自动烹饪机的制作方法
1.本申请涉及食品生产机械领域,特别涉及一种自动烹饪机。
背景技术:
2.儿童食品市场中,食品自身的口感、营养成分决定了重复购买率,但食品的外在形象往往决定了能否吸引用户第一次购买;目前,食品外在形象越新颖,趣味性越高,市场反馈越好。
3.根据市场需求,本申请提出一种能批量化制作外形新颖、趣味性高的食物的自动烹饪机。
技术实现要素:
4.本申请提出一种能批量化制作外形新颖、趣味性高的食物的自动烹饪机。
5.本申请提供一种自动烹饪机,采用如下的技术方案:一种自动烹饪机,包括机箱,所述机箱具有安装腔,所述机箱上开设有与安装腔相通的出口;所述机箱上安装有盛料器皿,所述盛料器皿具有通入安装腔的出料口,所述盛料器皿于出料口处安装有启闭阀门;所述机箱于安装腔中安装有第一往复机构和第二往复机构,所述第一往复机构上安装有接料盘,所述第二往复机构上安装有封盖;所述第一往复机构驱使接料盘作往复平移运动,所述第二往复机构驱使封盖作往复竖直运动,使封盖抵压于接料盘上;所述接料盘和/或封盖具有加热功能;所述接料盘和/或封盖具有模拟动物图案、人物图案、植物图案、平面图案或曲面图案的物料容纳腔。
6.通过采用上述技术方案,自动烹饪机批量生产时,向盛料器皿中加入面料,面料通过出料口流入到接料盘的物料容纳腔中,接料盘承接一定量后,通过阀门关闭出料口;第一往复机构启动,驱使接料盘平移至生产区中;第二往复机构启动,驱使封盖下移,并盖合在接料盘上;接料盘和/或封盖加热,对面料进行烙制,待面料按照容纳腔图案烙制成型后,第二往复机构驱使封盖上移,第三往复机构由出口将接料盘平移或翻转,将烙制成型的食物移动或翻转至外置容器内,完成自动烙制。第一往复机构复位,开启下一批制作流程;本自动烹饪机将落料、接料、封盘、加热烙制、出料过程集成在机箱中,整个制作流程实现自动化作业,用户只需加料、收料、更换不同图案的料盘即可实现批量化自动烙制特定形状的食物;外形新颖、趣味性高的食物对儿童更具吸引力,通过本自动烹饪机生产的食物,更适应儿童食品市场。
7.可选的,所述第一往复机构上安装有第三往复机构,所述接料盘安装于第三往复机构上;所述第一往复机构驱使第三往复机构和接料盘作往复平移运动;所述第三往复机构驱使接料盘出入机箱的出口。
8.通过采用上述技术方案,第三往复机构将接料盘从生产区中移出机箱外,方便用户收集更换接料盘;批量化自动生产既可以使用同一个接料盘进行烙制,也可更换不同的接料盘进行工作。
9.可选的,所述第一往复机构、第二往复机构或第三往复机构选自往复执行机构。
10.通过采用上述技术方案,往复执行机构属于成熟产品,选用往复执行机构作为驱动件,可根据驱动行程需求灵活选配选用产品,产品出现故障也便于维修或更换。
11.可选的,所述第一往复机构、第二往复机构或第三往复机构选用齿轮齿条啮合传动实现直线往复驱动。
12.通过采用上述技术方案,齿轮齿条啮合传动具有传动平稳、可靠性高及反映迅速的优点,选用齿轮齿条传动机构作为驱动件,能有效提高接料盘和封盖的移动效率。
13.可选的,所述第一往复机构、第二往复机构或第三往复机构选用伸缩螺旋传动实现直线往复驱动。
14.通过采用上述技术方案,螺纹传动具有高传动精度和高稳定性的优点,选用丝杠传动机构作为驱动件,能有效提高接料盘和封盖移动的平稳性。
15.可选的,所述第一往复机构、第二往复机构或第三往复机构包括沿各自驱动路径分布的导轨和齿条、滑动安装在导轨上的安装座、安装在安装座上的电机,以及安装在电机输出轴上的齿轮,所述齿轮与齿条相啮合。
