一种洗碗机把手组件以及用于该把手组件的自动装配设备的制作方法
1.本实用新型属于洗碗机配件技术领域,更具体地说,涉及一种洗碗机把手组件以及用于该把手组件的自动装配设备。
背景技术:
2.随着社会的不断进步,人们对厨房电器的智能化程度越来越高,洗碗机由于其自身清洁效果好、具有多种消毒功能以及省时省力等优点,而备受人们青睐。对于洗碗机,其内部配置有装载餐具的碗篮,该碗篮上一般设有供人手操作的把手,方便对碗篮进行推拉操作,取放餐具。
3.由于碗篮把手对尺寸、强度具有较高要求,以及还需要具有一定的美观性。现有的把手基本由把手本体及钣金面板构成,然后通过螺钉将把手本体及钣金面板紧固在一起。采用螺钉连接虽然能够保证两者间的连接强度,但螺钉连接,操作相对繁琐,不利于提高装配效率。另外,由于螺钉长期处于带水的环境中,容易锈死,不利于后期的更换操作。
4.经检索,中国专利申请号为201822126905.x的申请案,公开了一种把手、具有该把手的碗篮及洗碗机。该申请案中,把手包括由陶瓷或玻璃材料制作前盖与后盖,所述前盖的内侧嵌有金属螺套,后盖的外侧设有沉孔,前盖与后盖通过螺钉连接。该申请案虽然可以提高把手的整体强度,但前、后盖通过螺钉连接,操作相对耗时,不利于提高生产效率。
技术实现要素:
5.1、要解决的问题
6.针对以上现有技术中存在的至少一些问题,本实用新型提供了一种洗碗机把手组件。本实用新型的把手组件,采用卡扣式连接,操作简单、快捷,可提高装配效率。
7.另外,本实用新型还提供了一种把手组件的自动装配设备,能够完成把手组件的自动装配,在提高装配效率的同时,还保证了把手组件的连接强度。
8.2、技术方案
9.为了解决上述问题,本实用新型所采用的技术方案如下:
10.本实用新型的一种洗碗机把手组件,包括把手本体以及面板,所述的把手本体上设有第一卡槽和第二卡槽,面板上的卡扣与第一卡槽相配合,卡爪与第二卡槽相配合。
11.进一步地,所述的把手本体包括第一侧板和第二侧板,第一侧板的内壁上设有容纳槽,第二侧板上设有第一避让口以及第二避让口。
12.进一步地,所述的第一侧板上设置有手握部,面板上设有与手握部相适配的槽口。
13.进一步地,所述的卡扣设置有3个,且位于面板上靠近顶部的位置;卡爪设置有4个,位于面板上靠近底部的位置。
14.本实用新型的一种把手组件的自动装配设备,用于对上述的把手组件进行自动装配,其包括操作平台,所述的操作平台上设有定位组件和冲压组件,定位组件对把手组件进行固定限位,冲压组件用于对把手组件上的卡爪进行折弯压紧。
15.进一步地,所述的定位组件包括第一定位块、第二定位块、第三定位块以及定位压头,其中,第一定位块、第二定位块以及第三定位块围成一放置空间。
16.进一步地,所述的冲压组件包括安装座,安装座上设有若干冲压头,且该安装座由气缸驱动其进行上下移动。
17.进一步地,所述的操作平台上有第一导轨,定位组件沿着该第一导轨在水平方向上远离或靠近冲压头。
18.进一步地,所述的安装座设有第二导轨和激光测距仪,该激光测距仪沿着第二导轨进行水平方向的移动,且移动方向与定位组件的移动方向相互垂直。
19.3、有益效果
20.相比于现有技术,本实用新型的有益效果为:
21.(1)本实用新型的一种洗碗机把手组件,采用卡扣式连接,通过卡扣与第一卡槽的相互配合、卡爪与第二卡槽的相互配合,使得整个装配操作简单、快捷,进而可提高装配效率;另外,相比于传统的螺钉连接,卡扣式连接省去了螺钉的使用,可有效避免因螺钉生锈而带来更换困难的问题。
