不变形防水木质餐具及加工方法与流程
1.本发明涉及一次性餐具加工技术领域,尤其涉及不变形防水木质餐具及加工方法。
背景技术:
2.随着环保意识的增强,世界各国都提出禁止使用一次性塑料餐具,一次性塑料餐具已逐步被市场淘汰。一次性木质餐具相对于陶瓷餐不易碎,且具环保易降解的特点,并且木材是植物可以在生,但由于木质餐具木材质的结构是细胞与木制纤维结合其特性易吸水变形,其浸水后易发生变形等问题,特别是于热水中极不稳定。大多数一次木质餐具应注意储存条件,长时间于湿度较大环境中易滋生细菌及发生形变。
3.以木勺为例,目前木勺的加工工艺是将原木旋切成单板,在把单板刻切为平板木勺、木叉、木刀半成品,用加热干燥方式把木质一次性餐具半成品烘干到含水率8
‑
12%,在压型前用食用纯净水浸泡20秒
‑
35秒,在用压型设备将平板木勺、木叉压型处理形成勺型或叉型。压型处理后的木勺再经过辊筒旋转自然摩擦方式工艺上蜡处理,形成表面光滑的木勺,只能达到木勺表面光滑并不能起到防水作用,木勺经过与热水接触后,其勺型变平,恢复原半成品形状变成平板无法使用。
4.cn111347517a公开了一种一次性不变形木质餐具的加工方法,其采用了新的上蜡处理方法,“将产品母料放置于温度为70
‑
80℃的滚筒中,产品母料能够随着滚筒的转动而转动。将融化后的蜡液淋到滚筒内的产品母料上,产品母料在滚动的情况下上蜡处理3
‑
5h。”但这种上蜡处理方式存在技术漏洞,当上蜡产品选择蜂蜡或棕榈蜡时,在70
‑
80℃的条件下并不会呈现液态的蜡液而仅仅为软状的非液态,如按照此方法,处于非液状态的蜡是无法渗入到木材分子内部的,而且此方法无法成立,如果把70
‑
80℃的蜡与一次性木质餐具放到一起在辊筒里旋转3
‑
5h会使一次性木质餐具相互粘在一起。另一方面,该专利文献中,采用先上蜡处理3
‑
5h后于150
‑
200℃热压的方式,但上蜡后的半成品在150
‑
200℃热压其蜡已经达到蒸发条件,蜡会从一次性木质餐具中蒸发掉,无法实现其声称的技术效果。
技术实现要素:
5.为弥补现有技术不足,本发明提供一种特殊加工方法得到的不变形防水木质餐具。该木质餐具具有不易变形、强度大、防水等优势。
6.为实现上述目的,本发明采用如下技术方案:一种不变形防水木质餐具,其本体包括木质餐具头部和柄部,柄部由柄增强部分和柄平滑部分连接组成,柄增强部分的中间凹陷或凸起与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度;柄增强部分与木质餐具头部连接,柄平滑部分位于木质餐具柄部的另一端,柄平滑部分的长度不超过柄部总长度的一半。
7.所述柄增强部分的宽度方向上呈弧形结构,有利于增大木质餐具强度。
8.优选的,所述柄平滑部分的长度为20
‑
50mm,最优选为20mm。
9.进一步的,所述的木质餐具为木勺或木叉。
10.所述的木质餐具的厚度为1.0
‑
2.0mm。
11.所述的木质餐具柄部、木质餐具头部最低点所在延长线的夹角为10度。
12.作为本发明一个优选方案,一种不变形防水木勺,勺本体包括勺头部和勺柄,勺头部为中间凹的圆形或椭圆形结构,勺头部中间凹部与边缘形成光滑曲面,其弧度为45
‑
90度。
13.勺柄由勺柄增强部和勺柄平滑部连接组成,勺柄增强部与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度。勺柄增强部与勺头部连接,勺柄平滑部位于勺柄的另一端,勺柄平滑部长度不超过勺柄总长的一半,优选为20
‑
50mm,最优选为20mm,所述勺柄增强部的弧度弯曲方向与勺头部凹部方向相同或方向相反。勺体厚度为1.0
‑
2.0mm。
14.作为本发明另一个优选方案,一种不变形防水木叉,叉本体包括叉头和叉柄,叉头前部为齿型平带尖齿,叉头后部与叉柄连接,为平滑的曲面,其弧度为45
