加热容器的感温装置的制作方法
加热容器的感温装置
1.技术领域:
2.本实用新型涉及一种加热容器的感温装置,其主要用于玻璃杯或不锈钢杯进行精确感温,特别适用于以发热管或ptc、厚膜、电陶炉等为发热源的发热体与杯体为分体设计的产品,如调奶器、养身壶、电热水壶、煮茶器等产品上使用。
3.
背景技术:
:
4.目前市面上已有的发热源的发热体与杯体为分体设计的(不含ih加热方式)调奶器、养身壶、电热水壶、煮茶器的感温装置主要安装在杯体的底部:
5.如电陶炉加热的煮茶器,其感温装置为热电偶,主要以感应微晶面板的温度,产生高低温的通、断作用,其电路控制的火力档位只能控制其输出功率的大小,而不能检测到容器中水的实际温度。
6.另外,市面上存在的感温装置在主机底部的玻璃材质或不锈钢材质底的调奶器,其感温装置因感温精度的要求,感温头需要与发热体面形成一定的距离,为的是避免发热体表面的温度产生对杯体容器检测温度的影响,结构上需要做一个凸台处理,这个面将直接导致热传导面积的显著减小,从而延长烧水的速率和热效率的减小。
7.
技术实现要素:
:
8.鉴于现有技术的不足,本实用新型的目的在于提供一种加热容器的感温装置,该加热容器的感温装置结构简单、设计合理,有利于较为准确检测到加热容器及其体内盛装液体的温度。
9.本实用新型加热容器的感温装置,其特征在于:包括用于承置加热容器的底座,所述底座的侧部上设有与加热容器外周壁面接触的感温器,所述底座上设有给加热容器底部供热的热源。
10.进一步的,上述底座具有用于围靠并承置加热容器下部的凹陷槽,所述凹陷槽底部设有用于给加热容器提供热源的电发热体,所述电发热体与加热容器接触的表面为平面,该感温器设于底座的侧部,即位于凹陷槽的侧部。
11.进一步的,上述感温器为ntc温度传感器或者为红外线传感器。
12.进一步的,上述感温器与底座的侧部滑动连接,滑动的起始工位与结束工位对应实现位于底座内电发热体的通电与断电。
13.进一步的,上述底座的侧部设有槽孔,所述槽孔内固定设有导向套,所述导向套内设有滑套,所述滑套朝向底座中心的一端固定设有所述感温器,所述滑套远离底座中心的一端与行程开关接触,在滑套的中段设有外凸缘,在滑套上位于外凸缘后侧部套设有将该滑套顶推往底座中心一侧的压缩弹簧,在感温器受到加热容器抵推使滑套往远离底座中心一侧移动到底时,行程开关导通底座内电发热体的电源实现电发热体的通电;在感温器未受到加热容器抵推,滑套在压缩弹簧作用下往靠近底座中心一侧移动,行程开关切断底座内电发热体的电源实现电发热体的断电。
14.进一步的,上述加热容器为玻璃容器,其包括玻璃杯身和与玻璃杯身形成一体的玻璃杯底,所述玻璃杯底底面的平面度公差为0.02-0.30mm。
15.进一步的,上述玻璃杯底底面平面度公差及玻璃杯底厚度的要求由水磨磨平来实现。
16.进一步的,上述玻璃杯底底面刷涂有带有导热金属粉末的涂层;或者玻璃杯底底面进行喷砂处理,或者玻璃杯底底面电镀处理;或者所述玻璃杯底底面粘接有或烧结有导热金属膜层;或者所述玻璃杯底底面设有凹槽,所述凹槽内粘接有导热金属板,导热金属板厚度大于凹槽的槽深;所述玻璃杯底底面粘接有导热金属板,导热金属板底面的平面度公差为0.02-0.30mm,光洁度为
▽
5级以上,玻璃杯底底面的平面度公差大于0.01mm;所述电发热体与玻璃加热容器底面相贴合的表面的平面度公差为0.02-0.30mm,电发热体与玻璃加热容器底面相贴合的表面的光洁度为
