木弹簧、制造木弹簧的方法及螺旋干燥器、木弹簧织物及木弹簧的用途与流程
本公开总体上涉及包装材料领域,更具体地,涉及由木条制成的包装材料和绝缘材料,以及涉及制造木条包装材料的方法。
背景技术:
1、木丝棉(wooden wool)由细长的木屑杂乱地彼此堆叠而成,其作为包装填充材料在全世界范围内广为人知。专利申请jp2009240449a描述了螺旋扭曲的木屑的使用,该螺旋扭曲的木屑的厚度为50500μm(优选50-150μm)、拉伸长度为1-5cm和宽度优选为1-10mm。扭曲的木屑在切割过程中从木屑中获得其螺旋扭曲的形状。这种木屑的螺距沿木屑变化,在木屑的不同部分不相等,并且横截面的直径在木屑的不同部分也不同。因此,这种木屑不适合制造织物类材料。
2、木丝棉在历史上一直用来保护易碎物品,主要作为包装的填充材料,但是现在使用相对较少,并且主要是因为其装饰性而使用,这是因为木丝棉提供的保护不均匀且有限,并且在处理过程中会产生大量木丝碎片形式的废料,而因为当木丝棉撕裂时可能会切割木丝的边缘,在处理过程中也需要佩戴手套。
3、此外,为了使木丝棉更容易处理,木材会被切成薄片,使得制造木丝绵需要消耗大量木材。然而,这样切割木材会损失木材的强度。
4、由于上述原因,如今主要使用包装颗粒、泡罩膜或其变体作为包装填充材料,然而,全球趋势是减少塑料的使用并转而使用可生物降解材料,因此需要用于易于处理的和低成本的可生物降解包装填充材料。
5、木丝棉、包装颗粒和泡罩膜还有一个严重的额外缺点,即它们会占用大量的物理空间,这使得它们的运输和储存成本都很高。现今,气泡膜或其变体主要用于包裹和填充包装物品,但全球趋势是减少塑料的使用并转而使用可生物降解的包装材料,因此需要新颖的、低成本的和可生物降解的泡罩膜。泡罩膜有一个明显的缺点,泡罩膜在物理上占据了很大的空间,这使得运输和储存成本很高。
技术实现思路
1、本公开的目的是提供一种包装材料和制造包装材料的方法,其克服了现有技术中遇到的问题。本公开的目的是提供一种易于使用但廉价的木质可生物降解包装填充材料,其充分利用了木材的强度,此外,其在运输和储存期间将占用更少的空间。为实现本公开的目的,提供了一种包装填充材料和一种通过木弹簧制造包装填充材料的方法,所述木弹簧具有新颖的形状和特征以便于处理。本公开的目的在于提供一种新型的可生物降解织物材料,其具有泡沫塑料般的物理保护特性,使用方式与泡沫塑料薄膜一样简便,且生产成本与泡沫膜相同或更低,且卷曲起来占用的空间更小,因此运输和存储成本相比于泡沫膜也更低。为了实现本公开的目的,发明人提供了一种新型的织物材料,其包括具有螺旋线圈的横截面形状的木弹簧,其中木弹簧相互交织,木弹簧与至少两个并排的木弹簧交织以形成木弹簧织物。