‑
90度;叉柄由叉柄增强部和叉柄平滑部连接组成,叉柄增强部与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度,叉柄增强部与叉头连接,叉柄平滑部位于本体的另一端,叉柄平滑部长度不超过叉柄总长的一半,优选为20
‑
50mm,最优选为20mm,所述叉柄增强部的弧度弯曲方向与叉头部曲面方向相同或方向相反。
15.本发明另一个目的是,请求保护上述不变形防水木质餐具的加工方法。包括以下步骤:
16.步骤1:把单板刻切成的平板木质餐具成品,用加热干燥方式烘干到含水率8
‑
12%,在压型前用食用纯净水浸泡20秒
‑
35秒,再用压型设备将平板木质餐具成品压制成柄部具有一定弧度的木质餐具。
17.步骤2:将蜂蜡或棕榈蜡放入电加热或燃气加热的可调温加热设备中,把蜂蜡或棕榈蜡加热至145
‑
185℃,使其熔化成蜡液接近沸点,将成型的木质餐具均匀摆放至金属传输带上,木质餐具随着金属传送带运动进入装有蜡液的装置中,于145
‑
185℃蜡液中蒸煮10
‑
60s后取出;然后木质餐具又随着金属传送带进入到80
‑
170℃热风设备中,用热风吹120秒
‑
180秒,使木质餐具表面粘附的液蜡吹干并被木勺吸收;
18.步骤3:将干燥后的木质餐具取出,进行分选,包装得到终产品。
19.所述蜂蜡和棕榈蜡均为食品级。
20.优选的,所述木质餐具母料选择阔叶树种木材。最优选桦木。
21.优选的,把蜂蜡或棕榈蜡加热至165
‑
185℃,使其熔化。
22.优选的,所述木质餐具在165
‑
185℃蜡液中蒸煮10
‑
20s。
23.优选的,所述热风设备中采用170℃热风吹120秒
‑
180秒。
24.本发明从木质餐具结构及加工方法两方面进行改进。
25.(1)从结构上,为解决现有技术中,木勺、木叉强度小及消耗原料多的问题,对形状和材质进行改进。首先将传统平滑的柄改进为具有增强部和平滑部的两部分,柄增强部使勺柄、叉柄具有一定的弧度,可以增加木质餐具柄部的强度,较同样规格的柄在折弧前和折弧后强度增加50%
‑
100%。对于柄增强部和平滑部的两部分长度关系具有特殊限制,平滑部设计长度不能超过柄部总长的一半,若超过该长度无法保证木质餐具强度,若小于柄端20毫米则容易导致开裂问题。本发明的木质餐具头部具有一定弧度,且较传统木质餐具头
部的弧度更大,也可以一定程度上提高木质餐具头部的力学性能和容量。结构的改进使产品强度增大,可以把产品厚度降低25%,大大节约原料。
26.除了对结构的改进,材质的选择也对本发明作出巨大贡献,本发明采用桦木作为母粒,具有密度大、强度高的特点。
27.(2)从加工方法上,为解决现有技术中,木勺、木叉上蜡处理工艺无法从根本上克服木质餐具变形、不防水的问题;本发明将木质餐具在145
‑
185℃蜡液中蒸煮10
‑
60s;并于80
‑
170℃高温热风,在高温条件下蜡液蒸煮可使蜡液分子充分填充到木材细泡与纤维分子内部,以防止木材内部细泡与纤维的缝隙遇热水后膨胀变形等问题。采用高温热风80
‑
170℃吹干120秒
‑
180秒,优选170℃,使木勺表面粘附的液蜡吹干并被木质餐具吸收,使木质餐具表面木质细胞与木质纤维之间的缝隙完全被食品级蜂蜡或棕榈蜡填充粘合,形成了无缝隙表面,水无法浸入到木质餐具内部达到不变形的目的,同时由于食品级蜂蜡或棕榈蜡在木质细胞和木质纤维之间的粘合大大增加了一次木质勺的强度,且高温热风吹干的方式还可以防止在木质餐具表面形成蜡膜。
28.与现有技术相比,本发明的有益效果是:
29.(1)解决现有技术中,木质餐具上蜡处理工艺无法从根本上克服木质餐具变形、不防水的问题;经过本发明的加工方法使木质餐具可以在75℃水中煮制15