22.(2)本实用新型的一种把手组件的自动装配设备,包括定位组件和冲压组件,定位组件包括安装座,安装座上设有若干冲压头,该安装座由气缸驱动其进行上下移动;当定位组件带动把手组件移动至指定位置时,气缸驱动冲压头下压,冲压头通过第一避让口将把手组件上的卡爪压紧,使其服帖到位,从而保证了把手本体和面板之间连接的稳定性。
23.(3)本实用新型的一种把手组件的自动装配设备,定位组件包括第一定位块、第二定位块、第三定位块以及定位压头,把手组件放置于三块定位块围成的空间内,可防止把手组件在自动装配过程中发生水平方向的错位;定位压头穿过把手组件上的第二避让口,对把手组件进行压紧,可防止把手组件在自动装配过程中发生竖直方向方向的错位。
24.(4)本实用新型的一种把手组件的自动装配设备,还包括激光测距仪,当冲压头对卡爪进行压紧操作后,激光测距仪对压紧后的卡爪进行压贴高度检测,如果卡爪面低于容纳槽的深度,则判定合格,反之则判不合格,激光测距仪的设置,可进一步保证卡爪的压紧效果,从而确保把手组件的结构稳定性。
附图说明
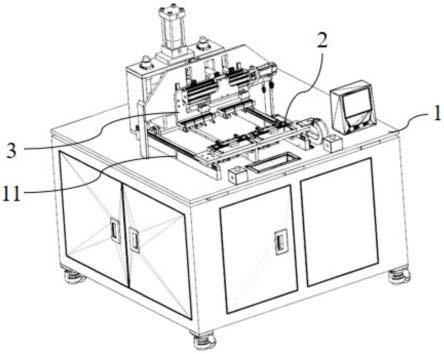
25.图1为本实用新型的自动装配设备的结构示意图;
26.图2为本实用新型中定位组件的结构示意图;
27.图3为本实用新型中冲压组件的结构示意图;
28.图4为本实用新型中把手组件的结构示意图;
29.图5为本实用新型中把手本体的结构示意图;
30.图6为本实用新型中冲压头与把手组件的动作示意图;
31.图7为本实用新型中把手组件的卡爪压紧示意图。
32.图中:1、操作平台;11、第一导轨;
33.2、定位组件;21、第一定位块;22、第二定位块;23、第三定位块;24、定位压头;
34.3、冲压组件;31、安装座;32、冲压头;33、气缸;34、第二导轨;35、激光测距仪;
35.4、把手组件;41、把手本体;411、第一卡槽;412、第二卡槽;413、第一侧板;414、第
二侧板;415、第一避让口;416、第二避让口;417、容纳槽;418、手握部;
36.42、面板;421、卡扣;422、卡爪;423、槽口。
具体实施方式
37.下面结合具体实施例对本实用新型进一步进行描述。
38.实施例1
39.如图4所示,本实施例的一种洗碗机把手组件,包括把手本体41以及面板42,把手本体41上设有第一卡槽411和第二卡槽412,面板42上的卡扣421与第一卡槽411相配合,卡爪422与第二卡槽412相配合,以完成把手本体41与面板42之间的连接。
40.本实施的把手组件采用卡扣式连接,使得整个装配操作简单、快捷,进而可提高装配效率;另外,相比于传统的螺钉连接,卡扣式连接省去了螺钉的使用,可有效避免因螺钉生锈而带来更换困难的问题。
41.具体到本实施例中,以图4中的方向为基准,所述的卡扣421设置有3个,且位于面板42上靠近顶部的位置;卡爪422设置有4个,位于面板42上靠近底部的位置。卡扣421与卡爪422呈相对设置,且均设置有多个,可进一步保证把手本体41与面板42连接的稳定性。另外,所述的把手本体41为塑料材质,且为注塑成型,面板42为钣金面板。
