一种钢制窗压线结构及安装方法与流程
本技术涉及钢制窗的领域,尤其是涉及一种钢制窗压线结构及安装方法。
背景技术:
1、钢制窗通常使用钢窗压线直接焊接固定在扇材料端面,玻璃固定在扇材料和钢窗压线之间,实现钢制窗的生产。
2、钢制窗生产过程中,钢窗压线直接焊接固定在扇材料端面,钢制窗的生产难度提高;当钢制窗上的玻璃损坏时,钢窗压线焊接固定在扇材料上,工作人员无法将损坏的玻璃从扇材料端面取下并更换,从而造成材料的浪费,提高钢制窗的使用成本。
技术实现思路
1、为了改善钢制窗的使用成本的问题,本技术提供一种钢制窗压线结构及安装方法。
2、第一方面,本技术提供的一种钢制窗压线结构,采用如下的技术方案:
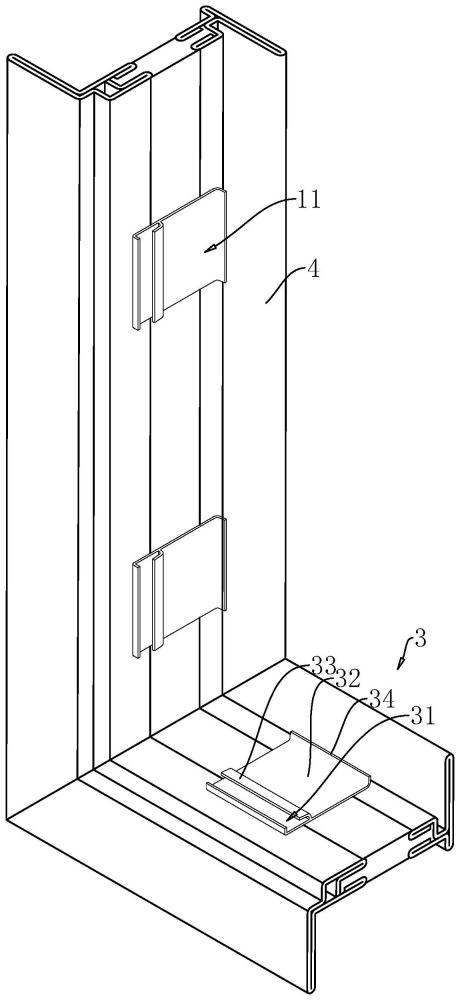
3、一种钢制窗压线结构,包括压线卡座和铝制压线,所述压线卡座底部用于固定在扇材料端面,所述压线卡座端面开设有供铝制压线嵌入的压线嵌槽,所述压线嵌槽内壁抵紧铝制压线外壁形成固定,所述铝制压线与扇材料之间留有供玻璃端部嵌入的安装间隙。
4、通过采用上述技术方案,压线卡座底部固定在扇材料端面,铝制压线嵌入压线嵌槽内,铝制压线外壁抵紧压线嵌槽内壁形成固定,同时铝制压线与扇材料之间形成供玻璃端部嵌入的安装间隙,实现玻璃在扇材料端面的固定;当扇材料上的玻璃破损时,工作人员驱使铝制压线脱离压线嵌槽,使玻璃在扇材料上的限位效果消失,从而方便工作人员对玻璃的拆卸和更换,无需工作人员将整个钢制窗进行拆卸和更换,降低钢制窗的使用成本,减少材料的浪费,体现节能的概念。
5、可选的,所述压线卡座包括卡座基板、卡座凸起和卡座勾子,所述卡座基板底壁用于固定在扇材料端面,所述卡座凸起端部和卡座勾子端部依次固定在扇材料端面,所述压线嵌槽位于卡座凸起和卡座勾子之间,所述铝制压线包括压线勾子、压线凸起和压线抵紧杆,所述压线勾子端部与压线凸起端部连接,所述压线嵌槽用于供压线勾子嵌入,所述压线勾子和压线凸起之间留有供卡座凸起嵌入的卡座嵌槽,所述压线抵紧杆端部连接在压线勾子和压线凸起的连接处,所述安装间隙位于压线抵紧杆与扇材料之间。
6、通过采用上述技术方案,铝制压线安装时,工作人员驱使压线勾子嵌入压线嵌槽内,压线嵌槽内壁抵紧压线勾子外壁形成固定,实现铝制压线在压线卡座上的初步固定,同时卡座凸起嵌入卡座嵌槽内,卡座凸起外壁抵紧卡座嵌槽内壁形成固定,使铝制压线不易脱离压线卡座,进一步加强铝制压线在压线卡座上的限位稳定性,同时安装间隙位于压线抵紧杆与扇材料之间,从而提高玻璃端部在安装间隙内的限位稳定性。
7、可选的,还包括玻内胶条,当所述玻内胶条嵌入安装间隙内时,所述玻内胶条一端抵紧玻璃端面形成密封,所述玻内胶条另一端抵紧压线抵紧杆端面形成密封。
8、通过采用上述技术方案,当压线勾子嵌入压线嵌槽内时,压线抵紧杆与扇材料之间形成安装间隙,玻璃端部和玻内胶条依次嵌入安装间隙内,玻内胶条一段抵紧玻璃端面形成密封,玻内胶条另一端抵紧压线抵紧杆外壁形成密封,增加玻璃在安装间隙内的密封稳定性。
9、可选的,所述压线抵紧杆与压线勾子之间留有形变间隙,所述压线抵紧杆形变并抵紧玻内胶条外壁形成密封。
10、通过采用上述技术方案,压线抵紧杆与压线勾子之间留有形变间隙,当玻内胶条嵌入安装间隙内时,压线抵紧杆形变并抵紧玻内胶条外壁形成密封,增加玻内胶条外壁与铝制压线之间的抵紧力。
11、可选的,所述压线抵紧杆朝向玻内胶条的端面连接有固定块,所述玻内胶条朝向压线抵紧杆的端面开设有供固定块嵌入的固定槽。
12、通过采用上述技术方案,固定块嵌入固定槽内,固定块外壁抵紧固定槽内壁形成固定,进一步提高玻内胶条和压线抵紧杆之间的抵紧力。
13、可选的,所述玻内胶条包括形变条和固定条,所述形变条端部连接在固定条端面上,所述固定槽位于固定条背离形变条的一侧,所述形变条与固定条之间留有形变腔,所述形变条端面形变并抵紧玻璃端面形成密封。