‑
20分达到不变形的效果。
30.(2)木质餐具强度高且容积大,同时极大程度节约原料用量。
31.(3)制作工艺简便、可行,用流水线方式来完成,适合规模化生产。
附图说明
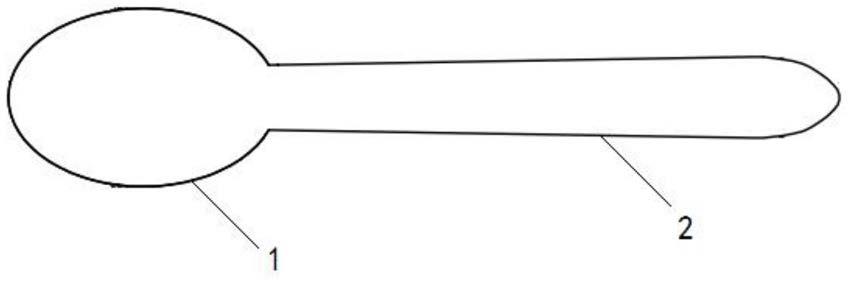
32.图1为木勺主视图;
33.图2为木勺侧视图ⅰ;
34.图3为图2木勺侧视图ⅰ中a
‑
a、b
‑
b、c
‑
c截面;
35.图4为木勺侧视图ⅱ;
36.图5为图4木勺侧视图ⅱ中a
‑
a、b
‑
b、c
‑
c截面;
37.图6为木叉主视图;
38.图7为木叉侧视图ⅰ;
39.图8为图7木叉侧视图ⅰ中a
‑
a、b
‑
b、c
‑
c截面;
40.图9为木叉侧视图ⅱ;
41.图10为图9木叉侧视图ⅱ中a
‑
a、b
‑
b、c
‑
c截面。
42.其中,1、勺头部,2、勺柄,3、勺柄增强部,4、勺柄平滑部;5、叉头,6、叉柄,7、叉柄增强部,8、叉柄平滑部。
具体实施方式
43.下面结合附图和实施例对本发明创造进一步详述。如无特殊说明,下述实施例中所用实验器材、材料、试剂等均可从商业途径获得。本发明中弧度45
‑
90度指的是该弧度所对应的角的度数为45
‑
90度。
44.实施例1
45.一种不易变形防水木勺,勺本体包括勺头部1和勺柄2,勺头部1为中间凹的圆形或椭圆形结构,勺头部1中间凹部与边缘形成光滑曲面,其弧度为45
‑
90度。增加勺体弧度后,勺头部1的厚度较传统勺深2
‑
3mm,使其容积增加。勺头部1中间凹部最低点所在延长线与勺柄2所在延长线的夹角为10度。
46.勺柄2由勺柄增强部3和勺柄平滑部4组成,勺柄增强部3与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度。勺柄增强部3与勺头部1连接,勺柄平滑部4位于勺柄2的另一端,勺柄平滑部4长度不超过勺柄2总长的一半。勺体厚度为1.0
‑
2.0mm。所述勺柄增强部3与勺头部1凹部弯曲的方向相同或方向相反。勺柄2形成弧形后会增加勺柄2的强度,同样规格的勺柄2在折弧前和折弧后强度增加50%
‑
100%。
47.实施例2
48.一种不易变形防水木勺,勺本体包括勺头部1和勺柄2,勺头部1为中间凹的圆形或椭圆形结构,勺头部1中间凹部与边缘形成光滑曲面,其弧度为45
‑
90度。勺头部1中间凹部最低点所在延长线与勺柄2所在延长线的夹角为10度。
49.勺柄2由勺柄增强部3和勺柄平滑部4组成,勺柄增强部3与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度。勺柄增强部3与勺头部1连接,勺柄平滑部4位于勺本体的另一端,勺柄平滑部4长度为20
‑
50mm。勺体厚度为1.5mm。勺柄增强部3与勺头部凹部弯曲的方向相反,如图2
‑
3。
50.实施例3
51.一种不易变形防水木勺,勺本体包括勺头部1和勺柄2,勺头部1为中间凹的圆形或椭圆形结构,勺头部1中间凹部与边缘形成光滑曲面,其弧度为45度。勺头部1中间凹部最低点所在延长线与勺柄2所在延长线的夹角为10度。
52.勺柄2由勺柄增强部3和勺柄平滑部4组成,勺柄增强部3与其边缘形成具有一定弧度的曲面,其弧度为45度。勺柄增强部3一端与勺头部1连接,勺柄增强部3的另一端与勺柄平滑部4连接,使勺柄平滑部4位于勺本体的另一端,勺柄平滑部4的长度为20mm,即,勺柄平滑部4的起始点距勺柄2尾部为20mm。勺体厚度为1.5mm。勺柄增强部3与勺头部1凹部方向相同,如图4
‑
5。
53.实施例4
54.步骤1:把单板刻切成的平板木勺成品,用加热干燥方式烘干到含水率8
‑
12%,在压型前用食用纯净水浸泡20秒
‑
35秒,再用压型设备将平板木勺成品压制成具有弧形勺柄的木勺。木勺母料为桦木。
