一种家具用全铝复合板材的制作方法
1.本发明涉及复合金属板材技术领域,具体涉及一种家具用全铝复合板材。
背景技术:
2.全铝复合板材一般由中间层的泡沫铝板材与板材侧方的铝板组成,现有技术中,泡沫铝板材与铝板之间可以通过粘膜固定,如公开号cn109747237b公开了一种泡沫铝复合板材生产工艺,通过胶膜将泡沫铝板材与板材粘在一起,也可以通过钎焊固定,如公开号cn110481116a公开了一种泡沫铝复合板及其制作方法,通过钎焊在真空室中高温形成整体,也可以通过3d打印成型,如申请号201611115086.8公开了一种泡沫铝复合板熔化成型的方法,通过3d打印的方法打印成泡沫铝芯与外周的铝板。
3.以上方法都难以连续快速的生产大量铝型材。
4.综上所述,过去没有尝试过通过焊接尤其是激光焊接将铝板与泡沫铝板固定的方式,这是由于其他的焊接方式损伤极大,容易因高温使表面的铝板变形,由于激光具有折射聚焦的光学性质,激光焊接通过激光束聚焦后形成光斑点,且光斑的形状可以调整,使能量集中,使得焊接铝板的时候只熔融一小部分,熔融传导出的热使铝板软化的部分也较少,而大部分铝板不熔融也不软化,可以保持原有平整的形状不变,所以激光焊接变形小,可以使加工出的工件表面平整。
技术实现要素:
5.本发明要解决上述的技术问题,本发明提供一种家具用全铝复合板材。
6.本发明的目的是以下述方式实现的:一种家具用全铝复合板材,包括泡沫铝板,泡沫铝板两侧激光焊接铝板。
7.泡沫铝板的厚度为5-50毫米,所述铝板的厚度为0.4-2毫米。
8.焊缝的距离为0-20毫米,焊缝沿铝板的宽度方向上焊接。
9.焊缝与激光焦点处光斑的直径一致,所述焊缝的间距与泡沫铝板内泡沫孔洞的平均直径一致。
10.焊缝在铝板一侧熔融厚度为0.05-0.3毫米,软化厚度与熔融厚度之和小于铝板厚度的2/3,使得铝板另一面平整无软化痕迹。
11.泡沫铝板为纯铝或铝合金,所述铝板为纯铝或铝合金。
12.相对于现有技术,本发明全铝复合板材通过激光进行焊接,铝板变形小,使加工出的工件表面平整。
附图说明
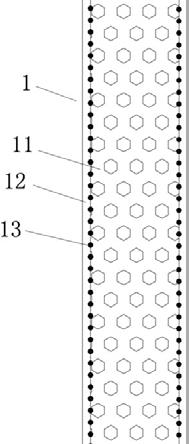
13.图1是本发明全铝复合板材的结构示意图;图2是全铝复合板材开始制备的结构示意图;图3是全铝复合板材制备过程中的结构示意图;
图4是图3的a处(焊接处)的放大图;图5是全铝复合板材斜角l型的连接结构;图6是全铝复合板材缺角l型的连接结构;图7是全铝复合板材圆角l型的连接结构;图8是全铝复合板材第一种t型的连接结构;图9是全铝复合板材第二种t型的连接结构;图10是全铝复合板材第三种t型的连接结构;图11是泡沫铝板之间设置双头倒刺的结构示意图。
14.其中,1、全铝复合板材;11、泡沫铝板;12、铝板;121、熔融厚度;122、软化厚度;13、焊缝;2、铝带卷;3、主动辊;4、被动辊;5、激光焊枪;51、焊接光点;61、全铝复合板材a;62、全铝复合板材b;63、全铝复合板材c;7、连接焊缝;8、双头倒刺。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.在本发明中,除非另有明确的规定和限定,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
17.实施例1:如附图1-4所示,一种家具用全铝复合板材,包括泡沫铝板11,泡沫铝板11两侧激光焊接铝板12。
18.一种家具用全铝复合板材制备方法,包括以下步骤:(1)准备5-50毫米厚度的泡沫铝板11;(2)用高压空气气流冲洗泡沫铝板11的外表面;(3)将清洗后的泡沫铝板11用被动辊4夹持固定;(4)准备两卷0.4-2毫米厚的铝带卷2;(5)向前进给泡沫铝板11直到主动辊3之间,将两卷铝带2的端头置于泡沫铝板11端头两侧,并一起夹持于主动辊3之间;(6)在铝带与泡沫铝板11分开的前方设置上下移动的激光焊枪5,调整激光焊枪5的焦点,使激光焊枪5的焦点位于铝带与泡沫铝板11压接的边缘线上,打开激光焊枪5,使激光焊枪5的焦点沿边缘线由铝带宽度方向的一侧向另一侧进行焊接,焊接完成后,主动辊转动使焊接在一起的铝带与泡沫铝板11移动焊缝的距离,进行下一个焊缝的焊接,经过焊接与主动辊3压紧的铝带形成铝板12;(7)焊后在主动辊3的后方由被动辊4将焊好的全铝复合板材1夹持。
19.实施例2:本实施例是对实施例1的进一步限定,泡沫铝板11的厚度为5-50毫米,铝板12的厚度为0.4-2毫米。
20.实施例3:本实施例是对实施例1的进一步限定,两条焊缝13之间的距离为0-20毫米,焊缝沿铝板的宽度方向上焊接,当两条焊缝13之间的距离为0时,是指一条焊缝13完成后,主动辊3进给一个光点(即一条焊缝13)的距离,使焊缝13紧贴,实现完全焊接。
21.实施例4:本实施例是对实施例3的进一步限定,焊缝13与激光焦点处光斑的直径一致,所述焊缝13的间距与泡沫铝板11内泡沫孔洞的平均直径一致,这样虽然没有实现完全焊接,但是焊接速度会更快,焊接处焊点会更加均匀。
