一种双轮铣槽机的安全性检查方法与流程
1.本发明属于机械施工设备技术领域,具体涉及一种双轮铣槽机的安全性检查方法。
背景技术:
2.自二十世纪八十年代早期,地下连续墙工艺被引入中国建筑业,迄今已被广泛的运用在基础工程中,作为临时或者永久挡土墙,有时也作为承受荷重的结构体。随着地下工程的发展,相应的支持设备也从简单的机械钻机变化到今天品种繁多的电液一体化的现代钻机。
3.目前常用的地下连续墙的施工设备主要包括液压抓斗、旋挖钻机和双轮铣,而其中双轮铣的效率是最高的,但其结构相对复杂,日常维护难度大,检查时大都是凭借经验,容易忽略一些细节处,导致设备工作时出现故障。
4.有鉴于此,本领域技术人员亟需提供一种双轮铣槽机的安全性检查方法用于解决上述问题。
技术实现要素:
5.(一)要解决的技术问题
6.本发明解决的技术问题是双轮铣槽机因检查不到位而容易出现工作故障。
7.(二)技术方案
8.本发明提供了一种双轮铣槽机的安全性检查方法,所述双轮铣槽机包括下底盘、上底盘、配重、泵站、胶管绞盘、双卷扬机、起塔油缸、上桅杆、下桅杆、胶管导轮、主天车、渣管卷扬机、顶部副天车及双铣轮,该方法包括以下步骤:
9.读取计时器的工作时数,依据所述工作时数,对设备进行预定的维护;
10.检查设备总的工作安全性;
11.检查设备安全装置;
12.检查液压系统的安全性;
13.检查燃油系统的安全性;
14.检查发动机操纵及冷却系统的安全性;
15.检查回转驱动的安全性;
16.检查履带驱动的安全性。
17.进一步地,所述检查设备总的工作安全性,具体为:
18.检查螺栓、销、螺帽和开口销是否松动或丢失;
19.检查液压油是否溢出,油与燃料是否泄漏。
20.进一步地,所述检查设备安全装置,具体为:
21.检查电器插座、电缆绞盘、提升限制器及接头盒的安装和连接是否正确以及工作状态是否良好。
22.进一步地,所述检查液压系统的安全性,具体为:
23.通过油箱的窥视玻璃检查液压油面;
24.检查管线和螺纹连接是否紧、是否在适当的位置上以及是否牢固。
25.进一步地,所述检查燃油系统的安全性,具体为:
26.检查燃料计量器;
27.检查管线和螺纹连接是否紧、是否在适当的位置上以及是否牢固。
28.进一步地,所述检查回转驱动的安全性,具体为:
29.检查是否有泄漏及是否有松动的或丢失的螺栓。
30.进一步地,所述检查履带驱动的安全性,具体为:
31.检查是否有泄漏及是否有漏装的螺栓。
32.进一步地,所述检查履带驱动的安全性后,还包括:
33.检查履带前面的从动轮、驱动轮、轮距及支重轮是否损坏、是否在合适的位置上以及是否牢固。
34.(三)有益效果
35.本发明提供的双轮铣槽机的安全性检查方法,通过对双轮铣槽机设备的各个部件系统逐一进行检查,以确保不遗漏细节,相比于凭经验去判断更加准确,确保了设备的正常工作,提高了其安全性。
附图说明
36.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
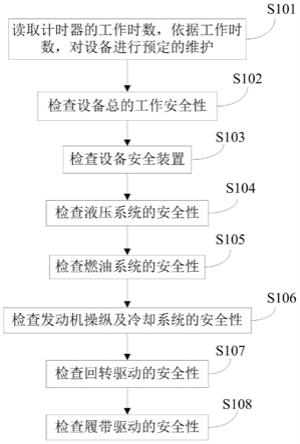
37.图1是本发明实施例提供的一种双轮铣槽机的安全性检查方法的流程示意图;
38.图2是本发明实施例提供的一种双轮铣槽机的结构左视图;
39.图3是本发明实施例提供的一种双轮铣槽机的结构后视图。
40.图中:
[0041]1‑
下底盘;2
‑
上底盘;3
‑
配重;4泵站;5
‑
胶管绞盘;6
‑
双卷扬机;7
‑
起塔油缸;801
‑
上枙杆;802
‑
下桅杆;9
‑
胶管导轮;10
‑
主天车;11
‑
渣管卷扬机;12
‑
顶部副天车;13
‑
双轮铣。
具体实施方式
[0042]
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的实施例,在不脱离本发明的精神的前提下覆盖了零件、部件和连接方式的任何修改、替换和改进。
[0043]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参照附图并结合实施例来详细说明本技术。
[0044]
需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之