▽
5级以上。
17.进一步的,上述电发热体包括铝基板和设在铝基板下表面的呈螺旋形设置的电加热管,铝基板上表面与加热容器底面相贴合,或者所述电发热体包括压铸铝板与电加热管成型后表面喷涂铁氟龙,压铸铝板上表面与玻璃加热容器底面相贴合。
18.本实用新型加热容器感温装置的工作方法,所述加热容器感温装置包括用于承置加热容器的底座,所述底座的侧部上设有与加热容器外壁面接触的感温器,工作时,将加热容器放置在底座上,使感温器接触加热容器的外壁面,当感温器检测到加热容器的外壁面温度达到设定温度时,即切断底座内电发热体的供电。
19.本实用新型玻璃加热容器的工作原理,通过在底座的侧部上设置与加热容器外壁面接触的感温器,从而无需将感温器设置在底座与加热容器底面接触的表面上,可以为导热表面提供更大的接触、导热的面积,提高传热效率,同时感温器不设置在与发热源(或电发热体)靠近的位置,而设置在高于加热容器底面的底座的侧部,使得检测加热容器及其体内液体的温度更为准确。
20.附图说明:
21.图1是本实用新型玻璃加热容器一种实施例的剖面构造示意图;
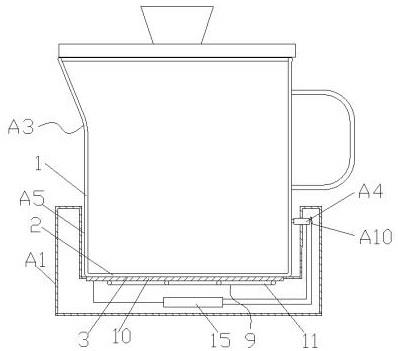
22.图2是本实用新型玻璃加热容器另一种实施例的剖面构造示意图;
23.图3是图2的底座构造示意图;
24.图4是图3中安装感温器和行程开关的具体构造示意图;
25.图5是图4的另一种实施例图;
26.图6是加热容器的剖面构造示意图;
27.图7是图6的俯视图;
28.图8是图6实施例一的a部放大视图;
29.图9是图6实施例二的a部放大视图;
30.图10是图6实施例三的a部放大视图;
31.图11是图6实施例四的a部放大视图;
32.图12是图6实施例五的a部放大视图;
33.图13是图6另一种实施例的a部放大视图;
34.图14是控制原理框图。
35.具体实施方式:
36.下面结合实施例对本实用新型方法作进一步的详细说明。需要特别说明的是,本实用新型的保护范围应当包括但不限于本实施例所公开的技术内容。
37.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
38.底座的一种实施例(如图1所示),底座a1上部为平面,该平面的侧部上设有凸起a2(该凸起仅圆周的局部),在该凸起a2上设有与加热容器a3外壁面接触的感温器a4,底座上设有给加热容器底部供热的热源(本申请发热源即为电发热体9,当然也可以是其它类型的热源,如电陶炉、电磁炉等),底座a1上部平面即为底座所安装电发热体9的上表面,该电发热体9的上表面与加热容器a3的底面接触,即该电发热体的上表面为发热面,且温度较高,使用者容易触碰造成烫伤,因此下面底座采用另一种实施方案。
39.底座的另一种实施例(如图2所示),底座a1具有用于围靠并承置加热容器a3下部的凹陷槽a5,所述凹陷槽a5底部设有用于给加热容器提供热源的电发热体9,所述电发热体9与加热容器接触的表面为平面,该感温器a4设于底座的侧部,也即位于凹陷槽a5的侧部。
40.上述两种实施例的感温器a4均是位于底座a1的侧部,一种是设于侧部凸起a2上,一种设于凹陷槽a5的侧部,从方位上均是位于底座a1侧部的位置。
