超高强度防护门门扇及其制造方法与流程
本发明涉及防护工程,具体涉及超高强度防护门门扇及其制造方法。
背景技术:
1、防护门是各类防护工程出入口最重要防护设备,广泛应用于国家人民防空和军事坑道洞库工程等防护工程领域。
2、现有防护门材料比较单一,主要以钢筋混凝土和普通钢材为主,这两种材料分别存在着门体结构笨重、加工精度不高、外观不够美观、防腐性能较差、维护保养费用高等缺陷。然而,受经济条件限制和防护意识不强影响,加上防护设备加工工艺和检测手段的落后,新型材料在防护设备中很难得到应用,各种高强合金材料、复合材料虽然性能优越,却无法在防护设备领域找到应有的位置。随着科学技术的高速发展,目前有很多单位研究了新型材料在防护门中的应用,如浸渍有机单体的聚合物、高强钢管混凝土、加钢纤维高强混凝土等,采用韧性较大的材料和复合结构,一方面提高了混凝土的抗压设计强度,一方面大大减轻了防护门的重量。并且,还出现了大量的新型轻质材料,但在实际工程中,由于某些材料施工难度大等一系列原因,新型材料很难广泛运用于防护门的生产领域。
3、防护设备的结构形式目前使用最多的还是平板结构和拱形结构,从抗静载来看,拱形结构承载能力较高,而从抗高强动载来看,不采取消能措施的结构是通过不了高强动载试验的。
4、防护设备属于产品研究研制一类,离不开加工试制和性能的试验。但防护设备又有别于一般的产品,原因就在于作用荷载是武器效应,是一种不确定的作用因素,试验采用激波管或化爆方式本身就有别于实际的武器效应作用,结果差异较大也是正常的。防护设备要与其他防护措施综合形成防护能力,要采用新技术、新材料、新型结构形式和控制方式来提高产品性能。
5、中国专利文献cn108999540b公开了一种新型抗爆防护门门扇结构及其制造方法,中国专利文献cn214449122u公开了一种泡沫铝-钢复合防爆门,上述文献中均采用了新材料并设计新的结构来提升防爆门的防护性能,但在加工成本、加工工艺及其防爆性能仍存在缺陷,工艺和结构复杂,零件繁多,精度要求高,可实施性差。
技术实现思路
1、针对现有技术的不足,本发明的目的旨在提供一种超高强度防护门门扇及其制造方法。
2、为实现上述目的,本发明采用如下技术方案:
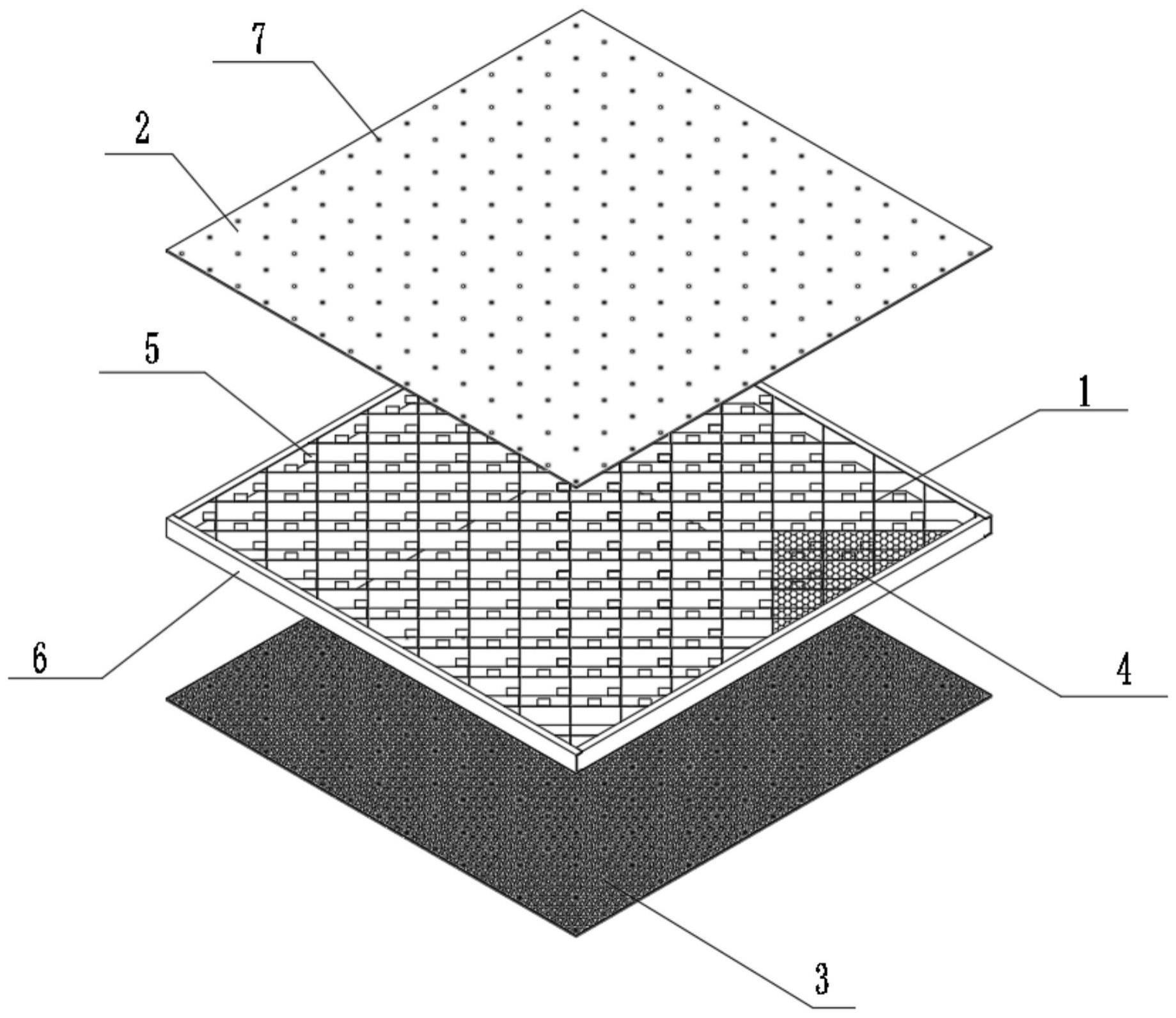
3、一种超高强度防护门门扇,包括格栅层、第一面板、第二面板、防爆涂料、填充组件和边框,所述格栅层为若干条形部件交错连接而成的网格形组件,所述填充组件设置在所述格栅层的网格中,所述格栅层的条形部件、所述第一面板和所述第二面板上均涂布有所述防爆涂料,所述第一面板与所述格栅层的一侧连接,所述第二面板与所述格栅层的另一侧连接,所述格栅层嵌入在所述边框内。
4、进一步地,所述防爆涂料为聚脲抗爆材料。
5、进一步地,所述第一面板和所述第二面板上均设置有焊孔,所述焊孔与所述填充组件连接。
