一种水槽及清洗机的制作方法
1.本实用新型涉及洗碗机技术领域,具体指一种水槽及清洗机。
背景技术:
2.目前市场上水槽式清洗机的水槽一般采用不锈钢材料加工而成,加工方式主要由焊接和拉深两种。
3.其中,对于焊接工艺来说,由于不锈钢材料的焊接变形量较大,因此很难控制水槽在尺寸上的精度,限制了水槽本体的整体造型,导致水槽本体结构单一,进而制约了水槽式清洗机更多功能结构的开发,并且,焊接工艺对焊接模具的要求极高,要做到焊接处密封性好就会导致焊接效率低、成本高昂,而如果焊接处密封效果差则无法满足要求。对于拉深工艺来说,经过拉深工艺拉深出的水槽,水槽深度一般小于水槽的开口宽度,难以将水槽深度做大。同时,槽体的上、中、下三个部分,由于承重需求不同,对于材料厚度的要求也不同,但目前无论是采用焊接工艺还是拉深工艺制造的槽体,均受工艺限制而只能将各处做成厚度一致的结构,存在材料浪费、成本增高的问题。
技术实现要素:
4.本实用新型所要解决的第一个技术问题是针对现有技术的现状,提供一种通过拼接方式降低工艺难度及生产成本的水槽。
5.本实用新型所要解决的第二个技术问题是针对现有技术的现状,提供一种应用有上述水槽的清洗机。
6.本实用新型解决至少一个上述技术问题所采用的技术方案为:
7.一种水槽,包括槽体,所述槽体包括自上而下依次衔接的围边、立筒及槽底,所述围边的底部边缘与立筒的顶部边缘通过翻边咬合连接,所述立筒的底部边缘与槽底的顶部边缘通过翻边咬合连接。
8.优选地,所述围边包括位于顶部的水平部分及连接于该水平部分之下的第一竖向部分,该第一竖向部分的下边缘向外、向上弯折形成第一翻边,相应的,所述立筒的上边缘向内、向下弯折形成能与第一翻边相互咬合的第二翻边。该方式便于生产制造及连接装配,且该翻边形成方向有利于提高密封性。
9.进一步优选,所述第一翻边的横截面成形为开口朝上的u形结构,所述第二翻边的横截面成形为开口朝下的u形结构,两u形结构的半包围腔中填充有能在二者咬合状态下密封连接的填充胶。该结构有利于进一步提高密封性。
10.优选地,所述立筒的下边缘向外、向上弯折形成第三翻边,所述槽底包括有位于上部的第二竖向部分,该第二竖向部分的上边缘向内、向下弯折形成能与第三翻边相互咬合的第四翻边。该方式便于生产制造及连接装配,且该翻边形成方向有利于提高密封性。
11.进一步优选,所述第三翻边的横截面成形为开口朝上的u形结构,所述第四翻边的横截面成形为开口朝下的u形结构,两u形结构的半包围腔中填充有能在二者咬合状态下密
封连接的填充胶。该结构有利于进一步提高密封性。
12.在本实用新型中,所述围边的厚度大于立筒的厚度,所述槽底的厚度大于或等于立筒的厚度。由于采用拼接结构,本实用新型可以不受加工工艺限制而最大限度的节约材料成本,围边在安装时作为清洗机的主要承力部分,因此选择较厚的材料;槽底作为碗架餐具的承重部分,料厚可以次之;立筒部分主要可以是由钣金冲压造型后,再卷起进行中间对焊而成,且立筒上可以设置加强筋结构,以提升立筒的强度,并且由于其无关键承重要求,料厚可以与槽底一样或者更薄一些;以最大限度的节约材料。另外,本实用新型还可以根据需要,将立筒和/或槽底采用塑料件进行制作,以进一步降低耗材、适用更多功能结构的开发。
13.优选地,所述立筒侧壁上压印有用于安装功能部件的安装槽。由于立筒部分相对独立,可以由钣金冲压各种造型,以便于生产,并使槽体可以具有更加多样的结构,方便与其他功能部件配合安装,提高结构紧凑性。
14.一种清洗机,包括喷淋组件,还包括上述水槽,所述喷淋组件设于水槽底部、用于向上喷射水柱。
15.与现有技术相比,本实用新型的优点在于:本实用新型通过拼接方式将相对独立的围边、立筒及槽底进行连接,降低了焊接或拉深各部分的工艺难度,还可以根据需要调整各部分的厚度,最大限度的节约用料、降低成本。