55.步骤2:将食品级蜂蜡或棕榈蜡放入电加热或燃气加热的可调温加热设备中,把食品级蜂蜡或棕榈蜡加热至145
‑
185℃,使其熔化成蜡液接近沸点,将成型的木勺均匀摆放至金属传输带上,木勺随着金属传送带运动进入于145
‑
185℃蜡液中蒸煮10
‑
60s后取出;然后木勺又随着金属传送带进入到80
‑
170℃热风设备中,用热风吹120秒
‑
180秒。
56.步骤3:将干燥后的木勺取出,进行分选,包装得到终产品。
57.实施例5
58.一种不易变形防水木叉,叉本体包括叉头5和叉柄6,叉头5前部为齿型平带尖齿,叉头5后部与叉柄6连接,为平滑的曲面,其弧度为45
‑
90度;叉头5最低点所在延长线与叉柄6所在延长线的夹角为10度。
59.叉柄6由叉柄增强部7和叉柄平滑部8连接组成,叉柄增强部7与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度,叉柄增强部7与叉头5连接,叉柄平滑部8位于本体的另一端,叉柄平滑部8长度不超过叉柄6总长的一半,所述叉柄增强部7的弯曲方向与叉头部5曲面方向相反,如图7
‑
8。
60.实施例6
61.一种不易变形防水木叉,叉本体包括叉头5和叉柄6,叉头5前部为齿型平带尖齿,叉头5后部与叉柄6连接,为平滑的曲面,其弧度为45
‑
90度;叉头5最低点所在延长线与叉柄6所在延长线的夹角为10度。
62.叉柄6由叉柄增强部7和叉柄平滑部8连接组成,叉柄增强部7与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度,叉柄增强部7与叉头5连接,叉柄平滑部8位于本体的另一端,叉柄平滑部8长度不超过叉柄6总长的一半,所述叉柄增强部7的弯曲方向与叉头部5曲面方向相同,如图9
‑
10。
63.实施例7
64.一种不易变形防水木叉,叉本体包括叉头5和叉柄6,叉头5前部为齿型平带尖齿,叉头5后部与叉柄6连接,为平滑的曲面,其弧度为45
‑
90度;叉头5最低点所在延长线与叉柄6所在延长线的夹角为10度。
65.叉柄6由叉柄增强部7和叉柄平滑部8连接组成,叉柄增强部7与其边缘形成具有一定弧度的曲面,其弧度为45
‑
90度,叉柄增强部7与叉头5连接,叉柄平滑部8位于本体的另一端,叉柄平滑部8长度不超过叉柄6总长的一半,所述叉柄增强部7的弯曲方向与叉头部5曲面方向相反。叉柄平滑部8长度为20mm。叉体厚度为1.5mm。
66.实施例8
67.步骤1:把单板刻切成的平板木叉成品,用加热干燥方式烘干到含水率8
‑
12%,在压型前用食用纯净水浸泡20秒
‑
35秒,再用压型设备将平板木叉成品压制成柄部具有一定弧度的木叉;
68.步骤2:将蜂蜡或棕榈蜡放入电加热或燃气加热的可调温加热设备中,把蜂蜡或棕榈蜡加热至145
‑
185℃,使其熔化成蜡液接近沸点,将成型的木叉均匀摆放至金属传输带上,木叉随着金属传送带运动进入装有蜡液的装置中,于145
‑
185℃蜡液中蒸煮10
‑
60s后取出;然后木叉又随着金属传送带进入到80
‑
170℃热风设备中,用热风吹120秒
‑
180秒,使木叉表面粘附的液蜡吹干并被木叉吸收;
69.步骤3:将干燥后的木叉取出,进行分选,包装得到终产品。木叉母料为桦木。
70.以上所述,仅为本发明创造较佳的具体实施方式,但本发明创造的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明创造披露的技术范围内,根据本发明创造的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明创造的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1