2、在一方面,本公开的实施例提供了一种由木条形成的木弹簧,其中木弹簧包括具有第一端部和第二端部的螺旋结构,其中第一端部的直径为d2,第二端部的直径为d3,以及包括在螺旋结构的第一端部和第二端部之间的多个线圈,其中螺旋结构的平均厚度a为0.2-2.0毫米(mm);螺旋结构的平均宽度b、b2为1-10mm;线圈的平均直径d为6-60mm;线圈的平均螺距s为4-40mm;木弹簧的伸展长度i为10-5000mm。
3、在另一方面,本公开的实施例提供了一种用于制造木弹簧的螺旋干燥器,其包括具有第一端部和第二端部的管状弹簧成型装置、适于加热管状弹簧成型装置的热源、适于沿着管状弹簧成型装置拖动木条以将木条缠绕成木弹簧的驱动机构。
4、在第三方面,本公开的实施例提供了一种制造木弹簧的方法,其包括从木质材料上切割出木条;将木条的第一端部送入预热至60-300摄氏度的螺旋干燥器中;通过至少部分地沿着螺旋干燥器的管状弹簧成型装置拖动木条,至少部分地干燥木条。
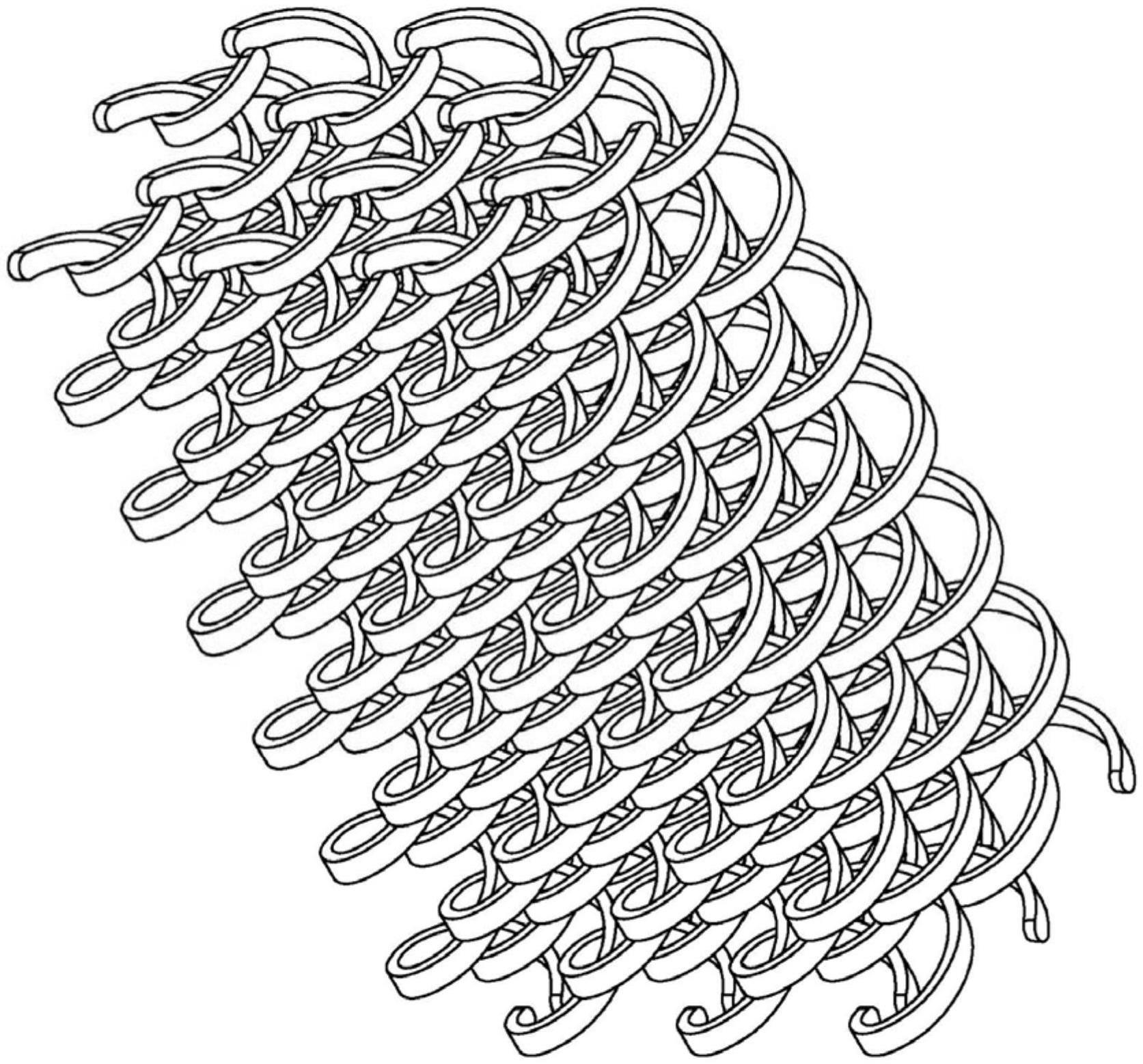
5、在第四方面,本公开的实施例提供了一种木弹簧织物,其包括根据本公开的实施例的木弹簧,其中两个或多个并排的木弹簧通过木弹簧的线圈相互交织。
6、在第五方面,本公开实施例提供了根据本公开的实施例的木弹簧用于包装材料、包装填充材料、包装、窗帘制作、床垫制作、内饰或设计元素制作的用途。
7、本公开的实施例消除了现有技术中的上述问题,并且能够提供用于包装材料、包装填充材料、包装、窗帘制作、床垫制作、内饰或设计元素制作的生物可降解材料。通过附图以及结合所附权利要求阐述的具体实施方式,本公开的其它方面、优点、特征和目的将变得显而易见。
技术特征:
1.一种由木条制成的木弹簧,其中所述木弹簧包括
2.根据权利要求1所述的木弹簧,其特征在于,所述平均宽度(b、b2)大于并排的两个线圈之间的平均距离(c2)。
3.根据权利要求1或2所述的木弹簧,其特征在于,所述木弹簧包括以下项中至少一个
4.根据前述权利要求中任一项所述的木弹簧,其特征在于,平均直径(d2)小于平均直径(d3)。
5.根据前述权利要求中任一项所述的木弹簧,其特征在于,所述木弹簧包括一个或多个折断标记。
6.根据前述权利要求中任一项所述的木弹簧,其特征在于,所述木弹簧的横截面形状为圆形、椭圆形、链节形。
