一种充气产品的线体拉带的制作方法
1.本实用新型涉及充气产品技术领域,尤其是指一种充气产品的线体拉带。
背景技术:
2.由于充气产品兼具携带方便、便于收纳和舒适性的特点,广泛应用于户外产品、水上产品或家具产品中,例如充气床垫、充气沙发、充气水池等等。
3.现有技术公开了一种充气产品的拉片结构及其制作方法,专利号为201210053143.x的发明专利,该拉带由复数根线体1与复数个塑胶片条2组成,复数根线体1在一个平面内间隔均匀的平行排布,复数个塑胶片条2在线体长度方向呈平行间隔排列并与复数根线体1固定在一起,如图1所示。
4.根据充气产品的尺寸对上述拉带进行切割后,该线体拉带会产生断头,如此,虽然连续不间断的加捻纱线具有较好的拉伸强度,但与塑胶片条2固定时,由于断头的存在,线体很容易在受力的情况下从塑胶片条中抽脱,从而影响产品的使用寿命。
技术实现要素:
5.本实用新型的目的在于提供一种充气产品的线体拉带,具有较高的抗拉伸强度,不易抽丝变形,能够以任意角度应用于各种充气产品中。
6.为达成上述目的,本实用新型的技术方案为:一种充气产品的线体拉带,包括一根不间断的线体和塑胶片膜,所述线体在同一平面内类似以数字电路脉冲波波形在一轴线的两侧来回绕织并沿轴线方向延伸形成方波形状的一个个线体格,线体格的格线相当于方波的上沿线和下沿线,相邻格线的上端部之间的连线相当于方波上沿线与下沿线之间的高电平线,相邻格线的下端部之间的连线相当于方波下沿线与上沿线之间的低电平线;
7.所述塑胶片膜为四片不间断的塑胶片膜,分成第一、第二两组片膜,每组塑胶片膜包括上层片膜和下层片膜,所述第一、二组片膜与轴线平行分别设置在格线的上、下端部并靠近上、下端部之间的连线,所述第一组片膜将格线的上端部夹设在第一组片膜的上、下层片膜之间,所述第二组片膜将格线的下端部夹设在第二组片膜的上、下层片膜之间,将格线的上、下端部与第一、二片膜熔接固定,如此,所述的第一、二组片膜在格线的上、下端部形成拉伸固定部,所述格线的上、下端部之间的连线半缠绕在拉伸固定部上,该线体拉带通过所述的第一、二组片膜的下层片膜固定在充气产品的内腔壁上。
8.进一步,所述格线的上、下端部之间的连线外露并靠近拉伸固定部的边沿。
9.进一步,所述第一、第二两组片膜的上层片膜和下层片膜为四片宽度相等的塑胶片膜。
10.进一步,所述第一、第二两组片膜的上层片膜和下层片膜为四片宽度不等的塑胶片膜,所述上层片膜的宽度比下层片膜的宽度窄。
11.进一步,所述格线的长度方向是该线体拉带的宽度方向,即线体拉带的拉力方向,所述格线的连线方向是该线体拉带的长度方向,即线体拉带的收卷方向。
12.进一步,所述第一、第二两组片膜的上层片膜和下层片膜通过高频或超声波熔接固定后,在拉伸固定部的边沿形成熔着线,所述熔着线的厚度大于拉伸固定部的厚度。
13.进一步,所述线体为尼龙或捻纱或涤纶丝线材质。
14.进一步,所述塑胶片膜为pvc或tpu或pe或pu材质。
15.采用上述方案后,本实用新型的增益效果在于:本实用新型由一根不间断的线体在同一平面内以数字电路脉冲波波形在一轴线的两侧来回绕织并沿轴线方向延伸形成方波形状的一个个线体格,且所述第一、第二组片膜将格线的上、下端部固定后,在格线的上、下端部形成拉伸固定部,所述格线的上、下端部之间的连线半缠绕在拉伸固定部上,相当于一根绳子半缠绕在柱子上,因此,即使在塑胶片膜与线体焊接固定后它们之间的分子未真正融合,线体也绝不会从塑胶片膜中抽脱,这样就大大增强了线体的抗拉力。
16.且相较于现有技术,本案的线体拉带根据充气产品所需尺寸进行切割时,是在该拉带的长度方向进行切割,而不是在该线体拉带的宽度方向切割,这样在塑胶片膜内的线体不会产生单根线体断头,即格线的上、下端部之间的连线是连续的,因此,即使线体拉带以平拉、斜拉、竖拉、横拉等各种角度进行拉伸,线体都不会从塑胶片膜中抽离脱线,可以确保产品使用n次后还能保持原有的形状。
附图说明
17.图1是现有直线式拉带的结构示意图;
18.图2是本实用新型的分解图;
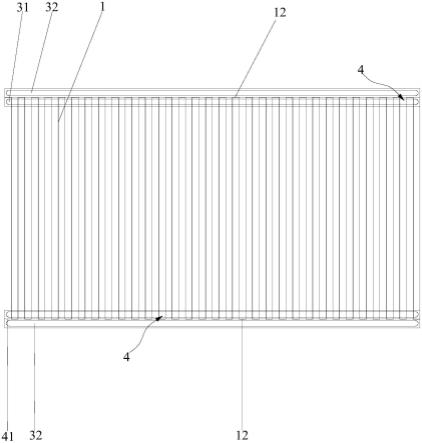