14、通过采用上述技术方案,当固定块嵌入固定槽内时,玻璃端面抵接形变条端面,并驱使形变条朝靠近形变腔的方向形变并抵紧玻璃端面形成密封,增加玻内胶条与玻璃之间的密封稳定性。
15、可选的,所述玻内胶条上连接有紧固组件,所述固定条朝向形变腔的端面开设有容纳紧固组件的紧固腔,所述紧固组件包括吸水膨胀杆,所述吸水膨胀杆嵌入紧固腔内,所述吸水膨胀杆端部朝向形变腔,所述吸水膨胀杆吸水膨胀抵紧形变条外壁,并驱使所述形变条端面抵紧玻璃端面形成密封。
16、通过采用上述技术方案,当外界雨水进入安装间隙内时,安装间隙内的雨水通过形变条与玻璃的连接处进入形变腔内,形变腔连通紧固腔,紧固腔内的吸水膨胀杆吸水膨胀,吸水膨胀杆端部凸出固定条端面并抵紧形变条外壁,并驱使形变条外壁抵紧玻璃端面形成密封,从而保证形变条与玻璃之间的密封稳定性。
17、可选的,所述紧固组件包括紧固齿条、紧固齿轮和形变杆,所述紧固齿条滑动连接在紧固腔内壁上,所述紧固齿条端部抵接吸水膨胀杆朝向形变腔的端面,所述紧固齿轮转动连接在紧固腔内壁上,所述紧固齿条啮合紧固齿轮,且所述紧固齿条位于紧固齿轮和吸水膨胀杆之间,所述形变杆一端连接在紧固齿轮外壁,所述形变杆另一端嵌入形变条内,所述吸水膨胀杆吸水膨胀并驱使紧固齿条朝靠近形变腔的方向滑移,所述紧固齿轮转动带动形变杆朝靠近玻璃的方向转动,所述形变杆驱使形变条形变并抵紧玻璃端面形成密封。
18、通过采用上述技术方案,当吸水膨胀杆吸水膨胀时,紧固齿条端部抵接吸水膨胀杆端部,驱使紧固齿轮转动,形变杆一端连接在紧固齿轮外壁,形变杆另一端嵌入形变条内,紧固齿轮驱使形变杆朝靠近玻璃的方向转动,带动形变条形变并抵紧玻璃端面,从而提高玻璃与玻内胶条之间的密封稳定性。
19、可选的,所述紧固组件还包括提示杆,所述紧固腔朝远离卡座基板的方向贯穿固定条外壁,所述提示杆滑动连接在紧固腔内壁上,所述提示杆的滑移方向和紧固齿条的滑移方向相互垂直,所述提示杆开设有与紧固齿轮啮合的齿槽,所述提示杆位于紧固齿轮远离紧固齿条的一侧,且所述提示杆端部与固定条端面齐平。
20、通过采用上述技术方案,当吸水膨胀杆吸水膨胀时,驱使紧固齿条朝靠近形变腔的方向滑移,紧固齿轮转动,齿槽内壁啮合紧固齿轮,带动提示杆朝远离固定条的方向滑移,提示条端部凸出固定条端面,从而提醒用户安装间隙内的蓄水情况,从而方便用户及时更换玻内胶条,从而保证窗材料与玻璃之间的密封稳定性。
21、第二方面,本技术提供的一种钢制窗压线安装方法,采用如下的技术方案:
22、一种钢制窗压线安装方法,包括以下步骤:
23、压线卡座固定,将压线卡座底部焊接固定在扇材料端面上;
24、铝制压线安装,将铝制压线嵌入压线嵌槽内,压线嵌槽内壁抵紧铝制压线外壁形成固定,铝制压线与扇材料端面之间形成安装间隙;
25、玻璃安装,玻璃端部一一对应嵌入安装间隙内,密封胶涂布在玻璃与扇材料之间形成密封。
26、通过采用上述技术方案,压线卡座底部焊接固定在扇材料端面上,铝制压线嵌入压线嵌槽内,铝制压线外壁抵紧压线嵌槽内壁形成固定,实现铝制压线在压线卡座上的固定,玻璃端部嵌入安装间隙内,玻璃与扇材料端面之间涂布密封胶形成密封;当玻璃破裂损坏时,工作人员驱使铝制压线脱离压线嵌槽,实现铝制压线和压线卡座的拆分,从而方便玻璃的拆分和更换,无需将整个钢制窗进行更换,减少材料的耗损,体现环保的概念。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1.压线卡座和压线嵌槽的设置,方便工作人员对玻璃的拆卸和更换,无需将整个钢制窗进行拆卸和更换,降低钢制窗的使用成本,减少材料的浪费,体现节能的概念;
29、2.卡座嵌槽的设置,使铝制压线不易脱离压线卡座,进一步加强铝制压线在压线卡座上的限位稳定性;
30、3.玻内胶条的设置,增加玻璃在安装间隙内的密封稳定性。
- 还没有人留言评论。精彩留言会获得点赞!