处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
[0045]
根据本发明实施例提供的一种双轮铣槽机的安全性检查方法,如图2
‑
3所示,双轮铣槽机包括下底盘1、上底盘2、配重3、泵站4、胶管绞盘5、双卷扬机6、起塔油缸7、上桅杆801、下桅杆802、胶管导轮9、主天车10、渣管卷扬机11、顶部副天车12及双铣轮13,如图1所示,该方法包括以下步骤:
[0046]
s101、读取计时器的工作时数,依据工作时数,对设备进行预定的维护;
[0047]
s102、检查设备总的工作安全性;
[0048]
s103、检查设备安全装置;
[0049]
s104、检查液压系统的安全性;
[0050]
s105、检查燃油系统的安全性;
[0051]
s106、检查发动机操纵及冷却系统的安全性;
[0052]
s107、检查回转驱动的安全性;
[0053]
s108、检查履带驱动的安全性。
[0054]
在上述实施方式中,通过对双轮铣槽机设备的各个部件系统逐一进行检查,以确保不遗漏细节,相比于凭经验去判断更加准确,确保了设备的正常工作,提高了其安全性。
[0055]
具体地,还包括以下检查内容:
[0056]
日常检查所有装备的钢丝绳,尤其是主钢丝绳。
[0057]
每天要查看一次;认真细致的检查任何看上去磨损的钢丝绳段。
[0058]
每次在新的工地上开始工作前,仔细检查所有钢丝绳,以后每星期进行一次常规检查。
[0059]
钢丝绳末端附件须定期检查。若发现问题,必须及时切除(剪短)并重新装配。
[0060]
定期检查死绳端、套管、夹具等,保证钢丝绳牢固、可靠。
[0061]
检查钢丝绳末端是否腐蚀;进入壳体部分是否有破损。
[0062]
检查钢丝绳接头悬挂处的钢丝绳是否磨损、压制接头是否有裂纹。
[0063]
在安装新的钢丝绳前,须检查滑轮,然后每50个工作时数或每星期定期检查一久。
[0064]
每50个工作时数后,给所有的滑轮轴承加润滑油。
[0065]
检查所有的主钢丝绳滑轮是否转动灵活,若不灵活或卡住将引起工作不正常以及钢丝绳磨损太快。
[0066]
检查滑轮中心销位置是否适当并固定好。
[0067]
检查滑轮槽是否与绳径相符。
[0068]
检查滑轮槽是否光滑,若有毛边,要进行修理或调换新的滑轮。
[0069]
检查滑轮是否刮擦防止钢丝绳脱越轨装置。
[0070]
滑轮过度磨损或钢丝绳不是由滑轮导向而是由支架导向,须换用新的滑轮。
[0071]
在工作状态下,此压紧滚轮装置能使卷简恰当地收/放钢丝绳。
[0072]
每50个工作时或每星期须对钢丝绳收放滚轮进行功能检查一次,每250个工作时须润滑。
[0073]
检查滚轮是否与卷盘平行。
[0074]
检查安装螺栓是否牢固。
[0075]
检查弹簧是否有同样的长度;调节张紧螺栓使其长度相等。如果弹簧巳经磨损调新的;不要试图调整巳磨损的弹簧。
[0076]
检查滚轮支架和压辐是否垂直。将已磨损的螺栓/衬套和间隔物换成新的。
[0077]
检查滚轮表面是否光滑、圆整,且无沟槽。如已经磨损须换用新的,并调整张紧螺栓到合适位置。
[0078]
钢丝绳旋转接头允许载荷(抓斗)自由旋转,消除了钢丝绳的扭曲力。
[0079]
每10个工作小时或每天,要给钢丝绳接头加润滑润滑油并检查其工作情况。
[0080]
如图所示打入润滑油;直到润滑油从壳体的连接处溢出。
[0081]
检查回转接头没有载荷时是否能自由旋转,如:去掉载荷(抓斗)后用手转动接头。
[0082]
若打润滑油后不能使接头自由回转,则接头应修理或换成新的。
[0083]
为了安全起见,调换的零部件及新的接头最好是原规格。
[0084]
加润滑油时,同时检查接头的上下绳销是否正确安装、固定。
[0085]
用一定合适的扭矩张紧销的锁紧螺栓。
[0086]
若游隙过大,或销、螺栓或螺纹以损坏,换用新的。
[0087]
胶管或胶管装置有下述缺陷之一或若干个的,须立即更换:
[0088]
胶管巳损坏到内层(如:磨损、切口或爆裂)。
[0089]
胶管表层变脆(如:表面已有裂纹)。
[0090]
胶管变形,不论是在有无压力下、弯曲的情况下,原来的形状被破坏(如:爆裂、层与层之间脱离、起泡)