41.上述两种实施例,通过在底座的侧部上设置与加热容器外周壁面接触的感温器,从而无需将感温器设置在底座与加热容器底面接触的表面(即电发热体上表面)上,可以为导热表面提供更大的接触、导热的面积,提高传热效率,同时感温器不设置在与发热源(或电发热体)靠近的位置,而设置在高于加热容器底面(或电发热体上表面)的底座的侧部,使得检测加热容器及其体内液体的温度不受加热源的影响而更为准确。
42.为了使用方便、稳定可靠,上述感温器为ntc温度传感器或者为红外线传感器,ntc温度传感器是市售广泛使用的ntc电阻热敏温度传感器,其使用时与待测物体表面(本申请中即为加热容器a3外壁面)接触,温度接触更为准确,且成本低,红外线传感器也是烧水壶的一种感温元件。
43.进一步的,为了简化结构,上述感温器a4与底座的侧部是通过滑动连接的,滑动的起始工位与结束工位对应实现位于底座内电发热体的通电与断电,在感温器4位于滑动结束工位时,使位于底座内的电发热体断电,而在感温器a4位于滑动起始工位时,使位于底座内的电发热体通电,实现上述通、断电的结构可以是多种多样的,下面具体描述其一种实施例的构造,但不仅限于此种构造。
44.如图4所示(该图中省略其它固定或限位结构等),底座a1的侧部设有槽孔a7,所述槽孔a7内固定设有导向套a8,所述导向套a8内设有滑套a9,所述滑套a9朝向底座中心(指底座轴心线)的一端具有凹部,该凹部固定设有所述感温器a4,感温器a4的导线穿过滑套a9与底座内部控制器电性连接,所述滑套a9远离底座中心的一端与行程开关a10接触,行程开关a10可以是金属弹性拨片等,在受到滑套的挤压即导通电发热体的电源,而未受到滑套的挤压即切断电发热体的电源,在滑套a9的中段设有外凸缘a11,外凸缘a11外周径与导向套a8内周径相当,使滑套滑动顺畅,在滑套上位于外凸缘a11后侧部(指远离底座中心的一侧)套设有将该滑套顶推往底座中心一侧的压缩弹簧a12,压缩弹簧a12一端抵压在外凸缘a11后侧面,压缩弹簧a12另一端抵压在底座体内的固定件上。
45.另外一种行程开关a10可以是翘板开关(如图5所示),在滑套a9往远离底座中心一端推移时,滑套a9周壁抵压翘板开关的的翘板上,使翘板与触杆接通实现通电,相反即为断电。
46.工作时,在感温器受到加热容器抵推使滑套往远离底座中心一侧移动到底时,行程开关导通底座内电发热体的电源实现电发热体的通电;在感温器未受到加热容器抵推,滑套在压缩弹簧作用下往靠近底座中心一侧移动,行程开关切断底座内电发热体的电源实现电发热体的断电,上述两种实施例的底座均适用于上述滑动结构。
47.本申请的加热容器a3为玻璃制成的,其包括玻璃杯身1和与玻璃杯身形成一体的玻璃杯底2,该玻璃杯底2底面3为平面,与之相贴的导热面即为电发热体的上表面,为整个平面(没有设置如背景技术中所述的用于安装感温装置的凸台),从而可以提高电发热体与玻璃杯底2底面3的接触面积,提供更大的接触、导热的面积,提高了传热效率,缩短加热时间。
48.本申请的加热容器也具有显著特点,下面对本申请的加热容器的具体实施结构予以详细说明:
49.实施例1,本实用新型玻璃加热容器包括玻璃杯身1和与玻璃杯身形成一体的玻璃杯底2,所述玻璃杯底2底面3的平面度公差为0.02-0.30mm,玻璃杯底2底面3较佳的平面度公差为0.03mm-0.05 mm,或者0.03-0.08 mm,该实施例的玻璃杯底2的厚度为1.0-2.2 mm之间,较佳采用1.3-1.5mm,上述玻璃杯底底面平面度公差和玻璃杯底厚度的采用是通过无限次试验获得的较佳方案,玻璃杯底底面平面度公差值再大,其加热效率就会变差,而平面度公差值再小,加工难度很大,会产生大量不良品,从而增加制作成本。