16.通过采用上述技术方案,电机工作带动齿轮转动,经过齿轮和齿条的啮合传动,驱动安装座在导轨上作平移运动,达到往复机构的驱动目的。
17.可选的,所述第三往复机构的安装座顶部转动安装有安装板,所述接料盘安装在安装板上;所述安装板的翻转角度为0
‑
180
°
。
18.通过采用上述技术方案,摆动液压缸工作,通过带动安装板的转轴转动,驱使安装板及接料盘向外翻转,将接料盘中的食物进行倾倒,达到自动卸料的目的。
19.可选的,所述第三往复机构的安装座顶部滑动安装有安装板,所述接料盘安装在安装板上;所述第三往复机构的安装座上安装有驱使安装板作往复运动的动力机构。
20.通过采用上述技术方案,动力机构工作,通过推拉安装板,驱使安装板及接料盘向外移动,离开生产区域,再进行卸料,使自动卸料机构能适应多种工作环境。
21.可选的,所述机箱的出口上铰接有箱门,所述机箱内连接有通过弹力驱使箱门朝向出口转动的回位机构。
22.通过采用上述技术方案,回位机构对箱门施加拉力,以使箱门在不受外力影响下保持在竖直状态,将出口封闭,避免对机箱内部环境造成干扰。
23.可选的,所述盛料器皿底部竖向转动安装有搅拌轴,所述搅拌轴上端安装有搅拌刀,所述盛料器皿下方安装有与搅拌轴传动连接的电机;所述搅拌轴与出料口错位布置。
24.通过采用上述技术方案,搅拌电机工作,通过搅拌轴带动盛料器皿中的搅拌刀转动,将盛料器皿中的面料拨向出料口处。
25.综上所述,本申请的自动烹饪机将落料、接料、封盘、加热烙制、出料过程集成在机箱中,整个制作流程实现自动化作业,用户只需加料、收料、更换不同图案的料盘即可实现批量化自动烙制特定形状的食物;外形新颖、趣味性高的食物对儿童更具吸引力,通过本自动烹饪机生产的食物,更适应儿童食品市场。
附图说明
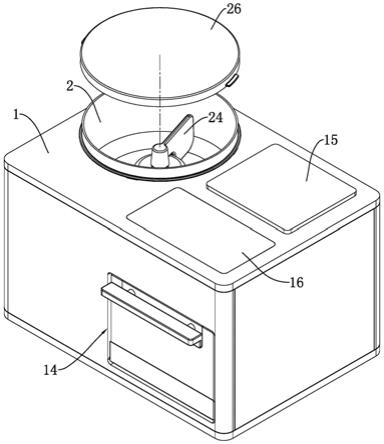
26.图1是本申请实施例1中机箱的结构示意图。
27.图2是本申请实施例1中机箱的内部结构示意图。
28.图3是本申请实施例1中盛料器皿的结构示意图。
29.图4是本申请实施例1中第一往复机构和第二往复机构的结构示意图。
30.图5至图7是图解性描述,示出了实施例1中接料盘、封盖的物料容纳腔类型。
31.图8是本申请实施例2中第一往复机构和第三往复机构的结构示意图。
32.图9是本申请实施例4中箱门闭合的结构示意图。
33.图10是本申请实施例4中箱门开启的结构示意图。
34.附图标记说明:1、机箱;11、上料区;12、接料区;13、生产区;14、出口;15、电子秤;16、电子显示屏;2、盛料器皿;21、出料口;22、阀门;23、搅拌轴;24、搅拌刀;25、搅拌电机;26、盖体;3、接料盘;4、封盖;5、第一往复机构;51、第一安装座;52、第一导轨;53、第一齿条;54、第一齿轮;55、第一动力电机;6、第二往复机构;61、第二安装座;62、第二导轨;63、第二齿条;64、第二齿轮;65、第二动力电机;7、第三往复机构;71、第三安装座;72、第三导轨;73、第三齿条;74、第三齿轮;75、第三动力电机;8、箱门;81、支撑座;9、回位机构;91、弹簧;92、连接片。
具体实施方式
35.以下结合附图对本申请作进一步详细说明。
36.本申请实施例公开一种自动烹饪机。
37.实施例1参照图1和图2,自动烹饪机包括机箱1、盛料器皿2、接料盘3、封盖4,以及两组往复机构。
38.其中,机箱1内部划分有上料区11、接料区12和生产区13,其中上料区11位于接料区12正上方,生产区13位于上料区11和接料区12一侧;机箱1的顶部开设有与上料区11相通的安装口,机箱1的侧壁上开设有与生产区13相通的出口14。机箱1顶部于安装口一侧设置有电子秤15和电子显示屏16。