6、进一步地,所述格栅层包括若干在第一方向等距排列的条形部件和若干在第二方向等距排列的条形部件,所述第一方向垂直于第二方向,所述条形部件的一侧均设置有等距排列的若干凹槽,第一方向的条形部件嵌入第二方向的条形部件的凹槽,第二方向的条形部件嵌入第一方向的条形部件的凹槽。
7、进一步地,每根条形部件与边框均形成三角形结构。
8、进一步地,所述填充组件包括泡沫铝块和l型部件,所述l型部件由第一段片和第二段片组成,所述第一段片与所述第二段片垂直连接,所述l型部件的第一段片与所述格栅层的所述条形部件连接,所述l型部件的第二段片与所述第一面板或第二面板连接,每根所述条形部件的一侧均等距设置有若干所述l型部件,用于与第一面板连接,每根条形部件的另一侧均等距设置有若干l型部件,用于与第二面板连接。
9、进一步地,所述填充组件包括防爆件和泡沫铝块,所述防爆件,包括第一撑片、第二撑片、第一折片和第二折片,所述第一撑片和所述第二撑片平行,所述第一折片和所述第二折片对称设置于所述第一撑片和所述第二撑片之间,所述第一折片的折叠线和所述第二折片的折叠线均与所述第一撑片平行,所述第一折片与所述折叠线平行的一端以及所述第二折片与所述折叠线平行的一端均与第一撑片的底面连接,所述第一折片与所述折叠线平行的另一端以及所述第二折片与所述折叠线平行的另一端均与所述第二撑片的顶面连接,所述第一撑片、所述第二撑片、所述第一折片和所述第二折片形成的空间中填充有所述泡沫铝块。
10、进一步地,所述第一撑片与所述第一面板连接,所述第二撑片与所述第二面板连接,所述第一面板的四周均与所述格栅层中的条形部件的上端接触,第二面板的四周均与所述格栅层中的所述条形部件的下端接触,所述第一折片和所述第二折片的所述折叠线外侧与所述格栅层中的所述条形部件中部不接触,所述第二折片、所述第一撑片、所述第二撑片、所述条形部件所围成的区域为所述第二折片的变形空间。
11、本发明还提供一种用于制造上述任一段落所述的超高强度防护门门扇的方法,其包括以下步骤:
12、s01、将条形部件组装成网格组件,对条形部件交叉处进行焊接固定,形成格栅层1;
13、s02、使用喷枪对条形部件的尾端进行修齐,将格栅层嵌入在边框中,对条形部件和边框的连接处进行焊接固定;
14、s03、将填充组件填充至格栅层的网格中;
15、s04、使用一根绳子进行定位,将填充组件固定在条形部件上;
16、s05、将防爆涂料喷涂于条形部件上;
17、s06、将第一面板第二面板钻出焊孔;
18、s07、采取措施遮挡焊孔,对第一面板和第二面板的两面喷涂防爆涂料;
19、s08、将第一面板和第二面板分别固定在格栅层的两侧,将焊孔与填充组件对齐,将第一面板和第二面板的边缘与边框进行焊接固定,进一步在焊孔处将焊孔与填充组件焊接在一起,超高强度防护门门扇制造完成。
