,能够通过不变更其他条件而仅单纯地调整起皱率,来容易地得到吸水时间及水扩散面积具有期望的关系的多张薄页纸。此外,可将薄页纸的起皱密度作为适用于该薄页纸的卫生薄页纸的制造的可能性的指标。
125.形成外层的薄页纸的起皱密度优选为30~60条/cm,更优选为35~55条/cm。与形成外层的薄页纸相邻的薄页纸的起皱密度为比形成外层的薄页纸的起皱密度低的密度,优选为20~50条/cm,更优选为25~45条/cm。
126.在一个例子中,例如,通过将各薄页纸的起皱率调整至15~25%,从而能够得到可适用于本实施方式的、起皱密度在40~50条/cm的范围内的多张薄页纸。
127.(j/w比的调整)
128.参照图2,对通过j/w比的调整来得到两种薄页纸的方法进行说明。
129.(j/w比)
130.参照图2,在线材部40中,在将从流浆箱8喷出液体浆9时的喷出速度(也称为抄出水流速度、料浆供给速度)作为喷射速度(j),线材的运行速度作为线材速度(w)的情况下,喷射及线材比(j/w比)为两者的速度比。
131.j/w比为管理薄页纸中的纤维取向的指标。如果喷射速度(j)慢且线材速度(w)快,则j/w比小于1。与之相反地,如果喷射速度(j)快且线材速度(w)慢,则j/w比大于1。不论在哪种情况下,所形成的薄页纸中容易在md方向上产生纤维取向。如果j/w比接近1,则薄页纸中的纤维取向示出相对的各向同性。
132.因此,若向所制造的薄页纸滴下水滴,则在j/w比小于1时,j/w越小,水分在纤维取向的md方向上易于扩散,或者在j/w比大于1时,j/w越大,水分在纤维取向的md方向上易于扩散。另一方面,如果j/w比接近1,则水分在薄页纸的厚度方向上容易被吸收,相对地,不易在md方向上扩散。
133.因此,将外层的薄页纸和与其相邻的薄页纸相比,由于薄页纸是在j/w比不同的条件下制造,故而能够调整水扩散面积。通过调整喷射速度和线材速度中的一者或两者,能够控制j/w比。
134.(密度的调整)
135.对通过调整薄页纸的密度来得到两种薄页纸的方法进行说明。
136.(密度)
137.薄页纸的密度能够根据薄页纸的基重及纸厚求出,并通过以下等式(ii)算出。
138.密度(g/cm3)=基重(g/m2)/纸厚(μm)
···
(ii)
139.考虑到薄页纸及卫生薄页纸的品质需求,各薄页纸的密度,例如可以设为0.050~
0.300g/cm3。例如,薄页纸的密度优选为0.100g/cm3以上且0.200g/cm3以下。
140.薄页纸的密度可影响透水性。在为调整密度的方法的情况下,在其他条件相同时,具有密度越低则吸水时间越短的趋势,并具有密度越高则吸水时间越长的趋势。因此,在用于外层的一薄页纸中,可以通过相较于与其相邻的其他薄页纸而降低密度,从而能够调整吸水时间。
141.参照图2,例如,能够通过变更压光部45中的按压条件调整纸厚的方法、在线材部40中变更从流浆箱8喷出的液体浆9的量来调整基重的方法、或者这些方法的组合等方法,调整薄页纸的密度。
142.(纸厚的调整)
143.对通过调整薄页纸的纸厚来得到两种薄页纸的方法进行说明。
144.(纸厚)
145.薄页纸的纸厚是根据日本工业标准jis pj 8118(2014)的规定而测定的。
146.考虑到薄页纸及卫生薄页纸的品质要求,各薄页纸的纸厚,例如,可以设为30μm~250μm。例如,薄页纸的纸厚优选为50μm以上且200μm以下。
147.在薄页纸的基重相同的情况下,纸厚越薄则密度越高,纸厚越厚则密度越低。如上所述,具有薄页纸的密度越低则吸水时间越短的趋势,并具有密度越高则吸水时间越长的趋势。因此,在薄页纸的基重相同的情况下,在用于外层的一薄页纸中,可以通过相较于与其相邻的其他薄页纸,而增厚纸厚,从而缩短吸水时间,进而调整吸水时间。
148.(加工朝向的调整)
149.参照图2、图3以及图4,对通过调整薄页纸的加工朝向来得到两种薄页纸的方法进行说明。
150.由图2的抄纸机1所抄造的薄页纸(原纸片材)31以压接于扬克烘缸26的外周面的面即扬克表面构成一次原纸卷36的卷绕外侧,与扬克表面相反的一侧的面即非扬克表面构成一次原纸卷36的内侧的方式,卷绕于一次原纸卷36。