39.参照图1和图3,盛料器皿2为顶部敞口的容器,盛料器皿2顶部盖设有将其内部打开或封闭的盖体26,盛料器皿2底部开有出料口21,出料口21上安装有阀门22,通过阀门22控制出料口21的开闭;阀门22可选为蝶阀或球阀等,本实施例以电动球阀为例进行说明。
40.盛料器皿2中还安装有搅拌机构,搅拌机构包括竖直转动安装在盛料器皿2底部中间位置处的搅拌轴23、固接在搅拌轴23上端的搅拌刀24,和安装在盛料器皿2下方、与搅拌轴23传动连接的搅拌电机25;阀门22与搅拌轴23错位设置。搅拌电机25工作,通过搅拌轴23带动盛料器皿2中的搅拌刀24转动,将盛料器皿2中的面料拨入出料口21中。本实施例中,搅拌轴23与搅拌电机25的传动方式选为同步带传动;当然,传动方式还可选为链传动、齿轮传动或直接驱动等。
41.盛料器皿2通过安装口安装在机箱1上,盛料器皿2底部的阀门22和搅拌电机25等伸入至上料区11中。
42.参照图2和图4,接料盘3和一组往复机构安装在接料区12中,将该组往复机构设为第一往复机构5;接料盘3安装在第一往复机构5上,第一往复机构5安装在机箱1底壁上,第一往复机构5驱使接料盘3于接料区12和生产区13内作往复平移运动;接料盘3位于接料区
12中,与出料口21位置相对应。
43.封盖4和另一组往复机构位于生产区13的顶部,将该组往复机构设为第二往复机构6;封盖4安装在第二往复机构6上,第二往复机构6安装在机箱1顶壁上,第二往复机构6驱使封盖4于生产区13内作往复竖直运动;接料盘3位于生产区13中,与封盖4位置相对应,并与机箱1的出口14对齐。
44.接料盘3和/或封盖4中均有物料容纳腔,参照图5至图7,接料盘3和/或封盖4的物料容纳腔形状可设置为动物图案、植物图案、人物图案、方形的平面图案,或类似甜甜圈的曲面图案等,通过更换接料盘3、封盖4,实现食物图案形状的更换。
45.自动烹饪机于接料盘3和/或封盖4的安装位置处,设置有温控器和电热丝,使接料盘3和/或封盖4具有加热功能;当然,还可选用其他加热机构实现接料盘3和/或封盖4的加热功能。
46.本申请的自动烹饪机生产时,先在电子秤15上称重食材,控制面粉、糖、鸡蛋比例,然后向盛料器皿2中加入各食材,拌和好的面料通过出料口21流入到接料盘3中,接料盘3承接一定量后,通过电动球阀关闭出料口21;第一往复机构5启动,驱使接料盘3平移至生产区13中;第二往复机构6启动,驱使封盖4下移,并盖合在接料盘3上;接料盘3和/或封盖4加热,对面料进行烙制,待食物烙制成型后,第二往复机构6驱使封盖4上移,人工或用工具取出接料盘3中的食物,或者通过第一往复机构5继续驱使接料盘3向外移动或翻转,将接料盘中的食物移出或翻转至外置容器内,达到自动卸料的目的,实现批量化自动烙制特定形状的食物。
47.接料盘3、封盖4,以及各往复机构并不局限于布置在机箱1的接料区12和生产区中,只要最终能驱使封盖4能盖合在接料盘3即可。本实施例中各往复机构的运动行程可通过限位开关限定。
48.具体的,第一往复机构5、第二往复机构6可以选为气缸、液压缸或电动推杆等标准的往复执行机构,也可通过齿轮齿条啮合传动实现直线往复驱动,还可通过丝杠传动实现直线往复驱动。
49.以第一往复机构5为例进行说明,当第一往复机构5选为标准的往复执行机构时,往复执行机构安装在机箱1底壁上,往复执行机构的输出端朝向生产区13布置,并固接一安装座,接料盘3可采用螺接或卡接的方式临时固定在安装座上,加热机构也可布置在安装座上;往复执行机构通过推拉安装座实现对接料盘3的驱动。