22.实施例5:本实施例是对实施例4的进一步限定,焊缝13在铝板12一侧熔融厚度121为0.05-0.3毫米,软化厚度122与熔融厚度121之和小于铝板12厚度的2/3,使得铝板12另一面(即朝外的一面)平整无软化痕迹,优选的,软化厚度122与熔融厚度121之和为铝板12厚度的1/3-2/3之间。
23.实施例6:本实施例是对实施例1的进一步限定,泡沫铝板11为纯铝或铝合金,铝板12为纯铝或铝合金。
24.实施例7:本实施例是对实施例1的进一步限定,步骤(6)中激光焊枪5焦点处焊接光点51的横截面的直径为0.2-0.5毫米。
25.实施例8:本实施例是对实施例7的进一步限定,焊接光点51的1/3
±
1/5用于熔融铝带,焊接光点51的2/3
±
1/5用于熔融泡沫铝板11,由于铝带更薄,而泡沫铝板11更厚且容易形变,这样设置既可以减少铝带形变厚度,也加快了焊接速度。
26.实施例9:本实施例是对实施例1的进一步限定,激光焊枪5横向的移动速度为10-600mm/s。
27.实施例10:本实施例是对实施例1的进一步限定,主动辊3对铝带和泡沫铝板11具有挤压力,挤压力使泡沫铝板11厚度每侧缩小0.1-0.3mm,由于在焊接的时候泡沫铝板11表面熔融,通过挤压使得泡沫铝板11厚度在每侧缩小,使得铝带和泡沫铝板11压的更紧密,铝带被压平固定为铝板12。
28.由于激光具有折射聚焦的光学性质,激光焊接通过激光束聚焦后形成光斑点,且光斑的形状可以调整,使能量集中,使得焊接铝板的时候只熔融一小部分,熔融传导出的热使铝板软化的部分也较少,而大部分铝板不熔融也不软化,可以保持原有平整的形状不变,所以激光焊接变形小,可以使加工出的工件表面平整,通过这种方式,相较于现有技术,可以极大地提高产能,使全铝复合板材生产高速化。
29.实施例11:一种家具用全铝复合板材的连接结构,包括全铝复合板材1,全铝复合板材1的两边为铝板12,中间为泡沫铝板11,铝板12与泡沫铝板11之间通过激光焊接,其连接结构为铝板12与铝板12之间的焊接,焊接后经打磨平整,所述的焊接为两块全铝复合板材1之间形成角度的焊接,两块全铝复合板材1之间通过至少两条连接焊缝7进行焊接。
30.实施例12:本实施例是对实施例11的进一步限定,形成角度的焊接为l型连接。
31.实施例13:本实施例是对实施例12的进一步限定,l型连接可以为图5所示,全铝复合板材a61和全铝复合板材b62的斜边连接,连接焊缝7位于全铝复合板材a61和全铝复合板材b62的铝板12相接部位,为两块全铝复合板材1的内侧铝板12之间焊接,外侧铝板12之间焊接。
32.实施例14:本实施例是对实施例12的进一步限定,l型连接也可以为如图6所示,全铝复合板材a61挖去一块,形成与全铝复合板材b62相配合的部分,全铝复合板材b62的内侧铝板12伸至全铝复合板材a61的外侧板,两个内侧铝板之间焊接,两个外侧铝板之间焊接。
33.实施例15:本实施例是对实施例12的进一步限定,l型连接也可以为如图7所示,全铝复合板材b62的内侧铝板伸至全铝复合板材a61的外侧板,全铝复合板材b62的内侧铝板12与全铝复合板材a61两侧的铝板焊接。
34.实施例16:本实施例是对实施例11的进一步限定,形成角度的焊接为t型连接。
35.实施例17:本实施例是对实施例16的进一步限定,t型连接如图8或图10所示,全铝复合板材a61的端头的两块铝板12与全铝复合板材b62的一侧的铝板12焊接,图8与图10的区别在于图8中全铝复合板材a61和全铝复合板材b62的泡沫铝板11相接触。
36.实施例18:本实施例是对实施例16的进一步限定,t型连接也可以如图9所示全铝复合板材a61的端头的两块铝板12穿过全铝复合板材b62一侧的铝板12和泡沫铝板11,并与所穿过的的铝板12焊接。
37.实施例19:本实施例是对实施例11-18的进一步限定,在板材形成角度的连接的侧方焊接全铝复合板材c63,形成立体的连接,焊接的逻辑基于上述的l型连接与t型连接,是在挖去全铝复合板材c63一部分后将焊接好的全铝复合板材a61和全铝复合板材b62与全铝复合板材c63配合,形成立体结构,连接焊缝7暴露于外侧。
38.实施例20:如图11所示,在上述连接件中,两块全铝复合板材1的泡沫铝板11接触的位置设置至少一根双头倒刺8,增强连接轻度。
39.上述的l形连接与t型连接中全铝复合板材a61和全铝复合板材b62之间形成直角,是为了方便示意,而并非对与角度的限制,只要基于本发明所述连接逻辑,都应属于本发明保护范围。
40.所有的板式家具,均可以通过数块全铝复合板材1并基于上述的连接逻辑进行连接。
41.以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本发明整体构思前提下,还可以作出若干改变和改进,这些也应该视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1