[0091]
胶管泄沥或配件连接不紧。
[0092]
配件损坏或变形,不能密封。
[0093]
胶管从装置中滑出。
[0094]
配件腐蚀,造成密封功能或材料强度的降低。
[0095]
胶管和酣件装配不好(看前面一节,胶管的再利用)。
[0096]
超过了储存期或服务期。
[0097]
在一些可选的实施例中,步骤102中,检查设备总的工作安全性,具体为:
[0098]
检查螺栓、销、螺帽和开口销是否松动或丢失;
[0099]
检查液压油是否溢出,油与燃料是否泄漏。
[0100]
上述给出了检查的具体方式,以提高检查效率及准确性。
[0101]
在一些可选的实施例中,步骤103中,检查设备安全装置,具体为:
[0102]
检查电器插座、电缆绞盘、提升限制器及接头盒的安装和连接是否正确以及工作状态是否良好。
[0103]
在一些可选的实施例中,步骤104中,检查液压系统的安全性,具体为:
[0104]
通过油箱的窥视玻璃检查液压油面;
[0105]
检查管线和螺纹连接是否紧、是否在适当的位置上以及是否牢固。
[0106]
上述给出了检查的具体方式,以提高检查效率及准确性。
[0107]
在一些可选的实施例中,步骤105中,检查燃油系统的安全性,具体为:
[0108]
检查燃料计量器;
[0109]
检查管线和螺纹连接是否紧、是否在适当的位置上以及是否牢固。
[0110]
上述给出了检查的具体方式,以提高检查效率及准确性。
[0111]
在一些可选的实施例中,步骤107中,检查回转驱动的安全性,具体为:
[0112]
检查是否有泄漏及是否有松动的或丢失的螺栓。
[0113]
上述给出了检查的具体方式,以提高检查效率及准确性。
[0114]
在一些可选的实施例中,步骤108中,检查履带驱动的安全性,具体为:
[0115]
检查是否有泄漏及是否有漏装的螺栓。
[0116]
上述给出了检查的具体方式,以提高检查效率及准确性。
[0117]
在一些可选的实施例中,步骤108中,检查履带驱动的安全性后,还包括:
[0118]
s109、检查履带前面的从动轮、驱动轮、轮距及支重轮是否损坏、是否在合适的位置上以及是否牢固。
[0119]
上述给出了检查的具体方式,以提高检查效率及准确性。
[0120]
发动机油面的检查
[0121]
开车前机器置于平地上检查油面。
[0122]
取出油尺并用干净的布擦干净。
[0123]
将油尺从孔中完全插入,然后再取出检查油尺。
[0124]
如果油面过低,则加油并再次检查。
[0125]
如果机油受污或是变稀,那么不管换油间隔如何,都要换油。
[0126]
检查油尺应在停机15分钟以后进行。
[0127]
如果机油油面位置不对,请勿启动发动机。
[0128]
冷却液的检查
[0129]
检查储液罐中液面位置是否在“满”和“低”之间。
[0130]
如冷却液不够的话,打开储液罐盖子,加注防冻剂和水的混合液。
[0131]
如确认储液罐中冷却液巳用空,应打开散热器盖加注。
[0132]
如散热器垫片坏,需更换。
[0133]
冷却风扇的检查
[0134]
风扇叶片可能会造成人身伤害,不要啦或撬动风扇,这样会损坏扇叶并引发事故米用发动机齿轮盘转动曲轴。
[0135]
每日都要目测冷却风扇检查叶片是否有裂纹、扭动和柳钉松动。
[0136]
确保风扇安全坚固,如需要拧紧螺丝。损坏的风扇必须更换。
[0137]
燃油箱的检查
[0138]
积水最少时,将油加满,开机前检查油标。
[0139]
打开开关将水和沉淀物排出。确保燃油箱盖子盖紧。
[0140]
如滤网受污,需要清洁。加油时,要停下发动机。
[0141]
加油时,要远离一切火种。
[0142]
需要明确的是,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。本发明并不局限于上文所描述并在图中示出的特定步骤和结构。并且,为了简明起见,这里省略对已知方法技术的详细描述。
[0143]
以上仅为本技术的实施例而已,并不限制于本技术。在不脱离本发明的范围的情
况下对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1