50.当第一往复机构5选为齿轮齿条传动机构时,参照图4,第一往复机构5包括从接料区12向生产区13往复位移的第一安装座51,机箱1底壁上沿第一安装座51运动路径安装有第一导轨52和第一齿条53,第一安装座51与第一导轨52滑动配合;第一安装座51上安装有第一动力电机55,第一动力电机55输出端安装有第一齿轮54,第一齿轮54与第一齿条53啮合连接。第一动力电机55工作,通过第一齿轮54和第一齿条53的啮合传动,驱动第一安装座51在第一导轨52上作平移运动。
51.第一安装座51上具有接料盘3的放置区域,接料盘3可临时固定在第一安装座51的放置区域中,加热机构也可布置在该放置区域中。
52.当第一往复机构5选为丝杠传动机构时,第一往复机构5包括从接料区12向生产区13往复位移的安装座,机箱1底壁上沿安装座运动路径转动安装有丝杠,安装座与丝杠螺纹
配合;机箱1内部还安装有电机,通过电机带动丝杠转动,从而驱使安装座在丝杠上作平移运动。接料盘3可临时固定在安装座上,加热机构也可布置在安装座上。
53.同理,当第二往复机构6选为标准的往复执行机构时,往复执行机构竖直安装在机箱1顶壁上,往复执行机构的输出端向下设置,并固接一安装座,封盖4可采用螺接或卡接的方式临时固定在安装座上,加热机构也可布置在安装座上;往复执行机构通过推拉安装座实现对封盖4的驱动。
54.当第二往复机构6选为齿轮齿条传动机构时,参照图4,第二往复机构6包括于生产区13内作竖向往复位移的第二安装座61,机箱1顶壁与底壁之间沿第二安装座61运动路径安装有第二导轨62和第二齿条63,第二安装座61与第二导轨62滑动配合;第二安装座61上安装有第二动力电机65,第二动力电机65输出端安装有第二齿轮64,第二齿轮64与第二齿条63啮合连接。第二动力电机65工作,通过第二齿轮64和第二齿条63的啮合传动,驱动第二安装座61在第二导轨62上作竖向运动。
55.封盖4可临时固定在第二安装座61的底部,加热机构也可布置在第二安装座61底部。
56.当第二往复机构6选为丝杠传动机构时,第二往复机构6包括于生产区13内作竖向往复位移的安装座,机箱1顶壁与底壁之间沿安装座运动路径转动安装有丝杠,安装座与丝杠螺纹配合;机箱1内部还安装有电机,通过电机带动丝杠转动,从而驱使安装座在丝杠上作竖向运动。封盖4可临时固定在安装座上,加热机构也可布置在安装座上。
57.实施例2本实施例与实施例1的区别在于,第一往复机构5上安装有第三往复机构7,接料盘3安装在第三往复机构7上;第三往复机构7和接料盘3经过第一往复机构5的驱使,在接料区12和生产区13内作往复平移运动,第三往复机构7驱使接料盘3在生产区13中,通过机箱1的出口14出入机箱1。
58.第三往复机构7可以选为气缸、液压缸或电动推杆等标准的往复执行机构,也可通过齿轮齿条啮合传动实现直线往复驱动,还可通过丝杠传动实现直线往复驱动。
59.当第三往复机构7选为标准的往复执行机构时,往复执行机构安装在第一往复机构5的安装座上,往复执行机构的输出端固接一安装座,接料盘3可采用螺接或卡接的方式临时固定在安装座上,加热机构也可布置在安装座上;往复执行机构通过推拉安装座实现对接料盘3的驱动。