19.图3是本实用新型的结构示意图;
20.图4是图3中a处的局部放大图;
21.图5是数字电路脉冲波(pwm波);
22.图6是本实用新型实施例一的结构示意图;
23.图7是本实用新型实施例二的结构示意图。
24.标号说明:
25.1、线体;11、格线;12、连线;2、数字电路脉冲波;21、上沿线;22、下沿线;23、高电平线;24、低电平线;3、塑胶片膜;31、上层片膜;32、下层片膜;4、拉伸固定部;41、熔着线。
具体实施方式
26.以下结合附图及具体实施了对本实用新型进行详细的说明。
27.一种充气产品的线体拉带,如图2和图5所示,所述线体1在同一平面内类似以数字电路脉冲波2波形在一轴线的两侧来回绕织并沿轴线方向延伸形成方波形状的一个个线体格,线体格的格线11相当于方波的上沿线21和下沿线22,相邻格线11的上端部之间的连线12相当于方波上沿线21与下沿线22之间的高电平线23,相邻格线11的下端部之间的连线12相当于方波下沿线22与上沿线21之间的低电平线24;
28.所述塑胶片膜3为四片不间断的塑胶片膜3,分成第一、第二两组片膜,每组塑胶片膜3包括上层片膜31和下层片膜32,所述第一、二组片膜与轴线平行分别设置在格线11的上、下端部并靠近上、下端部之间的连线12,所述第一组片膜将格线11的上端部夹设在第一组片膜的上层片膜31和下层片膜32之间,所述第二组片膜将格线11的下端部夹设在第二组
片膜的上层片膜31和下层片膜32之间,将格线11的上、下端部与第一、二片膜固定在一起,如此,所述的第一、二组片膜在格线11的上、下端部形成该线体拉带的拉伸固定部4,所述格线11的上、下端部之间的连线12半缠绕在所述拉伸固定部4上,如图3所示,该线体拉带通过所述的第一、二组片膜的下层片膜32固定在充气产品的内腔壁上。
29.具体的,所示线体1的绕织形状如图5所示的数字电路脉冲波2,下文中称其为pwm波,由一根不间断的尼龙或捻纱或涤纶丝线按pwm波形绕织形成一个个上下颠倒连续连接呈凵字形排布的线体格,线体格在拉力方向的格线11长度等于pwm波的上沿正方向与下沿负方向的沿线长度,相邻格线11的两端连线相互平行且间距相等相当于pwm波的振幅宽度,所述pwm波的正负振幅宽度平行且相同并与上沿线21和下沿线22相互垂直,即所述塑胶片膜3与轴线平行并与线体格的格线11相互垂直;该拉带的凵字形缺口处相当于pwm波振幅输出的占空比处,所述线体格的格数相当于pwm波输出的脉冲数量。本实施例中线体格的连线12也可以是弧形连接的,本案对线体格的格线11间的连线12形态不做限定。
30.与现有技术相比,本案采用一根不间断的线体1绕织形成上下颠倒连续连接的凵字形线体格,如同pwm波能正负连续输出,都是连续不断的,格线11的连线方向便是该线体拉带的长度方向,格线11的拉力方向便是该线体1拉带的宽度方向,因此,在外力的作用下,该线体拉带的拉力是相向的,格线与连线之间存在相互牵引力,能大幅度提升该线体拉带的抗拉伸强度。
31.本案中所述四片塑胶片膜3的大小可以相同,也可以不同,本案中不对塑胶片膜3的宽度进行限定。
32.实施例一
33.如图6所示,本实施例优选为四片大小不等的塑胶片膜3,所述第一、二两组片膜的上层片膜31比下层片膜32窄,上层片膜31的一侧与格线11上、下端部之间的连线12对齐并靠近连线12放置在线体格之上,而下层片膜32则是在片膜宽度的中点处与格线11上、下端部之间的连线12对齐并放置在线体格之下,通过高频或超声波将所述第一组片膜和第二组片膜固定在所述格线11的上、下端部形成拉伸固定部4。所述格线11的上、下端部之间的连线12外露并靠近在拉伸部4的边沿,简单的来说,就是线体1呈方波形式在一水平线的两侧往复穿梭前进,因此,格线11向上贯穿所述拉伸固定部4,经连线12在拉伸固定部外折弯绕回,格线11再向下贯穿所述拉伸固定部4后,再次经连线12在拉伸固定部4外折弯绕回,如此往复,形成上下颠倒连续连接的凵字形线体格,因此,于凵字形缺口处形成拉伸固定部4,且拉伸固定部4与连线12相抵接,即所述格线11的上、下端部之间的连线12半缠绕在拉伸部上,相当于一根绳子或线体半缠绕在远大于绳子或线体直径的柱子上。