20、进一步地,所述s05和/或s07的喷涂包括如下步骤:
21、s1、基层处理:
22、喷砂打磨除锈:金属基材经过喷砂处理并清理掉表面的锈迹和油污,喷砂达到sa2.5级标准,特殊部位要用角磨机打磨和倒角,将突起物打磨平整,所述特殊部位包括焊缝和阴阳角,所述突起物包括焊渣、毛刺;
23、清洁:用无水、无油的压缩空气或吸尘器清理锈渣;
24、基层处理验收:基层处理完毕后,合格后方可进行下道工序;
25、s2、防护遮挡:
26、根据设计要求,对门扇、门框进行抗爆聚脲材料喷涂,无需喷涂部分通过采用透明胶带或美纹纸或塑料防护胶带进行遮蔽;
27、防护遮挡验收:确认防护遮挡到位,确保应施工的部位进行喷涂施工;
28、s3、设备检验及试喷:
29、施工前设备检查,判断主机、喷枪及辅助设备是否能正常工作;
30、参数设置,设定管道压力和加热温度,并提前30分钟启动管道加热;
31、喷涂前必须将喷涂材料进行充分搅拌30分钟,应搅拌到颜色均匀一致,无浮色、发花、无死沉淀为止;
32、进行试喷,观察喷涂涂膜是否正常,试喷取样样板为涂抹脱模剂的pvc板,涂层厚度为1.5mm,并同期喷涂粘接试验的钢板试样;
33、s4、喷涂聚脲材料:
34、涂层进行交叉喷涂以保证厚度均匀,喷涂下一道要覆盖上一道的50%以上,喷涂厚度保持一致,喷涂完毕后3~5分钟修正、切割多余部分涂层,喷涂时应随时观察参数,并做好现场记录,所述参数包括压力、温度;
35、s5、涂层检测及成品验收:
36、涂层检测:人工喷涂过程中,聚脲涂层的厚度主要由喷涂设备的主机原料供给量,喷枪的流量,喷涂枪手的走枪速度与行进速度来决定;预订设计厚度为2.0±0.2mm,在达到预定设计厚度前,用金属基材测厚仪测试涂层厚度,多点进行检测,找平补齐;
37、涂层验收:聚脲喷涂完毕后,判断涂层厚度是否达到要求,需要喷涂的部位是否全部进行了喷涂,整个涂层是否连续、致密、均匀;
38、s6、拆除防护遮挡:
39、喷涂聚脲涂层达到设计要求,及时拆除防护遮挡物,不得撕扯涂层,需用壁纸刀沿钢直尺裁到基层,做到裁切齐整、美观;
40、s7、成品养护:
41、聚脲涂层施工完毕后,要及时做好保护和养护,起吊或移动人防门时防止碰损涂层;
42、不得在涂层上放置尖锐重物;
43、产品室外养护72小时,做同期试验的钢板试样和样片按试验设计放置养护72小时。
44、本发明的有益效果在于:
45、1、本发明旨在综合采用新技术、新材料、新型结构形式和控制方式来提高防护设备产品性能,采用钢条拼装的新型格栅结构,结合含泡沫铝的填充组件和在结构上涂布聚脲抗爆材料,比单一泡沫铝具有更好的防爆效果。
46、2、本发明一种超高强度防护门门扇的结构简单,制造成本低,且易于制造与加工,且能够满足防护门的轻量化和抗爆能力强的要求,可实施性强。
- 还没有人留言评论。精彩留言会获得点赞!