附图说明
16.图1为本实用新型实施例中水槽的结构示意图;
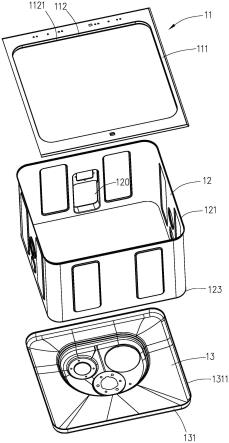
17.图2为图1分解图;
18.图3为本实用新型实施例中围边与立筒的连接结构示意图;
19.图4为本实用新型实施例中槽底与立筒的连接结构示意图;
20.图5为本实用新型实施例中清洗机的结构示意图。
具体实施方式
21.以下结合附图实施例对本实用新型作进一步详细描述。
22.如图1~4所示,本实施例的水槽包括槽体1,槽体1包括自上而下依次衔接的围边11、立筒12及槽底13,围边11的底部边缘与立筒12的顶部边缘通过翻边咬合连接,立筒11的底部边缘与槽底13的顶部边缘通过翻边咬合连接。
23.在本实施例中,围边11包括位于顶部的水平部分111及连接于该水平部分111之下的第一竖向部分112,该第一竖向部分112的下边缘向外、向上弯折形成第一翻边1121,相应的,立筒12的上边缘向内、向下弯折形成能与第一翻边1121相互咬合的第二翻边121。该方式便于生产制造及连接装配,且该翻边形成方向有利于提高密封性。第一翻边1121的横截面成形为开口朝上的u形结构,第二翻边121的横截面成形为开口朝下的u形结构,两u形结构的半包围腔中填充有能在二者咬合状态下密封连接的填充胶。该结构有利于进一步提高密封性。
24.本实施例的立筒12下边缘向外、向上弯折形成第三翻边123,槽底13包括有位于上部的第二竖向部分131,该第二竖向部分131的上边缘向内、向下弯折形成能与第三翻边123
相互咬合的第四翻边1311。该方式便于生产制造及连接装配,且该翻边形成方向有利于提高密封性。第三翻边123的横截面成形为开口朝上的u形结构,第四翻边1311的横截面成形为开口朝下的u形结构,两u形结构的半包围腔中填充有能在二者咬合状态下密封连接的填充胶。该结构有利于进一步提高密封性。
25.在本实施例中,围边11的厚度大于立筒12的厚度,槽底13的厚度大于或等于立筒12的厚度。由于采用拼接结构,本实施例可以不受加工工艺限制而最大限度的节约材料成本,围边11在安装时作为清洗机的主要承力部分,因此选择较厚的材料;槽底13作为碗架餐具的承重部分,料厚可以次之;立筒12部分主要可以是由钣金冲压造型后,再卷起进行中间对焊而成,且立筒12上可以设置加强筋结构,以提升立筒的强度,并且由于其无关键承重要求,料厚可以与槽底一样或者更薄一些;以最大限度的节约材料。另外,本实施例还可以根据需要,将立筒12和/或槽底13采用塑料件进行制作,以进一步降低耗材、适用更多功能结构的开发。
26.上述立筒12侧壁上压印有用于安装功能部件3的安装槽120。由于立筒12部分相对独立,可以由钣金冲压各种造型,以便于生产,并使槽体可以具有更加多样的结构,方便与其他功能部件配合安装,提高结构紧凑性。
27.如图5所示,本实施例的清洗机包括喷淋组件2,还包括上述水槽,喷淋组件2设于水槽底部、用于向上喷射水柱。
28.本实施例通过拼接方式将相对独立的围边11、立筒12及槽底13进行连接,降低了焊接或拉深各部分的工艺难度,还可以根据需要调整各部分的厚度,最大限度的节约用料、降低成本。
29.在本实用新型的说明书及权利要求书中使用了表示方向的术语,诸如“前”、“后”、“上”、“下”、“左”、“右”、“侧”、“顶”、“底”等,用来描述本实用新型的各种示例结构部分和元件,但是在此使用这些术语只是为了方便说明的目的,是基于附图中显示的示例方位而确定的。由于本实用新型所公开的实施例可以按照不同的方向设置,所以这些表示方向的术语只是作为说明而不应视作为限制,比如“上”、“下”并不一定被限定为与重力方向相反或一致的方向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1