7.一种用于制造木弹簧的螺旋干燥器(600),其包括
8.根据权利要求7所述的螺旋干燥器,其特征在于,所述管状弹簧成型装置包括形成在管状弹簧成型装置的外表面上的螺旋槽。
9.根据权利要求7或8所述的螺旋干燥器,其特征在于,所述热源适于至少从管状弹簧成型装置的内部或管状弹簧成型装置的外部加热所述管状弹簧成型装置。
10.根据权利要求7至9中任一项所述的螺旋干燥器,其特征在于,所述驱动机构包括附接在管状弹簧成型装置周围的一个或多个传动装置,以及适于使一个或多个传动装置沿着弹簧成型装置移动的驱动装置。
11.根据权利要求7-10任一项所述的螺旋干燥器,其特征在于,所述螺旋干燥器还包括打磨机构。
12.一种制造木弹簧的方法,其包括
13.根据权利要求12所述的方法,其特征在于,所述方法包括预润湿所述木质材料。
14.根据权利要求12或13所述的方法,其特征在于,所述方法包括打磨木条的表面或打磨木弹簧的表面。
15.根据权利要求12至14中任一项所述的方法,其特征在于,所述方法包括由机器视觉系统控制以自动确定木条的类别,其中所述确定包括
16.一种木弹簧织物,其包括根据权利要求1至6中任一项所述的木弹簧,其特征在于,两个或多个并排的木弹簧通过木弹簧的线圈相互交织。
17.根据权利要求16所述的木弹簧织物,其特征在于,交织的木弹簧形成多层的和/或多柱状的木弹簧织物。
18.根据权利要求16或17所述的木弹簧织物,其特征在于,木弹簧的轴线与木质织物的侧部成70至115度的α角或25至65度的β角。
19.根据权利要求16至18中任一项所述的木弹簧织物,其特征在于,木弹簧的轴线朝向木质织物的长边方向或朝向木弹簧织物的侧表面的法线n的方向。
20.根据权利要求1至6中任一项所述的木弹簧的用途,所述木弹簧用于包装材料、包装填充材料、包装、窗帘制作、床垫制作、内饰或设计元素制作。
技术总结
一种包括木条的木弹簧,该木条具有包括中等厚度a、中等宽度b和伸展长度I,其特征在于,木条的线圈使用制造螺旋形的木弹簧的方法而制成,该线圈具有平均直径d和平均螺距s,其中:a为0.2‑2mm,b为1‑10mm,I为10‑5000mm,d为6‑60mm,s为4‑40mm。一种木弹簧交织而成的木质织物,其包括螺旋形的木条,木弹簧通过至少两个并排的木质弹簧交织而形成木弹簧织物。
技术研发人员:R·兰斯伯格
受保护的技术使用者:雷库包装有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!