42.如图5所示,所述的把手本体41包括第一侧板413和第二侧板414,其中,把手本体41与面板42相接触的面为第一侧板413。第一侧板413的内壁上开设有用于容纳的卡爪422的容纳槽417,第二侧板414上设有第一避让口415以及第二避让口416。其中,所述的第一避让口415设置有两个,容纳槽417以及第二避让口416的数量均与卡爪422的数量相一致,且容纳槽417与第二避让口416开设的位置相对应,以满足冲压头32(下文中详细介绍)可穿过第二避让口416,将卡爪422折弯压入容纳槽417内。
43.另外,所述的第一侧板413上设置有手握部418,面板42上设有与手握部418相适配的槽口423,以方便操作者对把手本体41进行推拉操作。
44.实施例2
45.本实施例的一种把手组件的自动装配设备,用于对实施例1中所述的把手组件进行自动装配。如图1所示,该自动装配设备包括操作平台1,所述的操作平台1上设有定位组件2和冲压组件3,定位组件2对把手组件4进行固定限位,冲压组件3用于对把手组件4上的卡爪422进行折弯压紧。
46.所述的操作平台1上有第一导轨11,该第一导轨11设有两组,定位组件2沿着该第一导轨11在水平方向上远离或靠近冲压组件3。
47.如图2所示,所述的定位组件2包括第一定位块21、第二定位块22、第三定位块23以及定位压头24。其中,第一定位块21、第二定位块22以及第三定位块23围成一放置空间。装配时,把手组件4放置于该放置空间内,可限制把手组件4在水平方向的移动;同时,定位压头24对把手组件4进行压紧,可限制把手组件4在竖直方向的移动。
48.如图3所示,所述的冲压组件3包括安装座31,安装座31上设有若干冲压头32,具体到本实施例中,冲压头32的数量与卡爪422一致,均为4个。且该安装座31由气缸33驱动其进行上下移动。
49.参考图4以及图6所示,装配时,先将面板42上的卡扣421插入把手本体41上的第一
卡槽411,完成卡扣421与第一卡槽411之间的卡接;再将卡爪422插入第二卡槽412内,以完成面板42与把手本体41预装配。
50.然后,将预装配的把手组件4放入定位组件2上,同时定位压头24下压,定位压头24穿过第一避让口415对把手组件4进行压紧。由于,第一定位块21、第二定位块22以及第三定位块23对把手组件4进行水平方向的限位,定位压头24对把手组件4进行竖直方向的限位,保证了在整个装配过程把手组件4能够始终处于稳定的状态,不会发生错位。
51.接着,定位组件2带动把手组件4沿着第一导轨11靠近冲压组件3,当定位组件2移动到指定位置(冲压工位)时,气缸33带动冲压头32进行下压,冲压头32穿过第二避让口416,对卡爪422进行弯折压紧,使其与容纳槽417内腔的表面相互贴服,以确保把手本体41与面板42之间连接的稳固性。
52.结合图3、图7所示,所述的安装座31设有第二导轨34和激光测距仪35,该激光测距仪35沿着第二导轨34进行水平方向的移动,且移动方向与定位组件2的移动方向相互垂直。
53.当冲压头32对卡爪422进行压紧操作后,冲压头32退回,激光测距仪35沿着第二导轨34移动至对应的卡爪422位置处,对压紧后的卡爪422进行压贴高度检测。如果卡爪422的受压面低于容纳槽417的深度,也就说卡爪422需要完全位于容纳槽417内,则判定合格。反之,若卡爪422超出容纳槽417外,则判不合格。判定合格后定位压头24上升回位,沿第一导轨11退回,装配好的把手组件4取出。激光测距仪35的设置,可进一步保证卡爪422的压紧效果,从而确保把手组件的结构稳定性。
54.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1