50.此前全玻璃容器作为烧水器一直未能广泛推广的主要原因是,现有玻璃容器的烧水器加热效率极低,即如背景技术中所提及的,装1200 ml水从25℃加热至100℃需要一个小时以上的时间,而本申请即克服了长期以来无法攻克的问题,是革命性的产品;申请人通过研究发现,采用在底面安装加热管的玻璃容器加热效率低的原因是,玻璃容器底面从微观来看其表面是高高低低、非常不平整的,使的加热管与玻璃容器底面的接触为线接触,接触面积非常有效,致使加热效率很低且不均匀,即使采用本申请构造的电发热体作为加热源,两者接触面积依然有限,加热效率依然较低。
51.玻璃杯底底面3的平面度公差0.05mm,厚度1.5 mm的本申请产品在与现有全玻璃烧水壶相同加热功率等条件下通过试验(该试验中采用的发热元件是本申请构造的电发热体),本申请玻璃加热容器装1200 ml水从25℃加热至100℃仅需要13分钟的时间,而现有全玻璃烧水壶装1200ml水从25℃加热至100℃需要60分钟的时间,本申请构造的玻璃加热容器使加热效率显著提高。
52.通过试验,随着玻璃杯底底面3平面度公差值的增加,同样条件下,加热容器装1200ml水从25℃加热至100℃,烧水的时间也在递增,平面度公差0.02、0.03、0.04、0.05、0.08、0.10、0.13、0.15、0.18、0.20、0.25、0.30、0.40、0.50 mm的烧水的时间分别11.8分钟、12分钟、12.4分钟、13分钟、14.7分钟、16.9分钟、19.8分钟、22.7分钟、26.1分钟、29.3分钟、33.5分钟、38分钟、44.6分钟、51.3分钟,所以较佳采用平面度公差0.03-0.08mm。
53.本申请玻璃加热容器周身由玻璃制成,没有任何的电子元件(电子元件位于底座内),可以全身浸入水中清洗,从而确保在玻璃加热容器上的污物可以完全清除,确保人们饮水的质量;同时本申请玻璃加热容器不用电磁加热技术不产生电磁辐射或电陶炉所产生的红外辐射,不会对人体产生健康影响,且本申请玻璃加热容器制作简单、成本低,易于销售推广使用;此外本申请通过底座电发热体与杯底为面接触的热传导,导热面积大且均匀,
加热过程中在玻璃杯底内表面会布满细小的气泡,细小气泡爆破时产生的噪音较小,而现有一般加热水壶或调奶器的电加热管呈圆环状固定在杯底,使其加热集中在圆环的一圈,产生的气泡也即集中在该圆环的一圈,在烧水过程中,就会因加热不均匀在圆环的一圈产生较大的气泡的空气爆破,引起过大的噪音。
54.为了实现玻璃杯底2底面3的平面度公差,上述玻璃杯底底面平面度公差的要求由水磨磨平来实现,水磨磨平具体的操作可以是,高速旋转的磨盘上持续滴水至磨盘表面,人工或机械手将玻璃杯底底面抵压在磨盘表面上,在研磨一定时间后,玻璃杯底底面平面度公差达到要求,当然玻璃杯底底面3的磨平还可以是其它方式的磨平。
55.实施例1-1,该实施例1-1与实施例1的区别在于,在上述玻璃杯底2底面3水磨磨平后喷砂处理,即可获得最经济的外观表面,所述玻璃杯底底面喷砂的粒度在0.01~0.1mm之间,该喷砂处理是在不导致过度损害导热性能的前提下获得最经济的外观及稳定性要求。