60.当第三往复机构7选为齿轮齿条传动机构时,参照图8,第三往复机构7包括从生产区13向机箱1外部往复位移的第三安装座71,第一往复机构5的安装座上沿第三安装座71运动路径安装有第三导轨72和第三齿条73,第三安装座71与第三导轨72滑动配合;第三安装座71上安装有第三动力电机75,第三动力电机75输出端安装有第三齿轮74,第三齿轮74与第三齿条73啮合连接。第三动力电机75工作,通过第三齿轮74和第三齿条73的啮合传动,驱动第三安装座71在第三导轨72上作平移运动。
61.第三安装座71上具有接料盘3的放置区域,接料盘3可临时固定在第三安装座71的放置区域中,加热机构也可布置在该放置区域中。
62.当第三往复机构7选为丝杠传动机构时,第三往复机构7包括从生产区13向机箱1外部往复位移的安装座,第一往复机构5的安装座上沿安装座运动路径转动安装有丝杠,安
装座与丝杠螺纹配合;安装座上还安装有电机,通过电机带动丝杠转动,从而驱使安装座在丝杠上作平移运动。接料盘3可临时固定在安装座上,加热机构也可布置在安装座上。
63.实施例3本实施例与实施例2的区别在于,第三往复机构7的安装座顶部转动安装或滑动安装有安装板,安装板能相对于第三往复机构7的安装座进行运动,达到自动卸料的目的。接料盘3可采用螺接或卡接的方式临时固定在安装板上,加热机构也可布置在安装板上。
64.如安装板转动安装在安装座上,安装板可通过转轴转动安装在安装座上,使安装板能相对于第三往复机构7的安装座翻转180
°
;转轴的轴向与接料盘3进出机箱1的方向一致。
65.第三往复机构7的安装座上还安装有摆动液压缸,摆动液压缸与转轴一端键连接,安装板与转轴固定连接;摆动液压缸工作,通过带动转轴转动,驱使安装板及接料盘3向外翻转,将接料盘3中的食物进行倾倒,从而实现自动卸料。
66.如安装板滑动安装在安装座上,可在安装板上固接滑块,在安装座顶部开设滑槽,安装板通过滑块与滑槽配合滑动安装在安装座上,使安装板能移出安装座;第三往复机构7的安装座上还安装有往复动力机构,如电动推杆;通过往复动力机构推动安装板驱使安装板及接料盘向外移动,将接料盘中的食物移出,从而实现自动卸料。
67.同理,安装板及驱使其翻转或移动的机构也可安装在第一往复机构5的安装座上,以使第一往复机构5具有自动卸料功能。
68.实施例4本实施例与实施例2的区别在于,参照图9和图10,本实施例在机箱1的出口14处通过转轴铰接有箱门8,箱门8的铰接点设置在箱门8下端,并位于第一往复机构5安装座的下方;机箱1的侧端设置有倾斜布置的弹簧91,弹簧91的上端挂接在机箱1上,弹簧91的下端连接有连接片92,连接片92与箱门8相铰接,连接片92与箱门8的铰接点位于箱门8自身铰接点的上方,此时弹簧91处于拉伸状态,弹簧91和连接片92配合构成了箱门8的回位机构9;拉伸状态下的弹簧91对箱门8施加拉力,以使箱门8在不受外力影响下保持在竖直状态,将出口14封闭。
69.第一往复机构5或第三往复机构7的安装座伸出机箱1时,安装座推动箱门8向外翻转,安装座伸出机箱1后进行卸料操作;安装座进入机箱1的过程中,逐渐减少对箱门8的限位,箱门8在弹簧91弹力的作用下,朝向机箱1的出口14转动,待安装座复位后,箱门8重新恢复至竖直状态,对出口14进行遮挡。
70.进一步的,在箱门8的自由端上固接有支撑座81,支撑座81位于箱门8背离机箱1的一侧;支撑座81随箱门8同步转动,当安装座伸出机箱1后,支撑座81支撑在地面上,为安装座提供稳定支撑。
71.本具体实施例仅仅是对本申请的解释,其并不是对本申请的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本申请的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1