151.为了容易剥离所干燥的片材31,扬克烘缸26的外周面中使用了离型剂。因此,薄页纸的扬克表面附着有离型剂,由此,扬克表面相较于非扬克表面,水扩散面积变小。故而,多张薄页纸(原纸片材)重叠而成的多层结构(层叠片材)的叠层加工的工序中,通过以水扩散面积相对较大的非扬克表面构成多层结构的外侧这样的朝向,配置用于形成多层结构的外层的薄页纸,从而能够增大外层的薄页纸的水扩散面积。此时,通过水扩散面积相对较小的扬克表面与该外层的薄页纸接触这样的朝向,配置与该外层的薄页纸相邻的薄页纸,从而能够在外侧的薄页纸和与其相邻的薄页纸之间设置与水分擦除的一侧的表面相关的水扩散面积的差。
152.在图3及图4所示的例子中,在重叠多张薄页纸(原纸片材)31而构成多层结构(层叠片材)52的叠层加工的工序中,用于形成多层结构52的外层的薄页纸31a及薄页纸31c以水扩散面积相对较小的扬克表面作为多层结构的外侧的朝向的方式配置。与此相对地,在图3所示的层压机中,通过将一次原纸卷36a及一次原纸卷36c的原纸片材31a及原纸片材31c的抽出方向相反地设置,从而能够使非扬克表面作为外侧,进而将用于形成外层的薄页纸的配置方向相反地设置。或者,在图2所示的抄纸机中,将原纸片材31与卷绕方向相反地设置,通过以扬克表面作为一次原纸卷36的内侧的方式,卷绕原纸片材31,从而在图3所示
的层压机中,无需将原纸片材31a及原纸片材31c的抽出方向相反地设置,就可以通过以水扩散面积相对较大的非扬克表面作为多层结构的外侧的朝向的方式,配置用于形成多层结构的外层的薄页纸。这样一来,通过加工朝向的调整,能够调整水扩散面积。需要说明的是,在上述的说明中的加工朝向只是示例,而非意限定本发明。
153.以上,关于本发明的实现方式,阐述了用于得到具有一薄页纸相较于其他薄页纸而吸水时间短且水扩散面积大的关系的两种薄页纸的各种方法。
154.在本发明一个实施方式,调整起皱率、l/n比、密度、纸厚、药剂的种类(例如,柔软剂、涂布剂等)及其添加量、j/w比、以及加工朝向(扬克面
·
非扬克面)中的至少一者。优选地,在本发明的一个实施方式中,使其他条件相同,仅调整起皱率。根据该实施方式,能够非常容易地进行调整。
155.在本发明的一个实施方式中,调整起皱率、l/n比、密度、纸厚、药剂的种类(例如,柔软剂、涂布剂等)及其添加量、j/w比、以及加工朝向(扬克面
·
非扬克面)中的至少两者。优选地,在本发明的一个实施方式中,使其他条件相同,并调整l/n比和密度。在该实施方式中,将针叶木浆的添加比例相对较高且密度相对较小的薄页纸作为形成外层的薄页纸,并将阔叶木浆的添加比例相对较高且密度相对较大的薄页纸作为与其相邻的薄页纸,从而易于实现所期望的吸水时间及水扩散速度的关系。此外,优选地,在本发明的一个实施方式中,使其他条件相同,并调整加工朝向和密度。像这样,根据本发明的实施方式,通过调整少量的参数,从而能够易于实现所期望的吸水时间及水扩散速度的关系。
156.(发明的用途)
157.作为能够应用本发明的卫生薄页纸,可列举例如,生活用纸、除尘纸、纸巾、厨房用纸以及厕纸等。
158.本发明的实施方式所涉及的卫生薄页纸优选能够伴随“擦去”即“擦拭/抹”动作,用于“去除/去掉”的用途。此外,不仅如此,也可不伴随“擦拭/抹”动作,而仅用于“抵接”“去除/去掉”的用途。
159.符号说明
160.1 抄纸机
161.2、3 线材
162.8 流浆箱
163.9 液体浆
164.10 湿紙
165.12 成型辊
166.22 干燥毡
167.26 扬克烘缸
168.28 外罩
169.31 片材/原纸
170.34 卷筒
171.36 纸筒
172.38 卷芯
173.40 线材部
174.42 按压部
175.44 干燥部
176.45 压光部
177.46 卷筒部
178.51 纸辊
179.52 层叠片材
180.53 压光辊
181.54 压光辊
182.55 纵切部
183.56 卷纸缸
184.58 二次原纸卷
185.101、201、301、401、501 薄页纸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1