56.实施例2,该实施例2与实施例1的区别在于,在上述玻璃杯底2底面3磨平并清洁后(使用水和酒精清洁),在玻璃杯底底面刷涂带有导热金属粉末的涂层4,刷涂带有导热金属粉末的涂层4可以采用丝网印刷的方式,该导热金属粉末可以是金属铝粉或金属铜粉等,该涂层4具体是含导热金属粉的耐高温油漆,耐高温油漆可以是市面购买,在其中掺入导热金属粉末,该涂层4的厚度在0.005-0.0 5mm;通过在玻璃杯底2磨平的底面3上刷涂带有导热金属粉末的涂层4,可以使加热效率进一步提高,通过与实施例1相同的试验,即在本申请玻璃加热容器装1200 ml水从25℃加热至100℃仅需要12分钟左右,加热效率较实施例1提高8%-30%左右,该实施例2同样具有与实施例1其它相同的优点,该实施例中通过玻璃容器底面的水磨磨平等,在该底面形成了磨砂面,该底面的平面度公差0.03-0.05,而粗糙度高于磨平前,也有利于提高丝网印刷涂层4的牢固度。
57.实施例3,上述玻璃杯底底面粘接有或烧结有导热金属膜层。
58.该实施例3与实施例1的区别在于,在上述玻璃杯底2底面3磨平并清洁后,在玻璃杯底底面粘接有或烧结有导热金属膜层5,粘接可以采用导热硅胶13,制作时在导热金属膜层5表面涂导热硅胶,或是在玻璃杯底底面涂导热硅胶,然后将导热金属膜层5附在导热硅胶上并挤压平整;或者通过加热导热金属膜层5直接烧结在玻璃杯底2底面3上,玻璃杯底底面粘接有或烧结有导热金属膜层5,该导热金属膜层5可以是铜膜层、铝膜层、银膜层等,其厚度在0.005-0.5mm,该实施例中较佳采用玻璃杯底底面烧结导热金属膜层5,该种方式可以更好保证安装膜层后表面的平面度公差;同样,该实施例3玻璃杯底底面烧结导热金属膜层5方案与实施例1采用相同的试验,即在本申请玻璃加热容器装1200ml水从25℃加热至100℃仅需要12分钟左右,加热效率较实施例1提高8%-30%左右,该实施例3与实施例2相当,该实施例3同样具有与实施例1其它相同的优点,该实施例中通过玻璃容器底面的水磨磨平等,在该底面形成了磨砂面,该底面的平面度公差0.03-0.05,而粗糙度高于磨平前,也有利于提高导热金属膜层5与底面连接的牢固度。
59.实施例4,上述玻璃杯底底面设有凹槽6,所述凹槽内粘接有导热金属板14,导热金属板厚度大于凹槽的槽深,导热金属板底面的平面度公差为0.03-0.05mm,凹槽6的平面度公差不做要求,制作时,即预先制作具有凹槽6的玻璃坯体,预先制作底面平面度公差为0.03-0.05mm的导热金属板,导热金属板与凹槽的形状、尺寸相当,将导热金属板上面涂覆导热硅胶,将涂有导热硅胶的导热金属板压入凹槽6中,该实施例玻璃坯体的杯底厚度可以
在1.3-2.2 mm,导热金属板厚度1.5-3.3 mm,该实施例4与实施例1采用相同的试验,即在本申请玻璃加热容器装1200 ml水从25℃加热至100℃仅需要13-15分钟左右。
60.实施例5,上述玻璃杯底底面3粘接有导热金属板14,粘接可以采用导热硅胶13,该实施例玻璃坯体的杯底厚度可以在1.3-2.2 mm,导热金属板厚度1.5-3.3 mm,制作时,玻璃杯底底面3可以打磨或没有打磨的情况下,涂覆导热硅胶后贴覆导热金属板14,预先制作的导热金属板的底面的平面度公差为0.02-0.05m,导热金属板的底面的光洁度为
▽