34.所述第一、二组片膜的上层片膜31和下层片膜32通过高频或超声波熔接固定时,在拉伸固定部4的边沿形成熔着线41,所述熔着线41的厚度大于拉伸固定部4的厚度,即格线11上、下端部之间的连线12与拉伸固定部4的边沿抵接形成熔着线41,如此,上、下层片膜32熔接后所形成的熔着线的厚度远大于两片塑胶片膜3的总厚度,由于格线11上、下端部之间的连线12紧贴于熔着线41外,与现有技术相比,不同在于本案在根据产品尺寸将该线体拉带进行切割使用时,是在该线体拉带的长度方向进行切割,而不是在该线体拉带的宽度方向切割,因此,塑胶片膜3内的线体1不会产生单根线体1断头,即格线11与连线12之间依旧是连接的,线体1间不独立,且线体和塑胶片膜的材质不同,二者在熔接时分子不会发生
真正融合,仅仅起到固定作用,而所述第一、二组片膜将格线的上、下端部固定后形成拉伸固定部,所述格线的上、下端部之间的连线半缠绕在拉伸固定部上,相当于一根绳子半缠绕在柱子上,增加了塑胶片膜3与线体1之间的固定力,这样就大大增强了线体1的抗拉力,从而加强了线体拉带的承受能力,所以,本案的线体1绝不会从拉伸固定部中抽脱,即使充气产品使用n次其使用形状也不会变,能有效的延长充气产品的使用寿命。
35.实施例二
36.本实施例的不同在于,所述四片塑胶片膜3的大小相同,通过高频或超声波熔接焊固在格线11的上、下端部形成拉伸固定部4,所述格线11的上、下端部之间的连线12外露并靠近在拉伸部4的边沿,如图7所示,所述第一、二组片膜的上层片膜31和下层片膜32通过高频或超声波熔接固定时,在拉伸固定部4的边沿形成熔着线41,所述熔着线41的厚度大于拉伸固定部4的厚度,即格线11上、下端部之间的连线12与拉伸固定部4的边沿抵接并形成熔着线41,如此,上、下层片膜32熔接后所形成的熔着线的厚度远大于两片塑胶片膜3的总厚度,使得所述格线的上、下端部之间的连线半缠绕在拉伸固定部上,相当于一根绳子半缠绕在柱子上,增加了塑胶片膜3与线体1之间的固定力,这样就大大增强了线体1的抗拉力,从而加强了线体拉带的承受能力进一步,所述塑胶片膜3为pvc或tpu或pe或pu材质。
37.综上所述,本案拉带经切割后,塑胶片膜3内的线体1也不会像现有技术整片式直线拉带这样在切割后产生n根线体断头,由于线体1的拉力是相向且相互牵引的,所以任意角度的拉扯,该拉带的线体1也绝不会抽脱,因此,充气产品即使使用n次其使用形状也不会变,能有效的延长充气产品的使用寿命。
38.相较于实施例二使用四片相同宽度的塑胶片膜,实施例一使用四片宽度不等的塑胶片膜其好处在于:其一,可以节省部分材料;其二,上窄下宽的双层塑胶片膜结构,上层片膜31用于将格线11的上、下端部熔接固定在下层片膜32上,当上层片膜31与下层片膜32熔接固定后,上层片膜31的一侧边沿与下层片膜32的一侧边沿对齐,则上层片膜31的另一侧边沿与下层片膜32的中间对齐,形成拉伸固定部4,这样能更好的将格线11的上、下端部固定在塑胶片膜3中,此时,连线与熔着线抵接,能有效的增强线体的抗拉力;其三,下层片膜32除了与上层片膜31熔接固定格线11的上、下端部,还起到与充气产品的充气腔壁塑胶片膜连接的作用,相比现有线体拉带技术是将线拉带中的线体及上下夹线体的塑胶片膜直接与充气腔壁塑胶片膜熔接,由于塑胶片膜内线体的存在,直接与腔壁熔接会导致熔接有线体部位的塑胶片膜的厚度挤薄(因线体与塑胶片膜的分子完全不同,它们之间未真正融合),而导致充气产品存在漏气风险,本案则是通过下层塑胶片膜32未与上层片膜31熔接的部分为非线体固定部分(拉伸固定部4的边沿熔着线41以外的部分),非线体固定部分与充气腔壁塑胶片膜相熔接,由于相同的两个塑胶分子融合,这样与充气产品充气腔壁熔接处非线体固定部分都未夹线体,有效避免漏气现象的产生,进而确保充气产品的品质。
39.以上所述仅为本实用新型的较佳实施例,并非对本案设计的限制,凡依本案的设计关键所做的等同变化,均落入本案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1