5级以上(指光洁度比5级更高的要求);通过该导热金属板底面的平面度公差要求确保与电发热体9表面的贴合,该实施例5与实施例1采用相同的试验,即在本申请玻璃加热容器装1200 ml水从25℃加热至100℃仅需要13-15分钟左右。
61.另外玻璃杯底底面也可在磨平后进行电镀处理。
62.上述导热金属板14可以是铝板,上述玻璃杯为完全由玻璃制成的水杯或水壶,完全由玻璃制成的水杯可以方便人们查看杯内热水情况,且使用玻璃易于清洁和具有更好的健康、环保的效果,对于在玻璃杯身或玻璃杯底上增加一些其它材质的配件,也认为是本申请的保护范围;导热金属板14和电发热体9的铝基板10可以是圆形,采用圆形构造加工较为方便,当然其它形状也认为落在本申请的保护范围,
63.通常玻璃杯身1和玻璃杯底2为圆角过渡,即在玻璃杯底2的边缘为圆角,上述实施例2、3或5的导热涂层、导热膜层或导热板可以延伸到玻璃杯底2的圆角边缘,从而可以起到对本申请玻璃容器一定的保护作用,但对于导热板的加工具有一定难度,当然也可以没有延伸至玻璃杯底2的边缘;为了有效缓冲由侧面碰撞产生的冲击力,在玻璃杯底的圆角处增加一圈缓冲硅胶圈12以保护玻璃杯不会碰坏。
64.上述实施例1-5的玻璃加热容器a3都可以陷在上述的底座a1内使用,上述玻璃加热容器的下部陷在具有凹陷槽a5的底座内加热,所述凹陷槽底部设有与玻璃加热容器底面相贴的电发热体9,所述电发热体9与玻璃加热容器a3底面相贴合的表面的平面度公差为0.02-0.30mm,光洁度
▽
5级以上,电发热体9表面较佳的平面度公差为0.03-0.05mm,通过电发热体的平面度公差要求,使电发热体的表面可以与玻璃杯底底面较好贴合,可使电发热体的热量较好的传导给玻璃杯底,保证加热效率;通过底座电发热体与杯底平面度公差的要求,实现面接触的热传导,导热面积大且均匀,加热过程中在玻璃杯底内表面会布满细小的气泡,细小气泡爆破时产生的噪音较小,而现有加热水壶或调奶器的电加热管呈圆环状固定在杯底,使其加热集中在圆环的一圈,产生的气泡也即集中在该圆环的一圈,在烧水过程中,就会因加热不均匀在圆环的一圈产生较大的气泡的空气爆破,引起过大的噪音;本申请通过电发热体与杯底为面与面的热传导,导热面积大且均匀,有利于降低烧水气泡的空气爆破噪音。
65.为了设计合理,本申请电发热体9包括铝基板10和设在铝基板下表面的呈螺旋形设置的电加热管11,铝基板10上表面与玻璃加热容器底面3相贴合;铝基板10厚度≥2.5mm,表面镜面抛光,平面度公差较佳采用≤0.03mm,螺旋形布置的电加热管11可以使加热更加均匀,或者上述电发热体包括压铸铝板与电加热管成型后表面喷涂铁氟龙,压铸铝板上表面与玻璃加热容器底面相贴合;电加热管11为现有惯用的加热元件,但目前通常卷绕成圆环形固定在发热体上,其存在加热很不均匀的问题,即在电加热管附近的圆环状温度高,而远离该圆环状的电加热管11温度较低,即会产生上述的加热不均匀的情况,就会产生较大
的气泡的空气爆破,引起过大的噪音,而采用本申请螺旋形布置的电加热管11,虽然略微增加电加热管11的长度,但确保了铝基板6整体温度的均匀,也有利于降低烧水气泡的空气爆破噪音,本申请电加热管11也可以是陷入铝基板10下表面的螺旋形的槽道内(电加热管11与铝基板10接触面增加,热传导效果提高),或是直接安装在电加热管11呈平面的下表面上,玻璃杯底底面3与电发热体9的接触直径不小于128mm,从而确保面接触面积。
66.采用上述的电发热体9较佳,当然也可以采用厚膜发热板、ptc发热体+型材铝基板等结构,但采用厚膜发热板价格昂贵,且表面目前只能为不锈钢基材,表面变形较大,表面加工难度较大;而采用ptc发热体+型材铝基板不易装配,安装的配套结构较复杂。
67.为了实现控温,感温器(ntc温感器)a4、行程开关a10与位于底座内的控制器15电性连接,所述控制器15与电发热体9的电加热管11电性连接;ntc温感器、行程开关a10和控制器15均是市售的广泛使用的产品,目前电加热水壶等也广泛采用该些电子元件组成控温电路。
68.控温的工作原理:通过控制器进行控制电发热体9产生热量,电发热体9通过面与面的接触将热量传导给玻璃杯底,并加热玻璃杯身中的液体,通过感温器(ntc温感器)a4可以感应到玻璃杯中加热液体的温度,当温度达到设定值时由感温器传递信号给控制器15,控制器控制电加热管11断电,从而到达所需控制的温度。
69.上述凹陷槽的槽深10-120 mm,较佳采用50-60mm,通过凹陷槽具有槽深50-60mm,从而有利于玻璃杯放到底座凹陷槽内时的导向,更为关键的作用是使消费者不容易接触到较高温的电发热体表面,避免烫伤。
70.本申请玻璃加热容器周身可以采用高硼玻璃,较佳的平均壁厚≥1.8mm,底部水磨砂磨平,厚度1.0~1.5mm。
71.本实用新型玻璃加热容器的制作方法,所述玻璃加热容器包括玻璃杯身和与玻璃杯身形成一体的玻璃杯底,所述玻璃杯底底面的平面度公差为0.02-0.30mm,制作时,玻璃加热容器根据形状要求制成坯体,该玻璃加热容器坯体的底面为平底,将该玻璃加热容器坯体的底面进行水磨磨平,以使该底面的平面度公差在0.02-0.30mm,并且控制玻璃杯底的厚度在1.0-2.0mm,较佳是平面度公差在0.03-0.05mm,玻璃杯底的厚度在1.3-1.5mm。
72.在水磨磨平并清洁玻璃加热容器底面后,在该底面上刷涂或丝网印刷带有导热金属粉末的涂层;或者喷砂处理;或者在该底面上粘接或烧结导热金属膜层;或者在该底面上使用导热硅胶粘接导热金属板。
73.在制成的玻璃杯底底面具有凹槽,在凹槽内使用导热硅胶粘接预制的导热金属板,导热金属板厚度大于凹槽的槽深,导热金属板直径与凹槽相当,导热金属板底面的平面度公差为0.02-0.30mm,导热金属板底面的平面度公差较佳为0.03-0.05 mm。
74.本实用新型玻璃加热容器通过在玻璃杯底底面进行磨平,使底面的平面度公差达到0.02-0.30mm,从而使其可以与底座电发热体有类似平面度公差要求的表面可以最大程度的贴合,从而有利于显著提高其加热效率,与现有全玻璃烧水壶相同加热功率等条件下通过试验,本申请玻璃加热容器装1200ml水从25℃加热至100℃仅需要少于15分钟的时间,加热效率显著提高;本申请玻璃加热容器周身由玻璃制成,没有任何的电子元件,可以全身浸入水中清洗,从而确保在玻璃加热容器上的污物可以完全清除,确保人们饮水的质量;同时本申请玻璃加热容器不用电磁加热技术不产生电磁辐射,或电陶炉所产生的红外辐射,
不会对人体产生健康影响,且该玻璃加热容器制作简单、成本低,易于销售推广使用;此外本申请通过底座电发热体与杯底为面接触的热传导,导热面积大且均匀,解决了一般加热水壶或调奶器在烧水过程中,因加热不均匀产生空气爆破所引起过大噪音的问题。
75.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1